汽车冲压热成型技术到底有什么好处?
文章来源:汽车轻量化在线
发布时间:2020-06-04
今天小编就奉献此文,揭示高强度钢板热冲压成型技术原理,并将热冲压成型与冷冲压成型的技术特点进行对比,热冲压成型技术可保证冲压零件尺寸精度并提高冲压零件强度,热成型工艺在改善成型性能的同时提高了汽车的安全性能;同时从工艺角度分析了热成型技术的分类,并对不同工艺热成型技术的优缺点进行总结,对于超高强钢板热冲压成型技术在汽车工业中的应用具有一定的指导意义。
超高强度钢板的热冲压成型技术是减轻车身质量、提高汽车抗冲击和防撞性能的重要途径之一。今天小编就奉献此文,揭示高强度钢板热冲压成型技术原理,并将热冲压成型与冷冲压成型的技术特点进行对比,热冲压成型技术可保证冲压零件尺寸精度并提高冲压零件强度,热成型工艺在改善成型性能的同时提高了汽车的安全性能;同时从工艺角度分析了热成型技术的分类,并对不同工艺热成型技术的优缺点进行总结,对于超高强钢板热冲压成型技术在汽车工业中的应用具有一定的指导意义。

车身作为汽车重要的组成部分,其质量占到汽车总质量的30%~40%,因此车身的轻量化对整车的轻量化起着重要作用。热成型技术的应用能够减轻车身质量,提高燃油经济性,实现节能减排,并且不以牺牲安全性为代价。近年来,全球汽车轻量化发展势头迅猛,对高强度钢板热成型制造需求量巨大,高强度钢板热冲压装备生产线市场前景极好,热成型技术得到大力发展。车用高强度和超高强度钢板以其轻质、高强度的特点在汽车业应用中越来越受关注,并已成为满足汽车减重和增强碰撞性能和安全性能的重要途径。
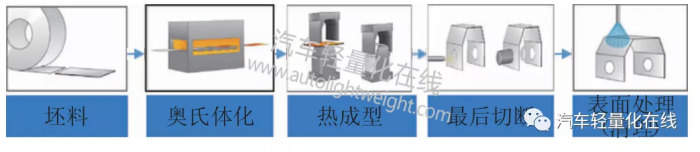
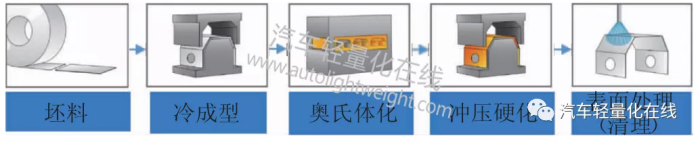
钢板热成型技术是指加热低碳硼合金高强度钢板(主要为 22MnB5,27MnCrB5,37MnB4) 到 950 ℃并保温一定时间,使之均匀奥氏体化,利用自动机器人抓手迅速将板料移至带有冷却系统的热冲压模具上成型,同时迅速冷却淬火并保压一定时间,从而获得板料内部组织均匀的马氏体,经过热冲压成型工艺可获得抗拉强度高达1 500 MPa 的超高强度钢板[1]。采用钢板热成型工艺,不但可以提升车身的安全性能,还可以保证在不降低强度的条件下通过减少汽车零部件的厚度达到减轻质量,从而实现节能减排。硼合金钢热冲压成型工艺流程,如图1 所示。
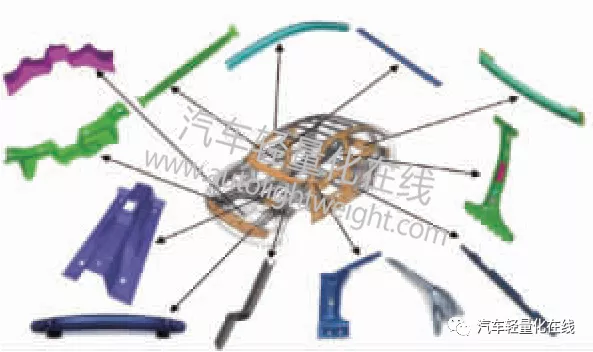
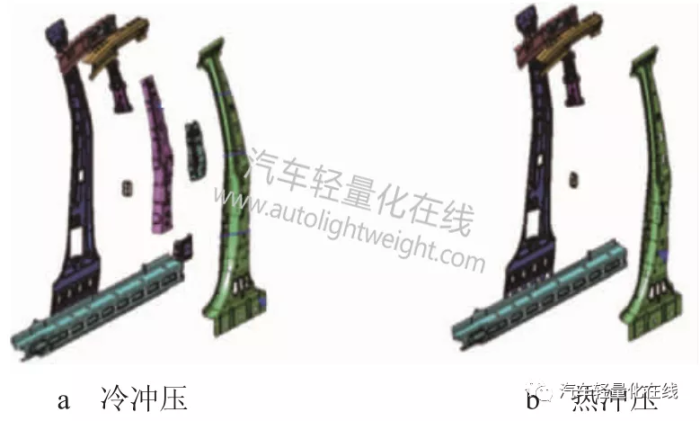
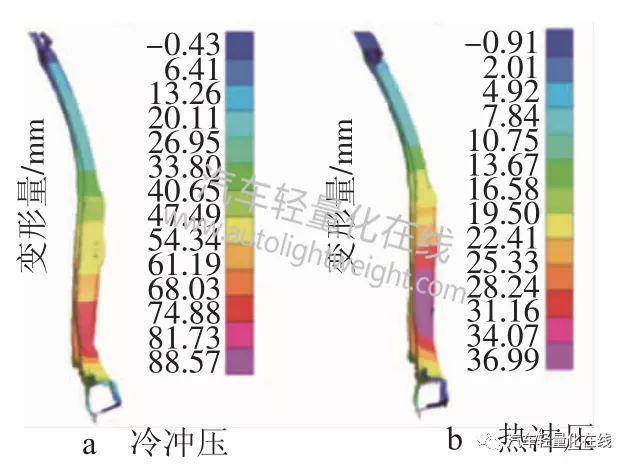
为满足汽车工业界提升车身碰撞及耐久性能的要求,对高强度钢板热成型(也称作热成型)技术应用的重视程度逐渐提高。热成型工艺技术优势较为突出,主要表现为能够生产屈服强度超过1 200 MPa、抗拉强度达1 600 MPa 的复杂汽车件。热成型钢在车身上的应用,如图2 所示。在高温状态下,材料塑性性能增强,可减小回弹的影响,并且可提升零件精度,成型质量好,图3 示出冷、热冲压U 形件的外形对比;热冲压成型的抗冲击承载构件在发生碰撞时,吸附冲击能量的能力较强,可以有效地抵御撞击,具有良好的抗变形能力。某公司为用户提供的改型设计案例,如图4 所示。原设计为4 件冷冲压的B 柱,改型为1 件热冲压的B柱,变形量由冷冲压的88.57 mm 减少至36.99 mm,如图5 所示)。强度也提升至1 500 MPa。
综上,与冷冲压成型工艺相比,高强度硼合金钢的热冲压成型工艺具有如下优点:简化车身结构,有效减少加强板数量,可以减轻车身质量;能提高车身安全性、舒适性;改善了冲压成型性;提高了零件尺寸精度;可以提高表面硬度及耐磨性、抗凹性和耐腐蚀性;降低了冲压机的吨位要求。
直接热成型技术
热成型技术按照工艺过程分为直接热成型技术和间接热成型技术2 类。直接热成型工艺是指把坯料直接放置在有保护气体的连续加热炉内,加热温度达到共析温度以上并保温一段时间,使钢板组织完全奥氏体化,然后通过机器抓手迅速转移到热冲压模具中,在冷却系统的辅助下进行冲压成型和淬火,再进行冷却、切边冲孔(或激光切割)、表面清理等后续工艺。直接热成型工艺流程,如图6 所示。
直接热成型工艺有以下优点:1 套模具即可实现冲压成型及淬火工艺要求,在降低成型模具加工成本的同时提高了生产效率;对于加热前形状规则的板料,降低了其所需要的加热空间,从而可以进行批量加热,在节约能源的同时也提高了工作效率。直接热成型工艺的不足之处是无法生产形状复杂的汽车承载构件、模具冷却系统的设计复杂,且需要增加激光切割设备等。
间接热成型技术
在间接热成型工艺中,汽车承载构件需先进行冷冲压预成型,然后将预成型的零件放置在有保护气体的连续加热炉内,加热温度达到共析温度以上并保温一段时间,使钢板组织完全奥氏体化,再通过机器抓手迅速转移到热冲压模具中,之后进行冷却、表面清理等。间接热成型工艺流程,如图7 所示。
间接热成型工艺有以下优点:需要冷成型模具,可以生产复杂的汽车承载构件(与冷成型相同);采用简单的有限元模拟(冷成型);生产效率高,无需激光或硬切割;预成型后,缩短了板料的有效宽度,可以实现大零件的热成型。间接热成型工艺的不足之处是:需要冷成型和热成型2 套模具,成本高、开发周期长、能耗高;板料预成型已经修边及冲孔,热成型后精度控制困难。
高强度钢板热成型技术正受到世界各国学者的广泛关注,这项技术的发展历史虽然并不长,但其在减轻车身质量、提高部件强度及尺寸精度方面所显示出的潜力是巨大的。热成型技术近年来在国外已广泛应用于汽车制造业中。我国汽车工业的快速发展以及对汽车轻量化和安全性的要求,使得热成型技术成为汽车轻量化的重要途径,必将会促进热成型技术的发展与普及。
/
{data.addUser}
{data.content}
















跟帖
查看更多跟帖 已显示全部跟帖