锂离子电池涂布烘干中加热工艺的选择及工艺设计
近年来,随着我国锂离子电池产业的迅猛发展,企业对锂离子电池生产过程的节能减耗、降本增效及安全生产尤为关注。在锂离子电池生产过程中,需要对材料进行高温干燥,其中涂布烘干是整个锂离子电池生产中的关键一环,其目的是在铜、铝箔基材上均匀地涂覆正极、负极材料。可以说,涂布工序决定了电池材料的均匀度和质量,对电池的性能和循环寿命起决定性作用。
1 涂布烘干加热工艺的选择
在涂布工序中,需要对涂布后的电池材料进行干燥处理,使其固化。因此,供热介质的选用就显得尤为重要。
目前锂离子电池行业普遍应用的加热方式主要有三类:蒸汽加热、导热油加热及电加热。蒸汽加热一般选用0.8MPa的饱和蒸汽,成本较低,但稳定性一般;导热油加热的温度可达250℃以上,换热系数高、性能稳定,有利于提高产品品质和一致性;电加热能耗高、安全性较差,大规模生产线很少采用。
在行业激烈竞争的背景下,对锂离子电池的品质和性能要求越来越高,就涂布烘干质量而言,相较于传统的蒸汽加热,导热油加热略胜一筹。
导热油是一种高温润滑油,在锂离子电池涂布工序中用来传导热量和减少热量损失,同时还具有防止电池材料干燥过程中过度反应的作用。导热油具有良好的热传导性,在加热过程中,导热油与被加热的材料表面接触,通过传导热量使材料温度升高,达到干燥的温度,从而使材料固化得更快、更均匀。同时,导热油还能在材料干燥过程中控制温度和湿度,防止过度反应和过度干燥。
在锂离子电池涂布烘干过程中,导热油加热能达到稳定温度和生产所需的精确恒温。随着锂离子电池对安全性、成本等因素愈发关注,导热油加热越来越受到锂离子电池厂商的青睐。
对比蒸汽加热,导热油加热的优势主要有以下几个方面:
1)操作压力低,安全性高。在不同的锅炉出口温度下,导热油系统维持在0.4~0.5MPa的常压液相状态,系统和用热设备的安全可靠性较高;对于蒸汽锅炉系统来说,在出口温度为150℃时,蒸汽压力与导热油压力相差不大,蒸汽压力随温度升高而增大,在250℃时,蒸汽压力是导热油压力的10倍。
2)控温精度高,热源稳定。导热油炉的输出温度可使物料温度均匀升高,使物料与模具的温差为0.1~0.5℃,特别适用于锂离子电池正、负极材料等热敏性物料加热。
3)热效率高。高温工况可有效降低物料成形压力,提高成品质量,使物料快速达到峰值流动点,缩短成型周期,同时提高产量,热利用率高达90%以上。
4)运行成本低。导热油加热系统流程简单,不需要水处理设备及辅助设备,设备均为常压设备,设备投资成本相对较低。
5)操作便捷,不需要人员长期值守,减少人力成本。相比蒸汽加热,导热油加热因以上优势而在新建锂离子电池工厂中应用逐渐增多。但在工艺工程设计过程中,导热油管道与蒸汽管道存在较大差别,在设计阶段存在一定难点。
2 导热油与蒸汽的加热原理和管路差别
2.1导热油与蒸汽加热原理
导热油的加热原理主要是通过热媒介在热源和各设备之间传递热量。导热油在循环系统中流动,将热能从加热设备输送到加热介质中,再将加热介质输送回循环系统,从而实现热能的传递。整个过程中,导热油始终处于封闭的循环系统中,不与环境接触,从而避免了油污染和能源损失。导热油系统换热原理如图1所示。
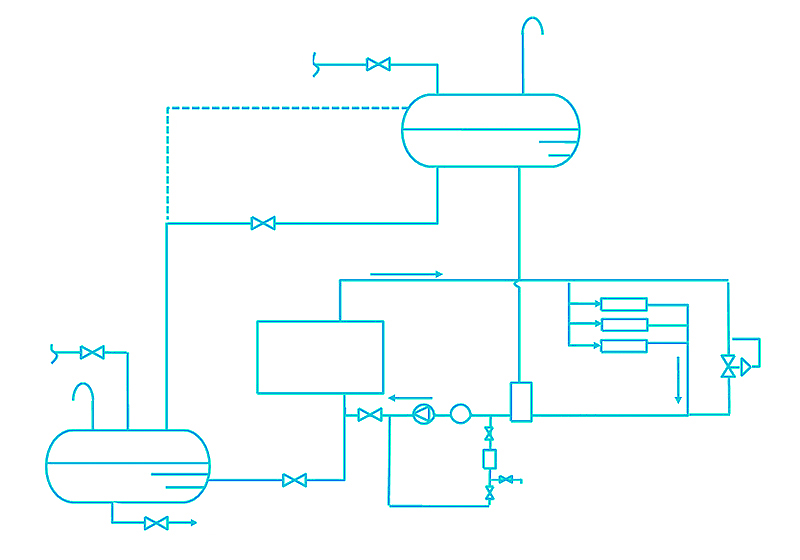
图1 导热油加热系统换热原理
蒸汽加热的原理主要基于蒸汽的相变释热,即通过蒸汽的液化释放潜热,从而达到加热的目的。
2.2导热油管路和蒸汽管路安装的差别
导热油与蒸汽具有不同的物理性能和化学性能,因此二者的输送管路大相径庭,主要表现在以下三个方面:
1)管径:相同加热效率下,导热油管道较蒸汽管道粗,3000万大卡/h的导热油主管管径为DN500,同产能下蒸汽主管管径为DN200。
2)主管重量差别:管径DN200的蒸汽管道,荷载为100kg/m;导热油密度为870kg/m³,DN500管道荷载约为300kg/m,荷载差别较大,导热油主管不宜吊挂在屋顶。
3)泄漏问题:蒸汽泄漏基本无污染,导热油泄漏污染较大,需考虑泄漏收集装置。
3 导热油地沟优势及劣势
3.1导热油地沟的优势
1)导热油管线不占用地面以上空间,有利于涂布机以及其附属设施和烘箱风管管线的布置和安装。
2)导热油管道如出现渗漏的情况,导热油地沟可收集泄漏的导热油,避免导热油泄漏到车间(可通过接油盘替代地沟收集泄漏的导热油,导热油一般泄漏出现在阀门处,管道基本不泄漏)。
3.2导热油地沟的劣势
1)涂布烘箱段对地坪的沉降要求很高,支管地沟对涂布机的设备布置和安装调平有很大影响,如立柱设置在盖板上,可能会导致各节烘箱之间沉降不一致,影响涂布机整体调平,进一步影响涂布机的运行速度。
2)导热油主管和支管均走地沟,相比常规的导热油主管走地沟、支管走地上,前者在工程成本上增加较多。
3)导热油管道走地沟,对结构下部设计有需求,影响桩基出图和施工;且一旦施工后,不能再更改,因此需要准确锁定地沟方案。
4 导热油管路及地沟设计方案
方案一:导热油管路通过管廊至涂布烘箱段,下翻至导热油地沟,导热油地沟横穿模切分条区域。车间内只设导热油主管地沟,支管敷设地面上方。
方案二:导热油管路从导热油锅炉(图2)出来,上翻至车间屋面,从屋面对应位置下伸至导热油地沟。车间内只设导热油主管地沟,支管敷设地面上方。

图2 导热油加热锅炉
5 导热油管路的防渗漏措施
采用导热油加热,其烘烤温度可达230℃以上,导热油输送过程中管道接头处可能出现泄漏,如不采取收集措施,渗漏的导热油会污染生产区,可能引发火灾,存在安全隐患。
为降低导热油渗漏导致事故风险,在管道接口处设置接油盘,接油盘之间设置管道相连接。每条涂布线设一个总收集器,当管道出现滴漏和大量泄漏时,可通过管道传送到总收集器。总收集器设液位报警器,当收集的液体到达一定量时报警,通知工作人员定期处理。
6 应用案例
导热油管路安装案例如图3所示。导热油地沟上方涂布机设备安装案例如图4所示。
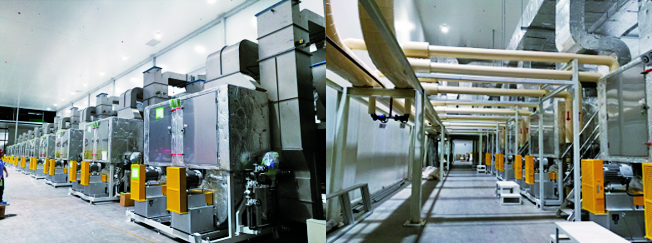
图3 导热油管路安装前、安装后
7 结论
本文主要介绍了锂离子电池涂布烘干过程导热油加热系统的加热原理,通过对比蒸汽加热,分析导热油加热在锂离子电池生产过程的特点和优势。依据项目案例和经验,通过对比导热油和蒸汽管道安装的差别,比较导热油地沟在锂离子电池工厂工程设计中应用的优势和劣势,提供一种导热油地沟在电池工厂的设计方法。

图4 涂布机安装过程
随着锂离子电池产业的快速发展和升级,锂离子电池生产厂商越来越重视产品的性能和品质,因此,导热油加热在新建的锂离子电池项目中受到越来越多的重视,在设计过程中,导热油管道的合理性和安全性尤为重要,本文可为同类项目导热油管道和地沟的设计及运行提供参考。
参考文献
[1] 汪琦,季炳奎,季俊.燃水煤浆导热油炉供热系统设计[J].工业炉.2014,(3).P35~37,P40.
[2] [2]李国帅.导热油管道施工质量控制要点[J].安装,2021(12):P41~43.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:江海鸿 李昱蒲 张鑫原 王玉辉,单位:中国汽车工业工程有限公司,责任编辑龚淑娟,责任较对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多