新型曲轴档心距加工工艺

在金融危机的影响下,汽车市场竞争日趋激烈,汽车及零部件企业面临严峻的挑战,各大主机厂对曲轴的质量和精度要求越来越严格。为了满足客户需求,我公司提出“以工艺为龙头”的指导方针,要求改进、优化曲轴加工工艺,进一步提升产品质量和效率,提高客户满意度。通过对锻钢曲轴加工工艺进行整体优化试验,不仅取得了良好的效果,提高了锻钢曲轴的产品质量,同时还提高了生产线的产能,解决了产量与质量此消彼长的难题。
曲轴加工现状
曲轴是发动机的关键零件之一,其结构复杂,生产批量大,品种更换频繁,精度要求高。主轴连杆颈的尺寸精度为IT6~IT7,圆度≤0.005mm,表面粗糙度Ra0.2~0.4。因此,一条先进的曲轴生产线不仅要实现柔性换产以面对市场需求,还要满足工艺要求,保证加工精度,最终生产出合格的产品。锻钢曲轴生产线拥有世界顶级的数控机床、先进的加工工艺及日臻完善的管理制度,不仅大幅提升了曲轴的加工效率,实现了柔性快速换产能力,而且更好地保证了曲轴的加工质量。当前,曲轴的质量主要通过机加工和热处理的过程控制来保证,其途径大致有以下三种:
1. 人为检测:指通过专业质检人员(或操作人员自检、互检)对每道工序按照工艺要求进行在线测量,及时调整工艺参数,避免不合格产品周转到下道工序或出现批量废品。
2. 设备控制:指依靠较高设备精度保证当前工序的加工精度,是保证尺寸精度、形状精度和位置精度的有效方式,也是先进曲轴加工生产线的标志之一。
3. 工艺保障:工艺是机加工过程中将曲轴毛坯转化成成品的“法律”准绳,是产品质量的根本保证,也是提高加工效率的前提。
对于上述三种提升产品质量的途径,我公司对各个生产线有针对性地进行了试验论证。通过不断地改进我们发现:人为检测相对难度较低,但是后期改善效果不明显。通过先进设备控制加工精度已在锻钢生产线和部分铁轴生产线上实施,改善效果可观,但如果全公司普及需要投入大量资金。对于工艺保障,由于国内外锻钢曲轴的加工工艺大同小异,且刀具、砂轮、切削液、淬火涨量、加工参数及加工余量等影响质量因素涉及改善周期长、优化空间小及普及性差等特点,若通过工艺的改进、优化大幅度提高产品质量难度无疑是最大的。
统筹分析加工工艺
现场的加工工艺文件经过一系列的改进和优化后,刀具材质、加工参数、加工余量及工装夹具的设计精度等影响加工质量和加工效率的工艺参数已基本固化。当设备具备相当高的加工精度,每台设备严格按照工艺进行生产,却无法保证加工过程中不会出现不合格产品时,我们往往认为问题在于人为检测不到位。实践证明,加大人为检测力度不仅增加了曲轴的制造成本,而且不能从根本上消除问题。如何实现产品质量提升需要对现行工艺进行深入研究。通过对现场加工工艺的数据收集和整体分析我们发现:影响加工质量、加工效率的主要因素集中在精磨主轴、连杆之前的工序,其具体问题体现在以下四个方面:
1. 由于频繁换产,同一产品存在不同厂家、不同炉号的毛坯淬火涨量不一致的问题,尽管涨量差距不大,也需要对整条生产线的机加工工艺参数进行调整,影响了换产速度和换产质量。
2. 同一尺寸的不同工序对工艺参数的控制不统一,增大了精磨主轴、连杆的加工余量,降低了精磨的加工效率。
3. 依赖卡规、塞规等防错手段,具有人为因素影响及检测误差大的缺点。
4. 以止推档侧面为定位基准,受刀具、砂轮磨耗及淬火涨量影响变化大,导致出现轴颈侧面精磨磨不起来的现象。以止推档侧台为基准的加工工艺如图1所示。
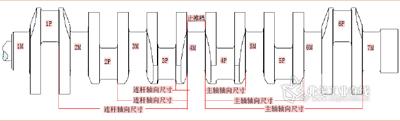
图1 止推档侧台为基准的加工工艺
上述问题严重影响了锻钢曲轴生产线产品质量的进一步提升,必须彻底解决。
解决方案
针对不同曲轴的淬火涨量不一致,工艺参数控制不统一及检测手段受人为因素影响大的问题,我们试验论证了一种新的加工工艺——档心距加工工艺。档心距加工工艺是指主轴和连杆在机加工过程中始终以止推档的中心线为基准向其他各轴颈加工,加工后轴向尺寸为止推档基准线到各个轴颈中心线的距离,如图2所示。
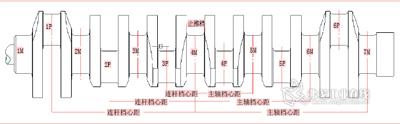
图2 档心距加工工艺
档心距加工工艺的特点
档心距加工工艺一直未被采用的主要原因是难以实现过程检测,无法确保轴向尺寸是否满足工艺要求,而且国内外客户提供的成品图纸基本都没有标注档心距。对于工艺人员而言,根据加工余量及定位基准等能够方便、快速地制定出各工序的加工工艺,该标注方式方便了在线检测及成品验收,但是并不一定完全适用于现场加工。例如,半精车主轴工序,因刀片存在磨耗,操作者利用卡规测量三、四主轴轴向尺寸误差较小,但是测量一、七主轴时,因卡规产生变形及主观因素的影响,不能精确保证轴向尺寸误差,淬火后测量一、七主轴的轴向尺寸变化值不稳定,超差0.2~0.3mm的现象时有发生。R圆角、侧台必须采取增加加工余量才能保证加工质量,造成精磨工序成本增加,且精磨的加工时间主要消耗在侧台和R上,降低了加工效率和设备的利用率。同样,连杆的加工也存在上述问题。
将档心距加工工艺应用到锻钢曲轴生产线,取得了显著的加工效果,充分体现了新工艺独特的优势,与止推档侧面为基准的加工工艺相比具有以下特点:
1. 保证精磨前主轴、连杆各轴颈到止推档的档心距控制在工艺(D±0.05mm)范围内,精磨后轴向尺寸控制在D±0.04mm(成品的轴向尺寸公差要求为D±0.15~0.25mm),满足工艺要求。
2. 彻底解决了换产过程中不同厂家、炉号的曲轴淬火涨量不一致的问题。
3. 轴向尺寸受刀具和砂轮侧面磨耗、淬火涨量波动及淬火前后主轴跳动的影响极小,可以忽略不计。
4. 换产过程中,只需在在线检测平台上对档心距进行精确校验,就能实现在短时间内快速成功换产。
5. 避免了CBN精磨主轴、连杆取消分档后易切偏的现象,显著提升了磨削质量,在磨削条件未变的情况下,精磨效率提高了28%~30%。
6. 实现了主轴、连杆侧面粗加工和半精加工的工艺减量。
7. 依靠设备精度保证档心距,避免了操作者对轴向尺寸的修改导致前后工序档心距不统一的现象,并取消了对轴向卡规的依赖。
档心距加工工艺弥补了传统的以止推档侧面为定位基准的加工工艺缺陷,经过换产和大批量生产的验证,不仅大大提高了产品质量,而且有效降低了不合格品率,适宜在先进的曲轴生产线上推广。
新工艺的实施及注意要点
1. 淬火前,加工主轴、连杆的注意事项主要包括:
(1)对于新工艺的实施首先要考虑淬火涨量,通过测量每个轴颈的绝对涨量来确定半精车主轴和精铣连杆轴向尺寸的缩量。
(2)精铣连杆的轴向基准需与主轴止推档中心线重合。
(3)编制工艺时,以档心距的最小距离作为尺寸下限,并按照尺寸下限制作卡规通端。
(4)卡规、塞规以略紧为宜,过紧不必调整程序参数。
2. 淬火后,加工主轴、连杆的注意事项主要包括:
(1)精车淬火后主轴止推档基准与半精车淬火前主轴止推档基准重合。
(2)精车淬火后主轴止推档基准到淬火后连杆各轴颈的档心距相等。
(3)确保止推档基准线到各个轴颈的档心距接近理想尺寸。
(4)保证轴颈两侧台加工余量均匀。
新工艺的实施并不意味着要取代原工艺,而是在原工艺的基础上将轴向尺寸做了一些调整,因此,新的加工工艺更加适合在现场使用。
辅助加工工艺措施
新加工工艺与原加工工艺的制定原则及测量方式存在一定的差距,需要采用以下辅助措施进行修正,保障新工艺的顺利实施。
1. 整体工艺采用前紧后松原则
前紧后松原则是指根据整条生产线的加工情况来确定加工余量,提高淬火前的加工精度,为后序加工留出合适的余量。保证淬火前后轴颈侧台余量均匀,确保档心距测量准确。
2. 提高在线检测手段
新工艺要取消依靠卡规确定轴向尺寸的测量方式,依靠在线检测平台,精确测量各轴颈的档心距,将差值输入机床,确保档心距精确。
实践表明,档心距加工工艺较止推档侧台为基准的加工工艺,消除了原工艺依靠先进设备难以控制质量的难题,提高了质量过程控制力度,降低了人为因素的影响,具有稳定性和先进性,而且明显地提高了加工质量和加工效率。以新工艺为主线,对整条生产线的设备生产效率、人员安排及加工参数进行调整,合理利用各项资源,有效避免人员紧缺、设备生产过剩导致的制品积压现象的出现。
结语
随着我公司开展的生产方式变革的不断深入、引进设备加工精度的不断提高以及新工艺的实验成功,当前各个生产线的加工工艺将会得到大幅度的改进和优化,加工质量、加工效率也会得到进一步提高,为实现客户与企业互利双赢、长久合作打下了夯实的基础。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖