发动机装配线上的信息采集技术
传统发动机装配线大多采用手工方式记录装配过程重要参数,不仅效率低,而且容易产生错误,不便于管理。道依茨一汽(大连)柴油机有限公司在发动机装配线上采用了完善的信息采集技术,减少了产品不合格率和生产线停台等,使产品质量具备了可追溯性,可及时获得质量改进和反馈信息,发动机装配质量大幅提升。
传统发动机装配线大多采用手工方式记录装配过程重要参数。目前,多数国内发动机制造厂使用一种纸质跟踪卡片,每一台发动机上装配线前根据不同型号选择不同的纸质跟踪卡片,或用一种通用的纸质跟踪卡片以菜单形式由操作者记录不同型号发动机的控制要点,跟踪卡片固定在发动机上或装配托盘上。这种方法往往由于工艺流程长并且每个记录由不同的操作人员负责,导致发动机装配记录准确率低,并不易保管和统计。随着汽车召回法规的实施,汽车厂和发动机厂实施装配信息采集技术更加迫切。据我们了解,国内的设备制造商和软件公司完成整个装配线的信息采集系统经验不多。本文结合道依茨(一汽)大连柴油机有限公司规划设计的装配线,重点介绍生产线数据采集系统在装配线的现场实际应用。
装配信息采集技术规划
在装配线规划前,我们考察德国一家工厂装配线信息系统,这个工厂产品主要销售欧美市场,为满足美国及欧盟召回法规规定,装配线上采用了完善的计算机数据采集系统和信息管理软件,建立每台发动机终生质量信息档案。点击该发动机的终生质量信息档案可以清楚地看到:发动机的零件清单、零件的供应商、每次质量改进零件状态、发动机维修图、工序操作者代码、装配线工位测量记录以及售后维修记录等,全部信息都集中在该公司的ERP系统上。我们在该公司看到有两条流水线,一个是发动机装配流水线;另一个是通过ERP将销售、产品、标准、生产、工艺、质量和服务联系起来的管理流水线。
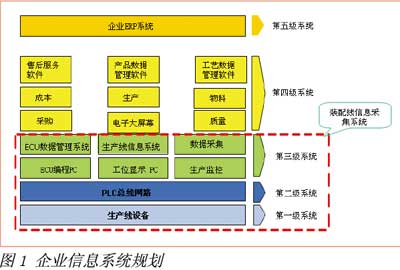
在国外工厂方案的启发下,我们在装配线规划时提出了使用装配信息采集技术来保证装配质量。规划方案包括PLC总线网路、数据采集系统、生产线信息系统和ECU数据管理系统(见图1)。
1.PLC总线网络应用
PLC总线网络是装配信息采集系统的基础,全部的基础数据来源于该系统。我们的PLC总线网络采用现场总线区域控制方式,通过现场分布I/O统一控制装配线的运行及完成各工位间的通信。为实现自动数据采集,装配线每个托盘带有一个数据码块,在需要有自动记录数据的工位装有无线读写头,托盘的数据码块和无线读写头只要在一定区域即可以实现无线通信,数据码块信息定义在发动机上线时,定义的内容来源我公司ERP系统开发的标题文件,托盘码块定义数据格式如表1所示。

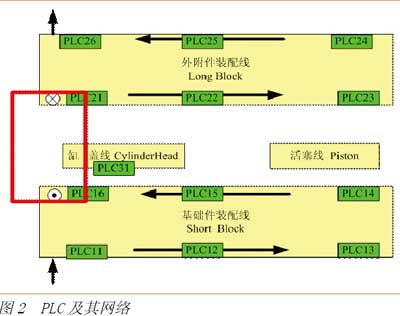
在自动工位通过读取托盘码块发动机类型代码(表1中第1项),设备自动调用针对该型号发动机操作子程序完成发动机自动装配。对于需要上传质量数据工位也是通过数据码块将发动机流水号(表1中第4项)与对应的质量数据进行关联并上传。专用的测量工位我们一般使用光栅尺传感器或扭矩传感器,先将测量数据传给上位计算机,上位计算机通过专用软件处理后以标准通信协议发给PLC。发动机装配生产线电气系统由13台Siemens PLC300组成,这13台PLC组成PLC控制网络(见图2)。
PLC采集发动机参数值储存在DB模块上,通过DB模块传给数据采集系统服务器,两个系统通过ISO3964通信协议进行信息交换。
2.数据采集系统应用
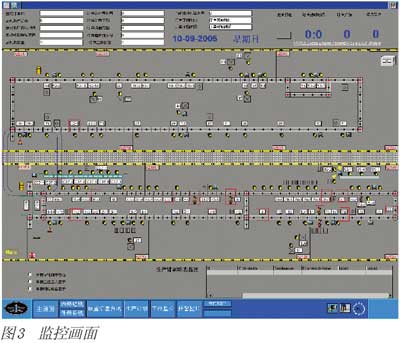
数据采集系统是实现对装配生产线13个PLC进行监控的计算机服务器。系统用以太网方式与13个PLC连接,完成装配线上的信息采集、工位监控等功能。编程软件是在西门子公司WINCC基础上二次开发的,整线监控画面(见图3)是对整个生产流水线的图例,可以了解所有工位的当前状况。
该系统可以随时以发动机流水号或生产日期等不同方式检索发动机的质量记录,也可以对系统采集的任意一组质量数据进行统计和分析。每天质量记录定时用数据库文件形式上传给我公司的售后服务器,对于有权限的用户可以使用远程网络进行数据查询。
3.生产线信息系统应用
发动机生产线信息系统是生产线信息处理和控制的软件系统,系统不但具有对数据采集系统的数据进行处理的功能,还实现了生产订单的管理,发布电子工艺卡功能。系统主要实现了基于B/S结构的信息发布和管理功能,所有数据处理、任务控制等都在生产线信息系统服务器上实现。在生产线的两侧,有20个可以发布生产线信息的终端PC机,每个终端PC通过获取生产线信息服务器上的信息,显示本地工位上的电子工艺卡和安装部件信息。
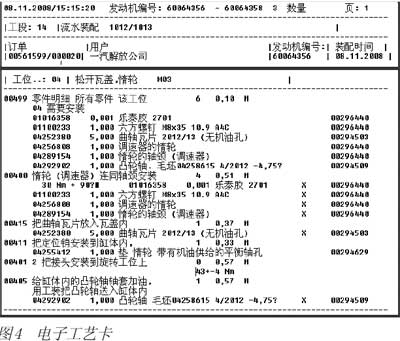
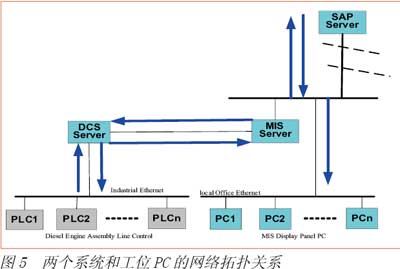
系统通过企业ERP网络接收生产订单、对应机型电子装配工艺卡,信息的发布过程是由生产线PLC传递的机型为索引进行对应发布,图4所示为一个工位的电子工艺卡。操作者从电子工艺卡上可以了解到发动机的订单号,装配的零件数量、名称和技术要求等信息。数据采集系统服务器、发动机生产线信息系统服务器及每个工位PC之间在装配过程中都需要按设计的步骤进行信息交换。图5所示为两个系统和工位PC的网络拓扑关系。为保证控制数据传输的稳定性,数据采集系统服务器与发动机生产线信息系统服务器之间通过网络对接线反线连接,从而使发动机生产线信息系统服务器与数据采集系统服务器及PLC系统的数据具备交互功能。

4.ECU数据管理系统应用
ECU数据管理系统是服务于电控发动机生产的重要系统,硬件是ECU数据管理服务器及ECU编程电脑。ECU(Electric Control Unit)是发动机中央控制的核心部件,需要装配过程中采集部分装配数据来补偿ECU的相关参数。我们的ECU有3个型号满足不同需求的发动机,每个系统都有不同的补偿方法,补偿数据写入ECU可以使发动机达到性能的最佳状态。发动机上装配线时进行ECU类型定义并写入托盘数据码块中。表2是ECU类型定义表和数据补偿信息的分类。
数据补偿信息来源于生产线上的数据采集系统和PLC交互的数据,同时在系统中保存对应机型的生产文件列表和生产文件,生产文件是一种写入发动机ECU专用程序,一旦发动机进入监控工位,系统自动从数据库中取出已经采集完成的补偿参数据,并结合发动机流水号、ECU生产文件名生成ECU所需格式文件。不同系统的ECU格式文件后缀不同,系统根据文件后缀差异将格式文件分配不同文件夹内。我们生产线设有5台ECU编程电脑,不同型号ECU使用不同的编程电脑。ECU服务器和ECU编程电脑采用微软平台映射技术,操作工人可以在ECU编程电脑获得服务器上映射生产文件和格式文件,并用ECU写入软件将补偿信息和生产文件写入ECU电控单元内。数据写入成功后,与该数据对应的补偿文件自动上传到企业的售后服务器。
结语
由于道依茨一汽(大连)柴油机有限公司在发动机装配线上采用完善的信息采集技术,通过与生产设备、控制系统集成,下达指令、获取数据,充分发挥了先进设备的功能。并通过与其他信息系统集成,进行信息交互,消除孤岛,形成了系统集成的平台,减少了产品不合格率和生产线停台等,使产品质量具备了可追溯性,及时获得质量改进和反馈信息,发动机装配质量大幅提升。
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多