优化中涂工艺 实现节能减排
汽车涂装是汽车制造业耗能、耗水大户,也是“三废”主要发生源,新的涂装工艺正朝着降低成本,减少环保危害的方向发展。但在老厂、旧工艺中,如何节能减排并保障质量,是工艺技术人员面临的一个课题。
在新厂的规划中,汽车涂装工艺及设备的进步主要体现在环保材料的应用、机械化输送技术和先进的喷涂技术等方面。举例来说,德国的Restart工厂采用了水性中涂、水性底色漆及水系粉末罩光的3C1B工艺,省去了中涂烘干室,缩短了工艺流程,减少了能量的消耗及有害VOC及CO2气体的排量。但在平面布置及生产工艺已定的老厂,如何优化生产,是许多汽车涂装厂面临的问题。
“自由舰”涂装中涂工艺现状
吉利“自由舰”工厂10年前就已经建成投产,中涂工艺使用的是两家厂商提供的有机溶剂性漆。这些以油溶性树脂为主的中涂漆属热固性,所得的涂膜硬度较高,耐溶性好,适宜与各种色漆配套使用。但工艺要求烘烤温度达130~165℃,烘烤时间为15~23 min;能量消耗大,有害气体VOC及CO2气体排放也较大。如何节能减排并保障涂装质量,这是工艺技术人员面临的一个问题。
中涂工艺、设备、施工及检验标准
“自由舰”涂装的涂装工艺路线见表,从表可以看出,中涂工序主要有喷中涂、中涂烘干及中涂打磨3部分。能源消耗及废气的产生主要在于中涂烘干环节。
中涂烘干炉由3段相同的通过式烘干室组成,采用普通地链输送。利用3套70万大卡燃油(后改成天然气)加热装置加热空气,通过循环风机产生对流烘干工件表面漆。中涂烘干室温度范围为140~160℃,烘干室产生的废气直接进入热风炉燃烧,出风口设有调节风阀可进行调节。加热装置设有进风调节阀及进风过滤阀,可补充过滤后的新鲜空气。中涂室设有3套加热循环系统,每套都配有数字。温控仪及2套PT100温度传感器,烘干室热风循环风机,使得起动后方可接通燃烧器主电源。当烘干室温度达到设定值下限,燃烧器起动;当烘干室温度达到设定值上限,燃烧器关闭。
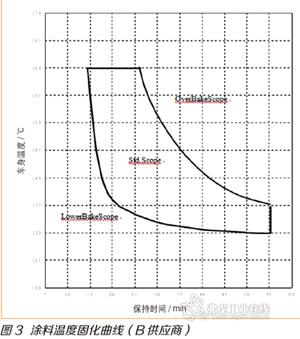
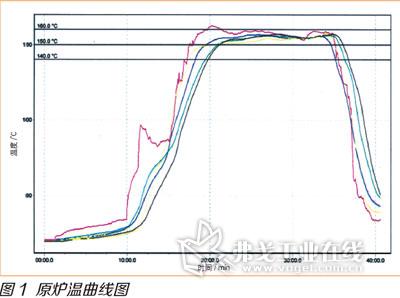
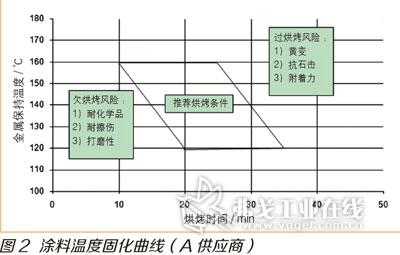
初次升温时间为60min,原炉温曲线如图1所示。从图1可以看出,炉温在140℃时的保温时间在18min以上。对比两家厂商提供的有机溶剂性漆的温度固化曲线(见图2、图3),厂商提供的涂料温度固化曲线在140℃时的保温时间在15min左右就可以了,所以,是有优化潜力的。
从中涂工艺的中涂打磨工序考虑,要保证可操作性,表面不能未干透。最后,整车的漆膜硬度、附着力必须达到检验标准。
中涂烘烤工艺的改进
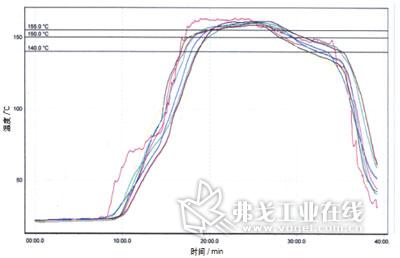
3部分通过式烘干室中涂烘干炉由升温段、保温段及降温段组成。由于3段烘干室是贯通的,加热空气是循环对流的,因此温度基本保持在一段范围内。所以,可保留升温段、保温段;对降温段,可在每天上班前1h加热,当温度到达预定温度后停止加热。让升温段、保温段的热气流向降温段流动,从而达到节能减排的目的。图4给出了优化后的炉温曲线图。
从图4可以看出,炉温在140℃时的保温时间在14~15min左右,基本达到厂商提供的有机溶剂性漆的温度固化曲线的要求。

中涂烘烤后表面基本固化,打磨工序施工性良好,操作工未有不良反映。最后,经数次检验,整车的漆膜硬度、附着力均达到检验标准。
中涂段降温段燃烧器的天然气的消耗量是40m3/h ,有机溶剂性漆中涂每车消耗2kg左右,按目前每天两班制计算,节能减排的效果非常明显。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖