某三缸缸盖精加工试制工艺方案设计
背景及意义
乘用车第四阶段油耗标准即将实施,整个汽车行业都面临巨大挑战。发动机小型化、增压、直喷以及混动是整车达到第四阶段燃油限值的重要技术,因此,开发三缸某排量的发动机,应用缸内直喷、阿特金森循环、涂层摩擦、起停、热管理和SL级机油等节油技术,同时支持P2、P3等混合动力系统,可以支持公司乘用车第四乃至第五阶段油耗限值的达成。
某三缸缸盖精加工试制工艺方案设计
我公司四缸发动机已经实现量产,在此基础上开发三缸机型,并重点讨论其中缸盖精加工内容的试制工艺方案设计。此次的生产方式为样件试制;刀具、量具、辅具尽可能标准化、通用化。
在刀具方面,我公司技术人员对比以往采用的各种类型精加工刀具方案,研究选用优选方案;夹具方面,此次试制决定采用工序集中的加工方式,将精加工内容集中到一道工序内完成,确保产品精度、降低投资;在生产车间及设备方面,经验证决定采用CWK500D/HEC500加工中心、柔性高压清洗机及三坐标检测设备。
关键特征识别
此次试制的缸盖毛坯材质为AlSi7Mg,抗拉强度≥280 N/mm2,屈服强度≥220 N/mm2,硬度为(95±10)HRB,毛坯质量8.24 kg。
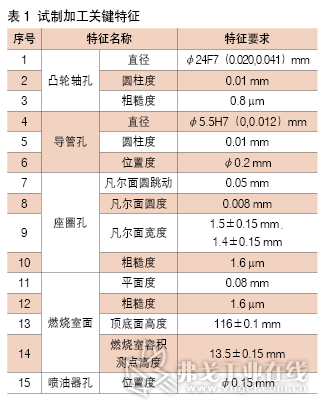
发动机的直接可测量的性能参数有转矩、功率、油耗、可靠性及排放量等。对于性能参数有直观影响的有压缩比、摩擦功、密封性及配气正时等中间参数。直接决定中间参数的产品要求有燃烧室容积、燃烧室平面度、凸轮轴孔直径、凸轮轴孔同轴度、座圈孔密封面宽度及座圈孔圆跳动等。
综上所述,此次试制加工关键特征识别如表1所示。
精加工内容加工工艺方案设计
1.导管座圈孔
导管座圈孔特点是直径差异大、孔长并且材料硬度大。其直径差异通常为4~5倍,导管孔长径比大于8,导管座圈材质为粉末冶金3220W,硬度达到了90HRB以上。因此,在导管座圈孔复合粗加工及导管座圈孔复合精镗铰上,采用复合镗铰刀。
为保证导管座圈孔与挺柱孔同轴度,将试制夹具背部挺柱孔加工区域掏空,导管座圈挺柱孔在一道工序内加工完成。识别导管座圈手动压装为关键工序,要求有5年以上的工作经验员工完成,以避免座圈有压不实及压裂等难以目测观察的缺陷。
2.导管、座圈底孔
在导管座圈底孔复合粗镗及导管座圈底孔复合精加工上,采用复合镗铰刀。为保证底孔加工精度,安排试制工艺本工序与导管座圈挺柱孔工序共用一副夹具的方案。
3.挺柱孔、喷油器孔及凸轮轴孔
挺柱孔采用粗镗+精铰的加工方式,采用多刃PCD铰刀,并针对刀具设计断屑方案,便于铝屑断屑及排出;喷油器孔采用复合钻孔+复合成形铰刀铰孔,采用多刃PCD铰刀进行加工。因铝合金缸盖受导管座圈压装容易变形,因此安排喷油器孔加工与导管座圈在同一个加工工序内加工,以保证喷油器孔的位置精度和深度;凸轮轴孔采用球头粗铣+半精、精复合引导镗+半精、精复合精镗的加工工艺,采用带导条支撑的PCD镗铰刀进行加工。凸轮轴孔精加工安排在最后一道工序,与精铣火力面为同一个工序。
4.火力面
火力面采用粗铣+精铣的加工方式,精铣采用带修光刃的大直径金刚石刀片铣刀进行加工。为保证燃烧室容积,工艺方案设计为先在粗加工工序用雷尼绍测头测量燃烧室内容积毛坯测点高度,再粗加工火力面(留出0.5 mm精加工余量),以保证燃烧室容积均匀及火力面加工余量均匀;在最后一道加工工序中,再次使用雷尼绍测头测量燃烧室内容积毛坯测点高度,以保证几个燃烧室容积的精度。
产品试验结论
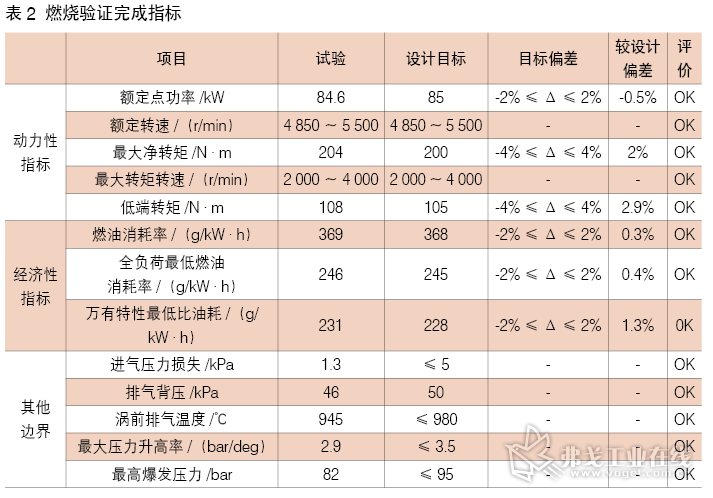
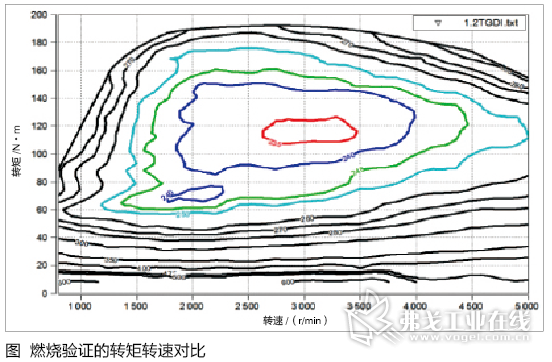
缸盖试制完成装机后,项目最终完成产品燃烧开发验证,产品动力性、经济性达成设计指标。具体指标完成如表2所示。燃烧验证的转矩转速对比如图所示。
结语
导管座圈孔加工刀具需要有导引刀,接口为凸缘可调刀柄,铰刀部分接口要求较高,通常为HFS接口,同时长铰刀需要有导条。导管座圈底孔加工刀具加工前不需要导引刀,接口为凸缘可调刀柄,铰刀部分接口有两种,一种为焊接固定式,一种为分体式,视质量和成本具体侧重情况选择使用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖