曲轴加工中的车拉工艺
曲轴的旋转是发动机的动力源,因此曲轴的质量是影响发动机性能的关键指标之一。车拉工艺经过二三十年的发展完善,在曲轴的加工过程中,已经获得了日益广泛的应用。
车拉工艺是将传统的车削和拉削两种机械加工工艺结合在一起而形成的新的组合加工工艺。在车拉加工时,除了工件做旋转运动以外,刀具也运动,以实现拉削作用。该机床可以达到:使紧固在卡盘之间的曲轴像被车床车削旋转一样;用长长的直拉刀或旋转的圆盘拉刀拉削曲轴的轴颈、根部圆角和台肩等。车拉工艺是替代车削和铣削加工曲轴的最新加工方法。
车拉的基本概念
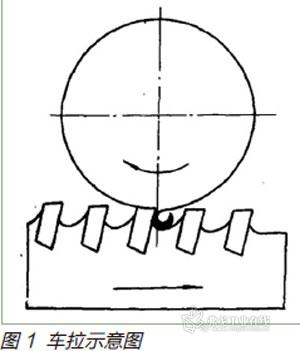
如今车拉机床的拉刀包括:粗加工、半精加工和精加工轴颈拉刀,以及切削根部圆角和轴肩的、硬质合金刀头可更换的拉刀。根据刀具的运动形式,车拉加工可以分为直线式车拉和旋转式车拉。无论是单个或多个直线型或旋转型拉刀,都对于曲轴轴心线作垂直进给,一次可加工一个或多个轴颈。由于拉刀正切于工件轴的圆周,与磨削甚为相似。在工件轴旋转1.5~4.0转(转数由进给量确定)后,拉刀切至预定的深度。车拉示意图和车拉机床的三维模型如图1、图2所示。
旋转拉削是一种新的比直线进给拉削更为先进的加工方法。它的切削过程充分体现了逐渐进给的特点。每个刀头开始切削时,切削深度为零,随着刀具旋转逐渐持续恒定地加深,直至切入旋转工件轴颈的全深为止。与传统的车削曲轴相比,旋转拉削的优越性是显而易见的。与铣削曲轴相比,旋转拉削同样优势巨大,因为铣削时每个刀刃接触工件多次(刀刃交替变热变冷),而车拉曲轴时,每个刀刃只和工件接触一次。
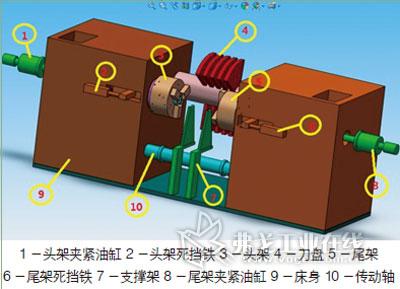
图2 车拉机床的三维模型
车拉的加工特点
随着汽车发动机曲轴的加工技术不断进步,车拉工艺与曲轴多刀车削、曲轴铣削相比,无论在生产质量、加工效率和灵活性方面,还是在设备投资及生产成本方面都很有竞争力,其特点如下:
1.生产效率高
车拉加工的切削速度高,切削速度的计算公式为:
Vc=πdn/1000(m/min)
式中
d——工件直径,直径单位为mm;
n——工件转速,单位为r/min。
加工钢曲轴时切削速度约为150~300m/min,加工铸铁曲轴时为50~350m/min,
进给速度快(粗加工时为3000mm/min,精加工时约为1000mm/min),所以加工节拍短,生产效率高。
2.加工精度高
圆盘车拉刀体上所镶装的刀齿片分为粗切刀齿、精切刀齿、根部圆角刀齿和台肩刀齿。每个刀片在与工件高速的相对运动中仅参加短暂的切削,切下的金属厚道很薄(约为0.2~0.4mm,可以根据毛坯件的加工余量计算)。因而刀刃承受的冲击力很小,刀齿切削热负荷小,既延长了刀刃的寿命,又减少了工件切削后的残余应力。从而保证了工件精切后的表面精度和质量。
3.工艺投资少
由于车拉加工可以一次装夹把曲轴颈、轴肩及沉割槽同时加工出来,而不必增加额外的车床。而且车拉加工精度高,一般可以取消粗磨轴颈的工序,可以省去为提高生产效率和生产质量而增加的投资和有关生产费用。此外,刀具寿命长,费用低。所以采用车拉加工工艺,投资少,经济效益好。
4.加工柔性好
只需要对夹具、刀具略作调整,修改加工参数或者更换程序或重新编写程序,就可以很快适应曲轴品种的变换和不同批量的生产,充分发挥计算机控制技术的特长。
车拉工艺的应用与质量控制
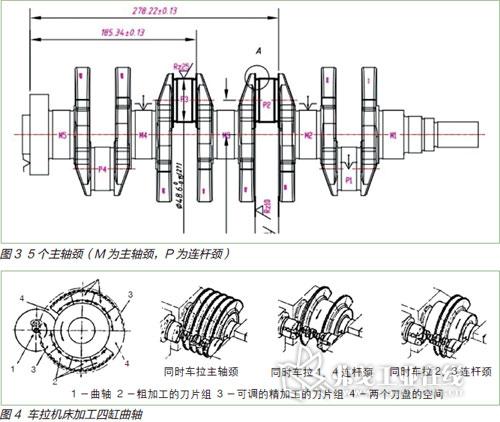
奇瑞发动机公司采用经过改造的曲轴车拉机床加工481/484曲轴的主轴颈和连杆颈。分别用两台机床加工5个主轴颈,P1和P4连杆颈,P2和P3连杆颈(见图3)。每台机床可以一次装夹把曲轴颈、轴肩及沉割槽等同时加工出来。而且每台机床采用双扇形刀盘,便于刀片的散热,延长刀具寿命,刀具寿命可达800件/个,车床的生产节拍是30件/h。
1.加工过程
主轴颈加工时工件放到支撑块上后,头架和尾架的套筒伸出,以工件两端的中心孔轴向定位,以工件凸缘端面径向定位,尾架卡盘根据工件长度可以通过液压浮动,工件定位好后,卡盘夹紧工件,卡盘主轴通过液压装置锁紧。然后主轴高速旋转,刀盘进给切削。加工连杆颈时分别以M1和M5主轴颈,M2和M4主轴颈为基准,用偏心夹具加工P1和P4连杆颈,P2和P3连杆颈(见图4)。

图5 车拉床数控操作面板
对此,机床可以通过调整轴向定位,更换刀盘和修改加工主参数等来完成477曲轴的车拉加工,自动柔性化程度非常高。
2.过程中的质量控制
每个班次对卡盘的顶尖跳动进行检测保证在0.010mm之内,用芯棒夹紧后两端跳动保证小于0.015mm。而且可以通过数控操作面板(见图5)监控到机床主轴转速为2000r/min,刀轴粗切速度设定70r/min和刀轴精加工速度设定130r/min。
加工完成后能保证的精度为:轴颈直径±0.05mm,主轴颈动到小于0.10mm,粗糙度可达Ra1.6mm,曲拐对称度小于0.01mm。工件加工完成后,在检测平台上对工件各项跳动、对称度和曲拐半径等进行100%检查,如发现振痕或跳动偏大等,对定位,夹紧和刀盘进行逐一检查排除故障,保证工件100%的合格。
结语
车拉工艺是现代曲轴轴面磨削加工前的重要加工方法,具有加工精度高、效率高和刀具费用少等优点。单纯的车拉机床结构简单、可靠,适合单一品种大批量生产且毛坯质量稳定的情况。车拉机床具有多个数控轴,结构较复杂,对工件及毛坯适应性较强,可用于多品种较大批量的轮番生产。尤其是旋转式车拉床,采用圆盘形拉刀连续回转,使机床运动简化,省掉了退刀动作,提高了刚性和效率,而且精度高,这一技术在业内得到了广泛应用。
奇瑞汽车股份有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多