在规划阶段提升白车身冲压件质量
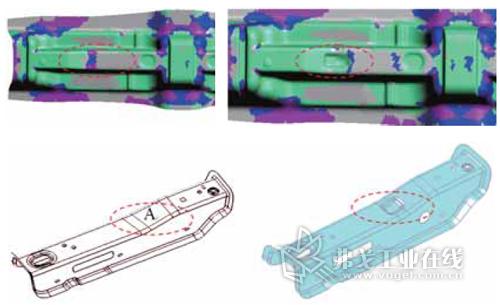
图1 前座椅左/右前横梁本体
国内自主品牌汽车纷纷推出高端品牌,进军中高端市场,这对汽车的制造水平提高出了更高的要求。为了缩短自主品牌高端车整体水平与合资品牌之间的差距,奇瑞公司从车型开发的源头着手控制冲压件的质量。通过不断总结经验,并借鉴国外成熟的技术,奇瑞公司白车身冲压件的精度在制造过程中得到了显著提升。
近年来,人们对汽车的要求已不仅停留在使用的层面上,对汽车外观、性能和安全结构等方面都提出了更高的要求。为此,国内自主品牌汽车纷纷建立高端品牌,进军汽车中高端市场,以性能先进、外形新颖的新车型去开拓和占领市场。
汽车品种的变化和更新换代最直接的反映就是汽车车身的改变。车身覆盖件是汽车车身的改变或更新的主体,而冲压板件质量则关系到汽车整体的质量。为此,奇瑞汽车股份有限公司(以下简称“奇瑞公司”)在新车型的规划阶段就对冲压件的符合率提出了更高的要求,均值要求达到95%以上,关键件必须100%符合,而过去的标准是达到85%就可以了。
在此,我们结合以往开发车型的实例,对白车身冲压件在规划阶段的质量提升方法进行了总结。
作好前期的工艺分析,控制数据质量
奇瑞公司以前有些车型在数据质量尚未成熟的情况下就开始模具发包了,模具制造过程中又因匹配、试验和碰撞等诸多原因进行设变,模具的反复修改严重影响项目进度、模具寿命和制造精度等。针对前期数据的问题,我们主要采取如下改进措施进行控制:
1. 编制数模设计工艺标准,对如孔边距、孔径、成形深度和R角大小等进行规范,从源头对数据进行约束;
2. 联合外部咨询资源作一些项目,进而学习国外SE先进技术,同时也培养了一批骨干人才;
3. 要求在模具发包前,工艺分析人员必须对发包数据进行分析,表面覆盖件及大型拉深件必须作成形性分析(AUTOFORM、DYNAFORM),对数据进行整体评估后以确认是否达到发包条件,减少后期制造风险。
如图1所示,某车型前座椅左/右前横梁本体A处起皱,利用SE进行分析,在不影响产品的情况下增加凹槽后,起皱问题解决。这是在新车型开发过程中利用SE帮助冲压件发现问题,及时得到纠正的一个典型实例。
利用软模试制,进一步优化数据
以往开发模式都是规划人员接到数据,进行工艺分析后直接进行模具开发。由于数据的不成熟,导致后期模具设计更改频繁,致使不成熟的车型上市后得不到客户的认可。现在,我们采取软模试制法,先对新车型冲压件进行软模开发(钢板模除外),软模开发的冲压件不仅可以在工艺上提前发现问题,更能在实际装车中发现冲压件的问题。经过几轮软模件的试制,充分暴露出冲压件的问题,并结合前期的SE分析,新车型的数据质量将得到进一步提升。这样不仅缩短了模具开发的周期,也大大降低了设计变更带来的巨大损失。如图2所示,软模开发可充分核对产品数据,验证冲压工艺,为冲压模具设计提供依据,并可在后期模具制造过程中防止软模发生的问题再次出现。

图2 前门内板前后部模型及本体
在冲压工艺中优化模具序数及材料利用率
奇瑞公司近期启动的新车型很多,绝大部分模具在国内制造。由于我们和模具供应商的设计制造水平有限,在模具序数与材料利用率方面与国外先进的主机厂存在着一定的差距。当前,我们的目标是,后期覆盖件模具序数将争取达到4.3,材料利用率达到56%。为了实现这一目标,我们主要采取了如下措施:
1. 编制冲压工艺时,尽可能使用“成双”、“双槽”或“模套模”等工艺,减少单件工艺补充用量,整体上提升材料利用率并减少模具套数;
2. 对于工艺补充量大的冲压件,尽可能开发落料模,实施套裁工艺,合理利用边角料;
3. 引进不等料厚钢板激光拼焊技术,优化产品结构,将原先多个件(如门内板、铰链加强板和门锁加强板等)合并到一个件上进行模具开发,不仅能够减少模具开发费用,也有利于后期生产组织,降低了生产成本;
4. 对于结构相似、尺寸相似的件,尽量实现通用;尽量在原模具上进行修改或加减序,减少新模具开发数量;加强平台件内板件或结构件的通用性,建议采用数据库对加强件、结构件分类进行统计和查询;
5. 配合产品拓宽设计思路,对大件边角料进行针对性的设计。
作好工法及模具设计会签,提升设计质量和工艺质量
模具和冲压件质量主要取决于前期的工艺设计(DL设计和模具结构设计)。鉴于前期图样会签过程中,受制于会签人员技术水平和厂家设计水平,图样会签时不够严密,往往会导致模具带有多项“缺陷”,影响后期的模具寿命、模具可操作性及冲压件精度。为了避免此类问题的发生,我们采取了以下措施:
1. 提升工艺人员技能,工艺人员深入模具制造及冲压件生产现场,了解模具制造工艺和后期生产操作要求,以便在图样会签时做出准确的判断;
2. 发挥专家的作用,学习专家宝贵的设计、工艺经验及处理问题的方式,建立自己的标准;
3. 引进国外先进的冲压工艺和模具制造技术,转化后引用到我们的一些新项目中,如M12的修边整形技术、拉延模球墨铸铁基体材料(GGG70L)、高速线和级进模具工艺等;
4. 鼓励年轻的工艺骨干勇于承担起图样会签职责,在学习专家经验的基础上摆脱过渡依赖专家的现象,培养自己的会签和模具验收人才。
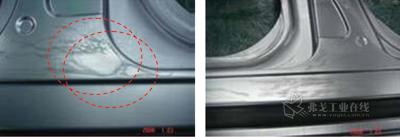
图3 某车型侧围外板
加强制造过程监控,保障模具制造质量
由于前期启动的项目多,工艺人员缺乏经验且人员少,忙于现场处理日常事务,无暇对模具供应商的制造过程进行监控。对模具进度的了解大多仅停留在“电话访谈”或“突击检查”上,对模具进度的真实情况掌握不足,导致不能及时发现模具制造过程中存在的缺陷,许多本可以提前发现整改的制造缺陷在验收或回厂后才暴露出来(见图3),给后期整改及生产组织带来了一定难度。现在,我们按照项目节点要求,对模具生产进行全程跟踪,具体如下:
1. 从M11项目开始,我们启动模具供应商定期“巡访”机制,每月派工艺人员对供应商进行走访,了解模具制造进度和制造质量,对“冲压件提样”、“模具验收”等关键节点则专门派人“驻厂监控”;
2. 在制造过程中发现的质量缺陷提早预警,无法解决的要组织评审,形成决议,尽量将先期发现的问题在供应商处予以解决,减少模具回厂后的压力;
3. 定期组织模具供应商交流会,向供应商传达奇瑞公司对项目的要求,了解供应商实际困难并协助解决。
缩短调试周期,提高模具调试质量
奇瑞公司现有项目的模具调试周期普遍偏长,冲压件尤其是自制件模具调试周期普遍超过6个月,有的甚至长达1年。长时间的模具调试不仅给忙碌的生产带来了沉重的压力,影响生产准备周期,也严重地打击了供应商模具整改的积极性,挫伤其参与奇瑞公司项目的信心。为了营造一个和谐共赢的团队,我们从如下几点做起:
1. 在强化模具制造中间过程监控的同时,提高模具预验收质量,在预验收时严控模具出厂质量;对于预验收过程中发现的问题要求供应商加强整改,不允许将带有缺陷的产品发往奇瑞公司。
2. 模具技术协议中明确模具回厂后的调试周期,对供应商进行约束。
3. 将调试分为若干批次,对每批次的调试均设置明确的调试目标、整改计划;供应商调试人员进厂后,每周定期召开调试总结会,对本周工作完成情况进行总结,并布置下阶段工作计划。
4. 依据各供应商调试过程中的整改情况,对供应商进行考核,提高调试整改效率。
缩短模具验收周期,提升模具验收质量
由于各部门对制件、模具验收的标准不统一,验收过程中对验收流程的执行力度不够,造成很多项目模具验收过程漫长。模具回厂后无法交付生产,无法得到正常的维护保养,被动地去应对大批量的生产任务,造成模具陷入“生产批量越来越大,状况越来越差,验收越来越困难”的恶性循环。为了改变现状,我们从如下几方面进行改进:
1. 加强与质保、工装及生产等部门的沟通,明确冲压生产各节点的交付物,提前准备终验收所必须的各项资料(如备件、图样、会签纪要和数据光盘等)。
2. 预验收加强把关,杜绝模具带缺陷回厂,要求供应商将大部分模具整改工作留在出厂前,减少后期的模具整改量。
3. 组建模具调试队伍,应对紧急情况模具故障处理,协助供应商进行调试和模具交付前的维护保养,使模具始终处于良好状态。
4. 结合焊装工序验证,对于验证过程中没有问题的制件,尽早组织质量、生产和工装部门进行评审,启动模具终验收工作。
固化项目操作流程,规范节点交付物
因项目操作周期长,工艺人员长期处于一个项目操作过程中,导致不同项目之间缺乏交流,工艺人员不能充分共享项目的操作经验;因新项目启动需要,大批新员工未经锻炼即投入项目中去,“各自为政”现象较多,使各项目操作管理模式不够统一。为了解决上述问题,我们从如下几个方面进行规范:
1. 组织员工编写项目操作手册,明确项目操作流程和各节点交付物,对涉及到项目的各流程和文件加以固化,要求各工艺人员统一使用,形成统一的规范。
2. 对于已经结束的项目,要求参与人员必须形成一个项目总结,归纳项目操作过程中的优劣得失,并与其他项目人员进行交流。
3. 强化项目管理软件的应用,及时更新项目信息,项目组内部之间加强沟通和交流,让相关负责人能够在第一时间掌握项目动态。
提高冲压自动化水平
奇瑞公司以前的冲压生产自动化程度不高,大多数生产线是手工线,上下件全凭员工手工操作,劳动强度大;而且由于制件摆放不到位,造成冲压件精度不稳定,一致性不好,影响质量。另外,由于冲压生产现场未封闭管理,清洁度较差,也造成了制件的质量不稳定。为解决此问题奇瑞公司主要采取了如下措施:
1. 改造冲压生产线,采用自动化生产,既降低了员工劳动强度,也提升了生产效率和冲压件质量。根据现场统计,一冲D线实现自动化后,A21覆盖件质量有了大幅提升(如侧围一次交检合格率从25% 提高到90%);
2. 将冲压生产区域厂房实施封闭管理;
3. 后期规划厂房全部采用采光系统,每条线线尾增加照明强度,有利于员工及时发现缺陷;
4. 后期规划考虑冲压车间采用油漆地面,减少地面油污和灰尘对冲压件生产的影响。
提高设备工装维护保养执行率
由于生产时员工操作不到位,造成冲压件缺陷较多,影响车身匹配和尺寸精度;由于部分模具未得到及时保养和维护,造成模具状态不稳定、寿命降低,影响生产及制件的一致性。以上这些行为也是制约冲压质量提升的一个重要因素,为此我们采取如下措施:
1. 加强对车间员工自动化生产线的操作培训,明确操作要领和操作规范;
2. 要求车间和设备部员工加强对关键设备的点检(如自动化线设备),从工艺角度上确立点检频次;
3. 配合生产系统严格监督车间及设备部做好新品模具的一级、二级保养。
结语
对于如何提升白车身冲压件在规划阶段的质量,本文从以上十个方面进行了总结。从产品数据质量开始到生产,奇瑞公司从每个环节加以控制,实现了在质量环内控制质量,确保冲压件的质量合格,为整车制造水平的提高奠定了基础。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖