柔性化汽车底盘合装夹具的技术应用
随着市场对汽车多样化不断更新换代的需求,主机厂在确保产品质量的条件下,不断缩短产品开发周期,以更快地将新产品投放市场。而汽车底盘合装是在汽车总装车间将已经装配好的汽车底盘与车身完成拼合的过程,是汽车装配工艺中非常重要的技术环节之一。底盘合装夹具的构造形式和技术不断提高和改进,以满足多样化汽车底盘的合装,不断提升底盘合装效率、优化投资成本。
研究背景与意义
汽车总装动力总成分装线是将发动机变速器总成、副车架总成、前滑柱总成及附件装配为动力总成,动力总成夹具为动力总成的分装过程提供了定位和支撑的载体。
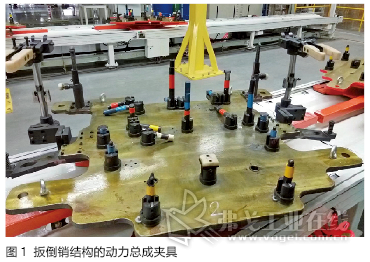
传统动力总成夹具设计方式一般采用两种方式:第一种方式即采用扳倒销对副车架和发动机等进行支撑和定位,但这种方式精确度比较低,支撑销晃动量比较大,同时可扩展性也不是太高,难以满足多平台、多动力总成配置柔性需求,扳倒销结构的底盘夹具一般能满足2~3种动力总成配置,如图1所示;第二种方式即采用固定销对副车架等进行支撑和定位,虽然固定销支撑和定位方式的精确度比较高,但可扩展性相比扳倒销支撑和定位方式更低,一般只能满足单一动力总成的装配能力,无法满足多动力总成柔性化共线生产,如图2所示。

为了提升生产线利用率,满足更多品种、不同动力总成配置的共线柔性化装配需求,各个厂家不得不在改善装配技术、控制成本及提高效率等方面寻找一种最优的解决方案。本文重点提供了一种低成本、高效率的动力总成分装及合装夹具设计结构,同时提出动力总成夹具的设计要求和操作步骤,以及关联设备的选型要求,为底盘件的分装过程及整体合装过程提供了新的
解决思路。
动力总成分装及合装的工艺流程
1.分装内容
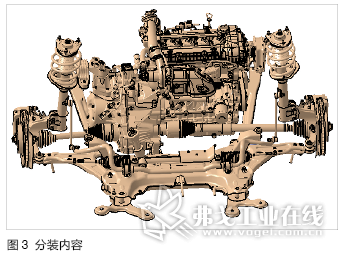
包括前副车架总成、发动机和变速器总成、前滑柱总成、左右悬置及支架、后悬置及支架、关联的管路及线束等(图3)。
2.分装装配工艺过程
按各零部件的层级和结构,总体分以下几步:
①将副车架总成吊装至动力总成夹具上,并用对应定位销支撑和定位。
②将发动机及变速器合装后的发动机变速器总成吊装至动力总成夹具上,并用对应的定位销支撑和定位。
③装配后悬置系统、左右悬置系统、管路和线束,安装左右传动轴。
④吊装左右前滑柱总成,同前副车架总成及传动轴进行连接。
⑤动力总成的其他附件安装,发动机油及变速器油加注等过程,完成整体分装过程。
3.底盘合装的工艺过程
合装过程总体分以下几步:
①吊转动力总成夹具(连同分装完成的动力总成)至合装AGV上。
②将后轴总成及排气管总成等吊装至合装AGV上,完成底盘合装前的准备(图4)。
③AGV运行至大线车身下方,拧紧底盘同车身底板紧固相关螺栓,完成底盘合装过程。

插片式动力总成夹具的设计及应用
1.底盘夹具及AGV组合关系总体介绍
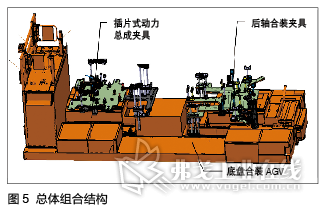
本文着重论述的是分体式插片动力总成夹具和后轴合装夹具分别定位在底盘合装AGV上,通过AGV的举升机构,分别把动力总成和后轴总成同车身底板进行定位并进行合装。总体组合结构如图5所示。
2.插片式动力总成夹具结构及操作方法
(1)插片式动力总成夹具
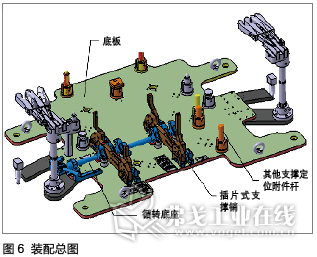
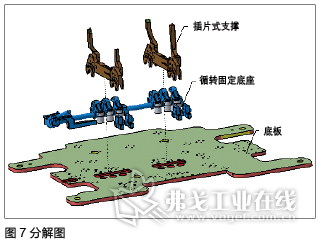
总体分为底板、循转固定底座、插片式支撑销及其他支撑定位附件组成。插片支撑销卡接在旋转固定底座上,旋转固定底座螺接在底板上,其他为辅助支撑点。插片式支撑销是为了适应不同发动机支撑位置而开发的新型支撑定位结构。结构如图6和图7所示。
(2)插片支撑销的结构
根据不同车型发动机支撑位置和需求的不同,选择对应车型的插片式支撑销,安装在旋转底座的对应槽口卡上,并通过旋转底座的卡勾卡接固定在底座上。旋转底座的卡勾固定在旋转轴上,通过操作手柄实现打开和卡接插片式支撑销,如图8所示。
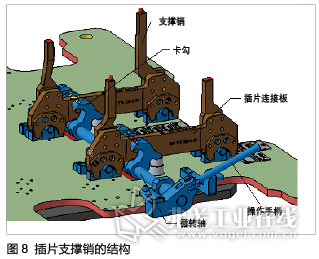
支撑销一般采用45钢材质,硬度不低于HRC35,插片连接板采用高硬度铝合金材质以降低插片支撑销总成的重量。
(3)插片式动力总成夹具的操作方法
将操作手柄压下打开卡勾角度,上升提升并取出插片支撑销,放到动力总成分装线边的存储货架上。详细的操作方法为:
①从分装线的存储货架上取出对应车型的插片支撑销,按卡勾上对应标记的位置放置到位,并将卡勾卡接好插片支撑销。
②将副车架放置到动力总成分装夹具上,并按对应支撑销进行定位支撑。
③将发动机变速器总成吊装至插片支撑销上方,并对准支撑销的定位销位置,缓慢对准支撑销并下落放到位,完成发动机变速器总成的准确定位和支撑。
④按工艺装配顺序,进行左右传动轴、悬置系统等装配,完成动力总成的装配。
(4)插片式动力总成夹具的优点(对比传统扳倒销式)
①插片式动力总成夹具很好地解决了不同动力总成混线生产的需求,极大地提升了生产线的柔性化、可扩展性;根据需要,后轴分装/合装夹具等也可按插片式夹具进行设计和应用,以提升柔性化。
②传统的扳倒销式夹具的定位精度一般为±1 mm,插片式动力总成夹具的定位精度一般可以达到±0.4 mm。
③插片式动力总成夹具的通用化程度较高,夹具的本体(夹具的底板+循转固定底座)可做成通用化,对应各车型的插片式支撑销可按不同动力总成位置需求做成差异支撑销。
④切换产线的效率较高,对汽车产线来说,经常会遇到将这款车型移至另一个产线生产,可直接将对应车型的插片支撑销同步移至目标产线即可共线生产,完全节省了改造成本并提升产线切换的效率。
⑤降低夹具改造成本和改造周期,相对传统扳倒销式夹具,可省去对夹具本体进行改造的工作量,仅需要加工插片式支撑销即可,故节省了现场施工成本并减少了改造周期。
结语
本文提供了插片式动力总成分装及合装夹具的设计方式,为汽车底盘分装及合装技术提供一种设计思路,比较适用于低成本投入、相对扳倒销的定位精度更高的底盘夹具设计和应用。随着工业化水平的不断提升,我们将不断丰富和优化柔性化底盘夹具的结构形式,同时研究自动化底盘夹具的设计形式和应用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖