浅谈提升白车身品质的思路和方法
本文通过对一般总成搭接问题进行详细解析和对总成测量数据的分析,归结了一种解决总成搭接问题的思路和实现白车身品质提升的方法。同时,通过对白车身品质提升的前提关注点的阐述,说明了白车身进行质量预控制的重要性。
白车身品质提升过程是整车协调过程中对白车身的精度验证和提升的过程,是不断发现、分析并快速解决总成搭接问题的关键时期,是实现整车小批量生产之前的最后一个阶段。我公司在整车协调领域进行了尝试、摸索及实践,积累了丰富的经验,总结出一套适合我们企业的有效方法。
品质提升的前提关注点
1.(冲压件)在模具各序中调整调试的定位基准CH孔应统一
在模具设计和制造中使用的“CH”孔,是在拉延(序)模上的拉延件上冲制的两个模具制造调试用的研模(定位)工艺孔,是带件研合各序模具型面(和形状)的基准。将“CH”孔设置在型面比较平缓处和无冲孔处,其作用为模具制造调试用的研模(定位)工艺孔,在研模时可以保证模具各序之间的型面与基准一致,以保证冲压件在各工序间的几何形状尺寸的基准一致。
2.保证检具、夹具定位基准应一致
在检具、夹具设计前期,应进行沟通和确认,均应按照客户提供的RPS定位系统的要求,选择最可靠的制件定位基准,尤其是制件表面的形状、轮廓应与模具(凸模和凹模的)型面、轮廓相一致,可以最大限度地降低(积累的)误差,并为调整白车身整车提供了保证和方便。
3.冲压件尺寸与公差的控制应合理
按照客户提供的产品GD&T(几何尺寸及公差)文件进行控制。
4.焊接总成装配尺寸与公差的控制应合理
(1)重要尺寸应保证包括大总成定位尺寸、车身外观GAP值以及重要的型面尺寸;
(2)包容件与被包容件公差分配应合理;
(3)按照“外板件先控制型面后控制孔位,内板件先控制孔位后控制型面”的原则进行装配调整;
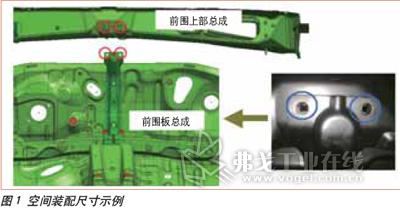
(4)空间装配尺寸应有效控制。
以某车型前围板总成和前围上部总成搭接为例,如图1所示,图中两孔为组合孔,两个螺母安装孔在前围上部总成中,两个过孔在前围板总成中。在整车总拼时,安装孔和安装过孔的相对位置才会确定。
为保证最终的相对位置精度,在各分总成中对该处孔对应件的定位精度应严加控制。
5.总成夹具定位基准选择应合理,夹紧位置及点焊顺序应合理
(1) 根据RPS定位系统设置原则,定位型面为冲压件可靠、稳定的型面,定位销位置选择与冲压件工艺定位孔以及检具检测定位孔的位置选择相一致;
(2) 夹具总成在前后序定位基准保持一致;
(3) 对于个别无法可靠控制回弹的冲压件,可通过增大或增加定位支撑面和夹紧面(模具结构的定位型面亦如此),从而控制回弹;
(4) 夹具的夹紧位置选择应与检具夹紧点的布置相一致;
(5) 点焊顺序,在保证与装焊作业指导书不冲突的前提下,以装焊误差最小为原则进行布置。

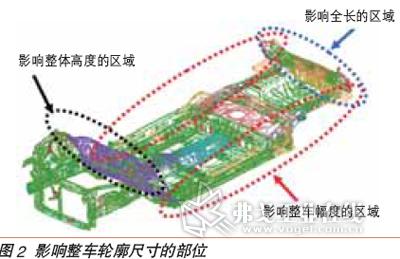
6.从整车视角预先判断影响车身精度的制件
从图2的车架总成可以看出影响整车轮廓尺寸的部位,并可追溯到具体的影响车身总体尺寸的相关制件。然后对这些制件在装焊过程中给予高度关注,严格控制装焊精度,对于提升整车品质将起到非常积极的作用。
品质提升的方法
在满足有效装焊条件的前提下,通过对各焊装总成的精度检测和数据分析,对总成搭接时显现出的问题实现量化控制。然后从装配公差尺寸链入手,由大总成到小总成再到单品逐一分析,找出存在问题的制件或夹具并加以修正;精度检测和数据的准确可靠是对问题做出正确判断的重要保障。
有效的装焊条件是指,所有夹具均经过测量机的精度检测及功能验证;所有冲压件均为全序件,无手工件;试装车现场的装焊工均经过培训上岗;每套夹具对应的作业指导书齐全而准确;现场的测量手段齐备;支持焊接设备的水、电和气正常而有效地运行。
总成测量数据的采集及精度分析
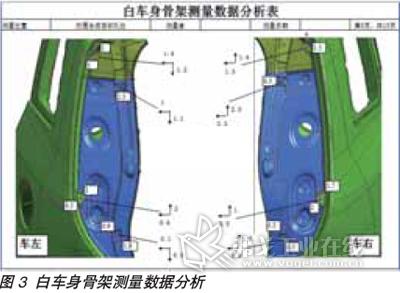
完成白车身总成搭接问题解析的关键,就是对各级分总成进行针对性的测量,并将数据与各个相关尺寸(横向与纵向)进行对比,发现其中规律性的变化,并以此为积累和借鉴,以制定再次调整的质量目标,最终保证车身焊接精度及稳定性。图3所示为对白车身骨架测量的前后两台车的数据对照表。
白车身总成测量的依据是产品的GD&T。GD&T既是焊装过程质量目标,也是产品制件质量目标。按照客户给定的GD&T标准,编制各制件检测表、分总成检测表、总成检测表、白车身骨架检测表及白车身外观间隙检测表等。
对数据进行横向对比,可以发现同一部车在不同部位的偏差状况,从而验证了车身焊接精度的一致性。
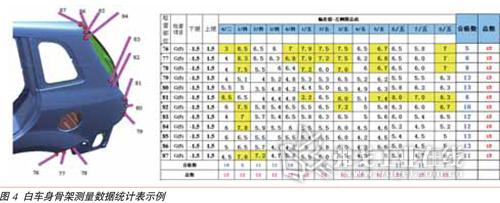
在此,我们以某车型左侧围总成后部开口线GAP值测量为例进行说明,如图4所示,共采集13台白车身数据进行分析,每一列代表一台车的数据。根据合格数据我们可以清晰地看出,车身局部的合格率最大为100%,最小为41.7%,此局部焊接精度调整空间还很大。
对数据进行纵向对比,可以发现不同车在同一部位的偏差状况,从而验证了车身焊接精度的稳定性。在此仍以上部车型左侧围总成后部开口线GAP值测量为例进行说明,图4所示的测量表中每一行代表了13台车在同一个部位的统计数据。从合格数可以清晰地看出,在车身局部某几点,13台车合格率均达到100%,此处车身焊接精度相对稳定;而在车身局部的另一处,13台车合格率仅达到38.5%,证明此处车身焊接极不稳定。
一般总成搭接问题的解析思路
在试装车过程中,总成搭接问题的分析和解决应以装配公差尺寸链为依据。在满足有效的装焊条件的前提下,一是减少装焊环节,二是减小每一环节的公差。我们可以通过装焊工艺设计,减少装焊环节的个数,也可以通过生产工艺在生产、运输、库存及搭接的每个环节对制件进行修正,降低每个环节的误差积累,最终保证总成搭接误差降到最小。
总成搭接问题直观,但查找问题源难度很大。如何从复杂的装焊总成中发现最大的影响源,或者如何寻找最佳突破口调整现状以提升精度,是每一个试装车人员最关心的问题。下面以某车型后底板梁架总成出现的装焊问题进行探讨。
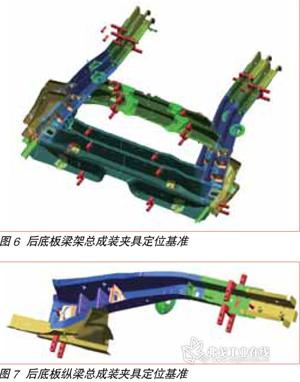
如图5所示,总成Y向尺寸超差,局部搭接有间隙。导致上述装配误差的原因可以分别从夹具和制件两个方向寻找。夹具作为总成装配的依据,应优先考虑。导致总成出现Y向偏差的制件隶属于后底板纵梁总成上,因而将分析的重点转移到后底板纵梁总成的装焊精度上。图6为此总成的夹具定位基准设置简图,图7为后底板纵梁总成的夹具定位基准设置简图。
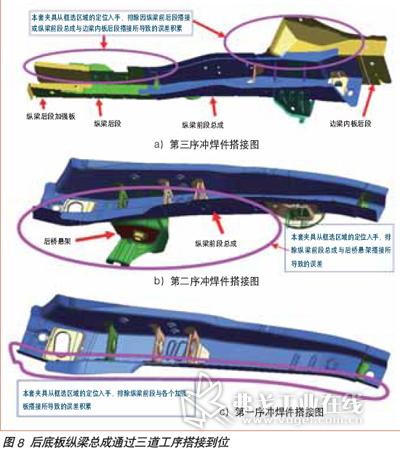
如何保证后底板纵梁总成的精度成为问题的关键,首先从夹具上加以控制。后底板纵梁总成通过三道工序搭接到位,通过反向求解的思路,对相关三道工序的搭接状况进行分析,找出造成Y向误差的夹具定位,详见图8所示。
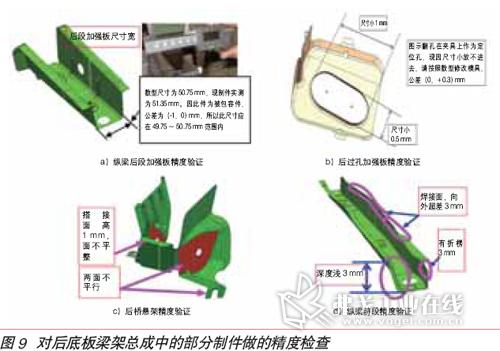
经过对夹具的进一步修正,制件搭接状况将明显改善。焊接夹具合格的评测标准为:通常,产品样件装配在夹具上,在自由状态下与夹具的贴合率大于80%,压紧状态下与夹具的贴合率大于85%,产品边缘部位的尺寸符合率大于95%。总成搭接问题的产生通常是夹具和制件共同作用的结果,因而在完成夹具的验证工作后,需要继续从制件上寻找突破口。对制件精度的验证,既可以通过制造厂家提供的制件检测表进行核对,也可以利用手工测量工具结合理论数模进行问题筛查。图9所示是对后底板梁架总成中的部分制件做的精度检查,通过控制问题源(制件精度)逐级减少累积误差,将使图5中出现的问题达到最小化,总成搭接的精度才能得到有效的提升。
结语
样车试制是一个不断修改的过程。特别在品质提升阶段,产品、夹具均合格的前提下,为了保证样车搭接的质量和精度,仍然需要做出很多修正,包括对制件公差的修正,对夹具夹紧位置的适当调整,以及焊接工艺的微调等。造型设计人员仍然要跟踪工作,对样车的造型设计进行全面的检查,并根据设计要求进行修改。在试制现场,模具、检具及夹具的技术人员同样参与跟踪工作,准确地记录现场问题,综合分析问题源并及时向制造部门反馈,并跟踪整改进程。白车身品质通过生产现场的技术人员与技术骨干及高级技师们认真地沟通、讨论和商榷,反复斟酌修正问题点而获得进一步的提升。可以说,实现白车身品质提升是车身开发部门及模具制造厂家、检具及夹具制造厂家的沟通协调和有力配合的结果。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论