降低曲轴止推面加工成本的工艺实践
曲轴止推面的加工质量直接影响到发动机整机的性能,传统的加工方法需采用价格昂贵的进口设备。本文对如何降低曲轴止推面加工成本进行了探讨,并在实践中取了很好的成效。
为了防止发动机工作时曲轴因受热膨胀而伸长,或受斜齿轮及离合器等的轴向力作用而产生轴向位移,曲轴多个轴颈中的一个轴颈的轴肩部分用于轴向位置的基准,防止其轴向位移,即为止推面。曲轴安装在机体中由止推面与止推片接触配合,实现轴向定位。在发动机工作时,曲轴的止推面与止推片的旋转接触产生较大的摩擦力,并产生能耗及热负荷,对曲轴的止推面无论是尺寸精度还是表面粗糙度都有很高要求,因此止推面的加工质量直接影响发动机整机的性能,是曲轴加工过程中的重要内容之一。
曲轴止推面的传统加工方法需采用进口设备来保证其加工精度,但进口设备结构复杂且造价昂贵。为降低曲轴止推面加工的投资和使用成本,我公司对曲轴止推面加工成本的工艺进行了有益的探讨,并在实践中取得了很好的成效。
曲轴止推面的技术要求及工艺分析
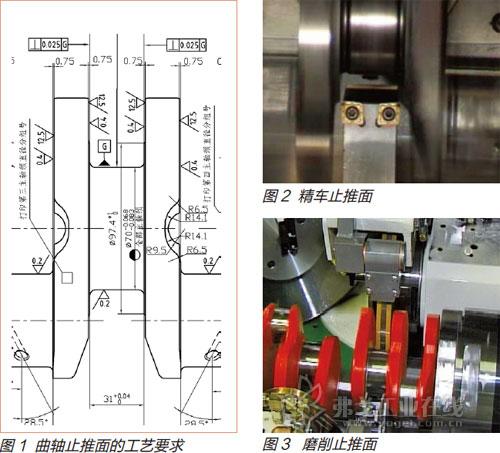
曲轴止推面的特点是接触面积大,各项加工精度要求高。图1所示的曲轴止推面的主要技术要求:宽度公差0.04~0.05mm,表面粗糙度Ra0.4mm,平面度0.02mm,垂直度0.025mm。
曲轴止推面的传统加工方法有两种,一种是采用“粗车+精车+滚压+抛光”的方法,一种是采用“粗车+精车+磨削+抛光”的方法。
1.工艺一:粗车→精车→滚压→抛光
该工艺主要采用精车滚压机床进行止推面宽度的半精加工(见图2),自动测量后滚压。滚压后的止推面表面质量优于磨削加工的表面质量,特别是其组织的致密性得到了改善,大大提高了止推面的耐磨性。

2. 工艺二:粗车→磨削→抛光
磨削止推面(见图3)有几种方式,如一次切入式磨削、二次切入式磨削和二次侧面靠磨。在该工艺中,磨削止推面时的烧伤是普遍存在的缺陷,破坏了止推面表层的金相组织,使表层金属强度和硬度降低,严重影响了止推面的耐磨性和曲轴使用寿命,是较难避免的加工难题。
降本工艺的探索与实践
上述两种加工方式所需设备均为进口,结构复杂且造价昂贵。为降低曲轴止推面加工的投资和使用成本,我们试用了下列两种止推面加工方式,依然采用“粗车→精车→抛光”工艺。
1.方案一:将普通车床改装为止推面专用车床,完成止推面精车(见图4)
将刀架及测量头安装在刀架拖板上,每次开机需用样件校准测量头位置。加工曲轴止推面时先用测量头找正止推面中心,然后手动进给刀架加工。该方法投资少,但工人劳动强度大、质量保障率低。

2. 方案二:对数控车床进行改装,完成止推面精车
其加工流程如图5所示。在数控车床刀架中的刀位上安装一电子测量头,加工时测量止推面轴向位置(见图6),由数控系统处理测量数据。加工时,刀具自动对中止推面中心位置,向两侧进行对称精车(见图7)。
在该方案中,精车切削用量分别为:单侧余量0.4mm,n=500n/min,f= 0.1mm/n。经数控车床精车的止推面表面粗糙度Ra0.8~1.0mm,抛光后达到Ra0.4mm,宽度公差0.04~0.05mm,平面度0.05mm,垂直度0.01mm,完全满足图样要求。
结语
如今,方案二(对数控车床进行改装,完成止推面精车)在我公司已投入使用6年了,实践证明,改装的数控车床可以完全替代价格昂贵的精车滚压机床。采用改装的数控车床精车止推面,工艺成本低,质量稳定,是一种降低曲轴止推面加工成本的好方法。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖