柔性化焊装技术
作为一种灵活、高效的生产模式,柔性化焊装线技术满足了车型更新换代节奏快的需求。本文对江淮汽车某新建工厂的焊装生产线上应用的柔性化焊装技术进行了剖析,并对柔性化焊装线技术的优势进行了总结。
随着市场竞争愈加激烈,汽车更新换代的速度加快。为了顺应这一发展趋势,国内各汽车厂都在追寻一种能满足大批量、多品种及“适应变种变量”的生产方式。在实际生产中,与涂装、总装线体相比,焊装线体的刚性最强,产品通过性也最差。因此,如何通过焊装线体的柔性化实现多车型的共线生产,一直为广大汽车厂所关注。
江淮汽车某新建工厂拥有一条高节拍、高柔性、高自动化及高品质的轿车焊装生产线,设计年产量为24万台/年,生产节拍高达60UPH,能同时满足4平台6种车型的生产。目前,该条焊装生产线已投产3种车型。本文对该焊装生产线上应用的柔性化焊装技术进行了剖析,并对柔性化焊装线技术的优势进行了总结。
柔性化焊装技术的应用
该焊装生产线主线采用高速辊床配柔性台车技术,可满足不同平台车型间定位孔最大距离±100mm的变化,而侧围线及发舱线不同车型的夹具均独立设计,对主定位无附加要求,是一种可以满足不同车型不同产品的柔性线。
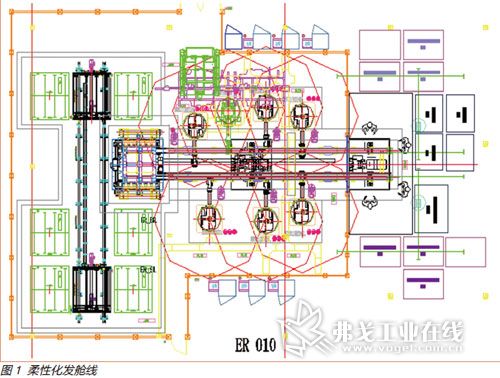
1. 柔性化发舱线技术
如图1所示,发舱线共有3个工位,1号位为人工上件夹紧工位,2号位为机器人点定工位,3号位为机器人补焊工位。每种车型的发舱总成夹具都采用专用化设计,发舱线区域整体设置6个存储位,采用辊床和滑台配合的输送方式,可满足6车型切换。发舱线工位间输送采用高速滑台将发舱总成夹具输送至各工位。
不同车型的专用夹具设置于台车上,而台车又安装于辊床上,辊床配有移行电动机,夹具台车在切换时滑入高速滑台,进行车型切换。专用夹具台车通过现场生产管理系统输出车型信息给PLC,设备PLC根据接收到的车型信息通过控制程序调用相应车型的专用夹具,夹具上钣金件的投料由人工或助力机械手自动完成,但焊接作业全部由机器人完成。点定后的总成由1台机器人抓起,其余5台机器人对其进行补焊,完成后由机器人送入下道工序。
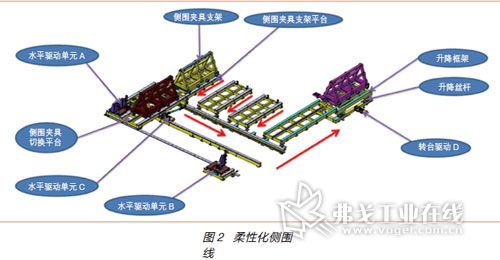
2. 柔性化侧围线技术
如图2所示,侧围线每个工位均采用A/B双面设计,配合高速转台使用,实现上件与焊接同时进行。各车型的侧围夹具独立设计制造,该线体可生产6种车型的侧围。
总成线左右侧围各有3套满足6种车型的侧围夹具切换系统,每套侧围夹具切换系统对应1个侧围工位。
侧围配置有6个储存工位,即左右各3个存储平台,中间设置滑台通道,通过水平驱动单元联合高速滑台,实现侧围的6车型柔性切换。
车型切换时,水平驱动单元A将置于存储平台上的侧围夹具牵引至中间滑台通道的侧围夹具切换平台,侧围夹具切换平台将夹具输送至工作位位置。此时,水平驱动单元B将夹具由侧围夹具切换平台输送至操作工位的夹具支架平台,待夹具输送到位后,通过滚轴丝杠机构使操作位的夹具支架平台下降,使夹具与工位下方的高速转台链接,实现夹具旋转操作,并完成切换。
3.柔性化主线技术
主线分为地板线及车身线,均配置高速辊床及柔性台车,可实现4平台6车型柔性共线,如图3所示。
高速辊床系统是在辊床滑撬简易输送系统上进行升级换代的产物,其输送速度更快,承载能力更强。高速辊床系统主要由高速辊床和随行夹具两部分组成。高速辊床根据用途不同分为升降高速辊床和固定高速辊床,升降固定辊床用于定位精度要求高的上件点定工位,固定高速辊床主要用于精度要求相对较低的补焊或过渡工位。高速辊床的选用与其结构密切相关。作为运载车身的载体,随行夹具(即台车)主要由基座、支撑结构、车型切换风车结构、车型定位夹紧机构、注气系统、编码尺及防撞缓冲块等组成。
因其承载不同车身的台车具有独立切换的结构特点,高速辊床系统可以实现4种平台下的多车型输送,能同时满足高节拍和柔性化生产需求,将成为今后焊装主线输送的发展方向。
4. 柔性化总拼技术
总拼技术是主线柔性化的重点,本条焊装线车身采用机器人预拼方式,总拼工位采用Geotack技术、10个焊接机器人进行点定焊接;顶盖总成为人工焊接,机器人抓件;主线同时还有2个预留工位,以便后期利用。
整个总拼系统由机器人、定位工装、辊床、车身自动升降装置及可梭动的下部工装五部分组成(见图4)。其中,机器人分别承担抓取定位工装和焊钳进行车身定位和焊接的功能。定位过程中,左、右侧工装和后部工装之间相互连接,形成一个整体框架。机器人通过抓取不同的定位工装进行合装来实现对不同车型的总拼,从而实现多种车型在同一工位的柔性化生产。整个总拼工位由3个工位组成,生产线长20m,宽15m,其中主工位长8m,宽15m。
高速辊床系统将地板总成输送到位,台车随辊床下降到位,带工装机器人抓取侧围等总成运动到位后工装互锁,同时机器人脱开工装,其余的机器人进行焊接。焊接结束后工装机器人与工装连接并激活模块,使得互锁工装松开,取走工装回到初始位等待。此系统共采用4套定位工装进行车身组装,分别为左部、右部、后部以及下部。其中,左部、右部和后部工装为机器人抓取工装,可梭动下部工装通过前后工位的移动,从而实现两种不同底部工装的转换。该总拼方式可适应6种车型的生产需求。

柔性化焊装线技术的优势
柔性化焊装线是指在同一条生产线上可以同时满足多个车型的生产,其通用设备和公用动力设施一次性投入永久性使用。每次开发新车型,生产线只需增加部分专用设备,改造事先预置的通用设施,并重新调试各种公用化程序,避免了公用设施的重复投资,并可以极大地缩短产品调试周期。
相较于传统专一化的焊装生产线,柔性化焊装线拥有许多新技术及成本优势,其优势具体体现在以下几个方面:
1. 车身精度
运用柔性化焊装线技术,对于白车身精度的提升及生产稳定性的控制均十分有利,焊接机器人的大量应用使得焊接误差及重复精度的控制效果显著提升。从江淮新工厂目前采集的数据来看,白车身精度合格率一直保持在85%以上,可以达到甚至超越采用专用夹具的焊装线生产车型。
2. 生产节拍
经检测,该柔性化焊装线各工位的生产节拍均达到了前期工艺规划的节拍,焊装线生产产能得到了有效保证。通过提高机器人焊接运行速度、增大伺服焊钳使用数量等方式,未来,后期线体的产能将打突破期规划的60UPH。
3. 改造周期
通常,新建一条焊装线的施工周期约为6个月,如果在一条柔性化焊装线上增加一款车型与原生产线共线生产,其改造周期一般为4个月左右。由此可见,柔性化焊装线技术不仅降低了生产线改造的工作量,同时大大缩短了改造周期。
4. 投资成本
由于柔性化焊装线可共用的公用设施较多,在原生产线上增加某一车型时,只需较少的投资对线体进行改造,增加相应的专用单元。例如,在柔性化焊装线上增加单款车型时,需费用约800万元,而新建一条焊装线的总投资费用约为3000万元。
结语
产品平台化即几种车型共用车身下车体总成,或者是不共用车身下车体焊接总成,但是车身工序定位孔和车身转运吊挂孔必须共用,是焊装生产线柔性化的基础。所以,在生产线规划过程中我们就要考虑产品的平台化,考虑线体的柔性化。而总拼技术是焊装生产线柔性化实现的关键所在,是焊装柔性线体最重要的组成部分。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖