发动机缸盖导管阀座精加工工艺
缸盖上的气门导管阀座孔是一个关键孔,它保证了发动机的工作性能和降低油耗。如果发动机工作中,气门杆中心发生偏移,或者气门杆密封不严,不仅会导致有害的热传导和阀杆及导管孔很快磨损外,还会导致缸压不足,造成动力缺损,并增加油耗。这就对我们导管孔和阀座孔的加工精度提出了很高的要求,尤其是阀座密封面的跳动以及密封面的密封性更是缸盖加工的关键工序。
缸盖导管阀座工艺要求
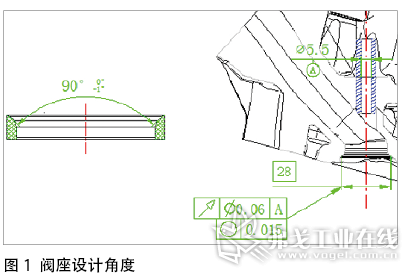
出于对耐磨性极高的要求,气门导管和阀座多采用高耐磨粉末冶金材料,其导管硬度一般不低于HRB50,阀座硬度介于HRB75~HRB100之间。阀座一般设计有三段角度,但只有一个90°面作为密封面,缸盖分装时与气门杆进行装配,有密封性要求。对于汽油发动机,设计的一般要求阀座相对于导管孔径向圆跳动0.05~0.06 mm,阀座圆度约0.01~0.015 mm,如图1所示。在批量加工中,要稳定地保持这样的公差要求,不仅需要高精度的设备、刀具,还需要合理地优化加工工艺。
由于缸盖阀座加工过程中受设备精度、夹具刚性不足、刀具磨损、主轴振动及切削参数设置不合理等各种因素的影响,很容易造成阀座密封带加工后的形状和位置超差,甚至出现振纹,一旦这些超差达到一定界限值时,就会在燃烧室密封测试时出现泄漏,造成不良后果。为了保证导管阀座的精度以及生产线产能节拍的要求,主机厂一般采用专机加工或者高速加工中心两种形式进行精加工。为了提高生产线的加工能力,专机可采用双主轴加工中心,以一面两销的定位方式,对缸盖进行定位。刀具采用一把专用成形刀同时加工导管孔和阀座,其中阀座的三个锥面由刀体上固定安装的刀片保证。专用刀具端面处设计导管孔铰刀的导向套,用以在加工过程中对导管孔铰刀进行导向,保证加工中阀座与导管孔同心,提高同轴度的加工精度。
加工开始时,固定安装的刀具首先对阀座三个锥面进行加工,方式为分段加工,留0.2~0.3 mm精加工余量。接着调整加工参数,对阀座进行精加工,阀座精加工后刀具停留一段时间,对阀座表面进行修光,提高阀座表面光洁度。接着刀具退后约0.5 mm,使刀刃脱离阀座加工面,按照导管孔铰削速度调整主轴转速,内推杆推动铰刀实现导管孔的铰削加工,当铰削结束后,内推杆退回并使刀具退到起始位置,至此完成导管阀座精加工。
随着高速加工中心在汽车制造领域的迅速发展以及对生产线自动化、柔性化与智能化的需求越来越高,导管阀座精加工在加工中心加工的趋势逐渐显现。与此同时,运用的成熟性也正在不断提高。
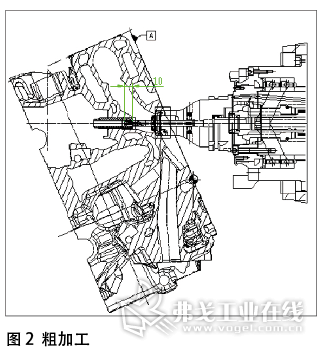
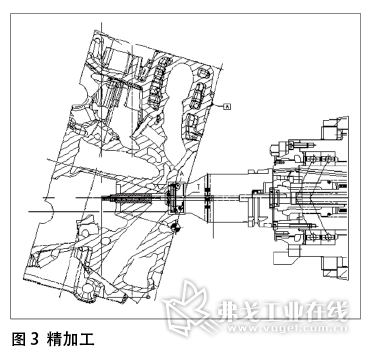
为保证导管孔与阀座同轴度及阀座跳动等尺寸要求,加工中心精加工导管阀座分为“粗加工+精加工”两步进行,而刀具则采用适合高速加工中心的专用刀具。以下介绍两种工艺方案作为参考。第一种方案为:第一把刀粗加工阀座三个锥面(三个锥面均留0.2 mm左右余量),同时加工导管孔约10 mm,直径方向留0.2 mm左右余量,用以精加工导向,如图2所示。另外,第二把刀精加工阀座三个锥面及导管孔至尺寸,如图3所示。
第二种方案为:第一把刀加工阀座三个锥面时,仅将密封锥面留有余量,其余两个锥面加工至尺寸,同时加工导管孔约10 mm,用以精加工导向。第二把刀精加工阀座密封锥面及导管孔至尺寸。两种工艺方案均采用两个工步将整个导管阀座加工分为粗精加工。粗加工将导管孔加工一段长度为精加工提供导向,提高了精加工后导管孔与阀座的同轴度要求,同时阀座密封锥面分两次加工提高了密封面的加工精度,更好地保证了圆度、粗糙度及密封性等要求。
两者的区别在于阀座非密封的两个锥面是一步加工到位还是分两次加工。根据实际分析,精加工时同时加工阀座三个锥面,由于三个刀片加工过程中的相互作用,可能会在阀座密封锥面产生振纹,这就对刀具本身及调刀提出了更严格的要求。采用第二种工艺方案由于只对阀座密封锥面进行,阀座密封锥面的微观特征表现较好,明显降低了因振纹造成的密封性超差情况,但是这种方式因非密封锥面一次成形,余量相对较大,缩短了刀具寿命。
所以在实际生产过程中,需要根据不同机型的余量情况以及导管阀座材料硬度,并综合刀具及设备各方面因素,选择合适的工艺方案,保证导管阀座加工的各方面要求及成本指标。
结语
随着工业自动化的发展,高速加工中心在缸盖导管阀座精加工中的应用也越来越广泛。同时,专用刀具也在不断发展和应用,这将进一步提高气门阀座和导管孔的加工精度、加工效率和加工柔性。为精确保证阀座及导管的加工精度并平衡刀具损耗和工时节拍,需要结合生产线实际产品特性及生产要求,优化刀具及工艺参数,选择合适的工艺方案。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖