优化工艺提高主减从动齿轮加工效率
主减从动齿轮一般是汽车前驱变速器齿轮中尺寸比较大、齿数比较多的零件,因而加工比较耗时、加工效率较低。要进一步提高生产能力,往往需要对薄弱工序增加设备投入或增加相应人员(增加生产班次)来提高整线生产能力。我公司前驱变速器齿轮线的主减从动齿轮在完成一期生产线建设后,根据市场需要进行二期扩建提高生产能力时遇到了同样的问题。为此,我们一方面积极进行生产线内部的能力挖潜;另一方面,对生产能力实在薄弱的工序增加设备和人员,通过综合采取措施,使主减从动齿轮线生产能力达到了二期扩建目标。下面介绍一下我们通过工艺优化提高主减从动齿轮加工效率的一个案例,供同业者借鉴、参考。
我公司主减从动齿轮的60序为钻孔倒角工序,使用设备为钻削中心,加工内容为:在齿轮腹板上钻8个圆周均布的孔(螺栓联接孔),同时加工出每个孔两端的倒角,如图1中双倍粗实线部位所示。该工序夹具上设置有两个工位(见图1),Ⅰ工位加工内容为钻8个孔及其一端倒角,另外,为给Ⅱ工位加工另一端孔边倒角时角向定位,将一孔钻后再铰削加工一下;Ⅱ工位时工件反侧装夹,即将Ⅰ工位加工后的工件的下端面一侧朝上安装,用铰过的孔角向定位,该工位加工内容为8个孔的上端孔边倒角。该工序加工过程为:首先用通用钻头钻削出Ⅰ工位工件上的8个孔,然后主轴退回换刀,将钻头换成铰刀,再进到待铰孔处铰削定位孔,铰孔结束后,主轴退回将铰刀换成倒角刀,再进到Ⅰ工位和Ⅱ工位区域,分别加工两工位工件的孔边倒角(16处倒角)。
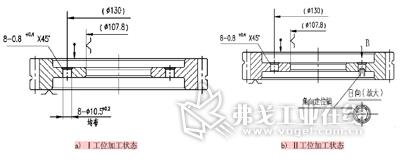
图1 主减从动齿轮加工状态
上述主减从动齿轮的60序整个工序的加工节拍为130s,按二期生产线扩建目标100s的节拍差30s,按正常规划该工序还需增加一台钻削中心才能满足二期目标要求。这不仅需要增加设备几十万元的资金投入,还需增加占地面积、人员、水电消耗等。此外,由于增加设备该工序变成两台设备平行工序,给物流管理也带来一定麻烦。为解决此问题,尽可能不增加资金投入,降低成本,避免增加设备带来的问题,我们通过对原加工过程深入细致分析,并结合现场实际加工状况,发现可以对原工艺过程进行优化,达到提高加工效率、缩短加工节拍的目的。具体工艺优化的实施内容主要包括:
1. 将原来的通用钻头改换为专用钻头(台阶钻),使得Ⅰ工位钻孔的同时将一侧的孔边倒角直接加工出来,与原工艺比可以省去8处单独倒角的加工时间,约16s。
2. 考虑到Ⅰ工位的一处铰孔仅为Ⅱ工位时工件角向定位用,以避免Ⅱ工位加工时倒角中心偏离孔中心过多。而事实上将铰过的孔用作控制孔边倒角均匀性的定位基准没有必要,孔边倒角的作用是去除孔边毛刺、尖边,便于螺栓穿过,对倒角均匀性没有过高要求。所以可以适当降低角向定位精度,考虑设备精度和倒角均匀性的实际技术要求。我们将铰孔步骤取消,用钻后孔作Ⅱ工位工件的角向定位,这样就取消了一把铰刀,与原工艺相比可以省掉铰刀换刀时间约5s(C-C),铰孔加工时间约5s。
3. 由于取消了8处单独的倒角加工和铰孔加工,所以可以节省约4s左右的刀具移位时间。
按上述工艺优化的思路和方法,我们对现场加工工艺进行了改进和优化实验,实验进行得比较顺利,各项改进均达到了预期效果,现场加工如图2所示。现场实施后,总计节省了约30s左右的加工时间,加工节拍实际缩短为100s,达到了二期规划生产目标。这样,二期扩产计划需增加的一台钻削中心可以不用再进行投入,节省了设备投资约60万元。同时,因不用再额外增加该设备,也节省了因此需占用的生产面积,有效缓解了二期扩展现场生产面积紧张的问题。另外,因该工序不用再增加设备也节省了需相应增加的人员和设备水电消耗,有利于降低生产成本。此外,还避免了因增加设备带来的生产现场平行工序造成的物流管理不便的问题。可见,通过工艺优化实现了一举多得,既提高了加工效率,解决了现场二期扩建的生产能力瓶颈问题,又减少了资金投入,降低了生产成本。

图2 主减从动齿轮现场加工状态
以上工艺优化的实践证明,工艺优化是提高加工效率行之有效的手段之一,是解决产品生产能力瓶颈、降低成本的有效途径。各企业应根据自身实际情况,大力推进工艺优化工作,以最小的投入实现效益最大化。
哈尔滨东安汽车动力股份有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多