发动机制造领域的刀具应用
先进刀具技术可以提高生产效率,提升产品的质量水平,有效地控制单台制造成本。随着现代汽车发动机产品升级换代的加快,先进刀具技术的推广应用更充分满足了其柔性制造的需求。
随着行业竞争的日趋激烈,作为汽车的动力之源,发动机成为各车型在市场角逐中的核心竞争力。发动机重要零部件的制造涉及新材料、刀具和多轴数控机床的应用、精确检测等前沿技术。其中,先进刀具技术的应用对于提高生产效率、降低生产成本和提升产品品质有着重要影响。
如何正确合理地选用和使用刀具/辅具已成为汽车制造企业热切关注的问题。本文结合海马轿车有限公司郑州发动机工厂(简称“海马郑州”)3C件(缸体、缸盖和曲轴)制造中的刀具技术应用实例,从标准刀具、非标刀具和辅具的选择、使用来阐述刀具技术在发动机制造中发挥的重要作用。
标准刀具的选择和使用
在海马郑州,发动机3C件中应用的标准刀具主要是加工缸体和缸盖上各种结合面(包括顶面、底面、前面、后面、左面、右面、瓦盖结合面、止推面和油封面等)的面铣刀类刀具和加工各种孔系(包括螺纹孔、销孔、油孔和水孔等)的孔加工类刀具。
对于缸体和缸盖大平面的粗、精加工和缸体、缸盖重要结合面的精加工,我们尽量选用大直径(如φ100mm、φ125mm、φ200mm和φ220mm)的标准盘铣刀。对于缸盖底面、顶面和一些小平面的粗加工以及曲轴两端面的粗、精加工,则选用φ80mm、φ63mm、φ32mm或者更小直径标准的盘铣刀。大功率粗加工盘铣刀选用大进给、疏齿结构,以提高生产效率;小功率精加工盘铣刀选用小进给、密齿结构带修光刃,以提高表面粗糙度。尽量选用可转位的符合ISO标准(或是企业标准)的刀片,材质可以选用硬质合金、立方氮化硼、陶瓷或PCD。在满足要求的前提下,刀片尽量选择相同的型号规格,以方便管理和储备库存。例如,海马郑州缸体线铣刀片的选择就充分考虑了标准刀片通用性的原则,缸体F3000、F4000和F1000面的粗铣和精铣刀片以及F2000面的粗铣刀片选用的是型号相同的标准陶瓷刀片。另外,在选择铣刀盘时,我们还尽量选择刀具调整和测量不需要特殊工具和仪器装置的标准铣刀盘。
发动机缸体、缸盖和曲轴上的孔系主要包括三大类,即:螺纹孔系、销孔和出砂孔、水孔和油孔。其中,螺纹孔的加工工艺是先钻螺纹底孔再攻螺纹;销孔和出砂孔的工艺是先钻削底孔再铰或镗;水孔和油孔大多是深孔,对于深孔加工一般要先预钻引导孔再钻深孔,如果是斜水孔或油孔通常还要先铣一平面再预钻和深孔钻。对于粗加工的钻头、小直径的扩刀和立铣刀,如果加工铸铁或钢件,应尽量选用带内冷和涂层并且可重磨的整体硬质合金刀具;如果加工铝合金,则尽量选用带内冷、可重磨的整体式或焊接式硬质合金刀具。对于精加工铰刀或镗刀,如果加工铸铁或钢件,应尽量选用带内冷和涂层并且可重新修磨的整体式硬质合金铰刀;如果加工铝合金,则尽量选择带内冷的焊接PCD铰刀或采用可转位的焊接PCD刀片。对于丝锥,如果加工铸铁或钢件,应选用带内冷和涂层的高速钢切削丝锥,在高速钢丝锥不能满足生产节拍要求时,也可选择硬质合金切削丝锥;如果加工铝合金,M8以下的螺纹孔尽量选择挤压丝锥,M8以上的螺纹孔尽量选择切削丝锥。

非标刀具的选择和使用
对于生产多种机型的柔性生产线,为了提高通用性,刀体应尽可能选用分体式或是模块式快换结构,刀片尽可能采用符合ISO标准(或企业标准)的刀片。除个别精加工刀具首次调整需在机床上完成外,尽量选择能够实现线外调整和测量,且无需特殊工具和仪器装置的刀具结构。精加工非标镗刀类刀具结构的选择要从长期使用调整的方便性、稳定性及加工成本等方面考虑,一般初期投入都较高,但加工稳定性好。
下面以海马郑州发动机缸体的缸孔和曲轴孔加工、缸盖的阀座导管孔和凸轮轴孔加工以及曲轴的连杆颈和主轴颈加工为例,来阐述非标精加工刀具的选择和使用原则。
1. 缸孔加工
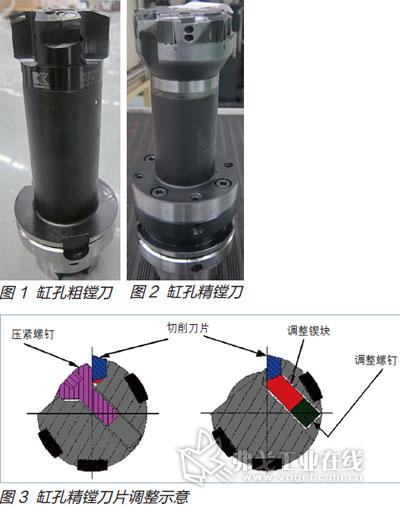
缸孔的加工工艺分四步,即:粗镗—半精镗—精镗—珩磨。缸孔粗镗选用分体式快换刀柄,刀片选择立装标准陶瓷刀片,如图1所示。为提高生产效率,缸孔半精镗和精镗通常复合在1把刀具上,如图2所示,刀具结构通常采用刀体为凸缘连接带导条刀体,刀片采用安装方式为“4+2”的CBN刀片。凸缘连接式可调刀柄保证了刀具相对主轴的最佳跳动控制,“4+2”的CBN刀片布局平衡了刀具加工时的径向力,有效地减小了刀具加工过程中的振动,保证了缸孔圆度、同轴度等形位公差的稳定性。
图3所示的刀具调整结构可确保刀片直径以1mm的级数进行调整,充分保证了缸孔的尺寸精度;通过调整精加工刀片的背锥和上下2种刀片的OH(刀尖和导条在直径方向的尺寸差)来保证缸孔的粗糙度和孔径精度。但该刀具对操作者的调刀水平有较高的要求,因此该刀具在调整使用过程中有以下注意事项:
(1)新刀片调整好上线后,一般加工15~20件后要及时换刀调整刀尖的OH,因为新刀片初期磨损快,刀尖直径迅速变小后如果不及时更换,加工出的缸孔孔径会偏小,严重时甚至会挤裂导条,造成整个刀体损坏。
(2)刀具使用时,要区分A、B线,凸缘跳动在A线调整的刀柄只能在A线使用,在B线调整的刀具只能在B线使用,不能A、B线混用。
(3)定期检查调整刀柄凸缘的跳动。
(4)精镗刀片加工尺寸在工件1/3下公差时需及时换刀重新调整刀片,以防出现卡刀抱死现象。
2.曲轴孔加工
曲轴孔的加工工艺分四步:粗镗(装瓦盖前)—粗镗(装瓦盖后)—半精镗—精镗—铰珩。瓦盖合装前的曲轴孔粗镗刀选用整体式镗刀,刀片选用标准硬质合金刀片。瓦盖合装后的曲轴孔粗镗首先要解决的是刀具振动问题,通常选择的刀具是前端带有防振杆的刀具(见图4),但这种防振杆刀具有时加工出的工件仍会出现振纹,这时应选择不带防振杆、刀具长度较短且刚性较强的刀柄(见图5)。
海马郑州在项目调试初期配置的是如图3所示的带有防振杆的刀柄,加工出的工件会出现振纹,于是我们将装4个刀片的方式改为对角装2个刀片,另外一个对角不装刀片,则加工出的工件没有振纹,但这种安装方式不能满足生产节拍要求。为此,我们把整个刀柄结构改成如图5所示的不带防振杆的整体式结构,刀具长度比原来缩短了36.5mm,刀片采用立装方式,从而增强了刀具的刚性,减小了刀具的振动。
瓦盖合装后的粗加工要注意控制好粗加工刀片的寿命,刀片磨损太严重容易导致后面曲轴孔的精镗刀加工不稳定,引起曲轴孔平行度、位置度等超差。
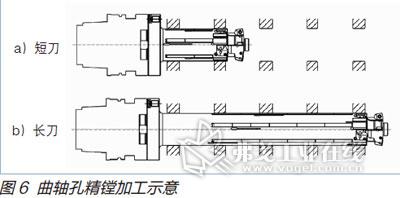
曲轴孔的半精镗和精镗通常复合在一把刀具上完成,一长一短配合使用,短刀加工4、5档,长刀加工1、2和3档,如图6所示。刀柄和刀体通过凸缘连接保证刀具相对主轴的最佳跳动控制,刀体上的导条起到导向和修光的作用,通过调整刀片相对导条的直径(OH)来保证曲轴孔的尺寸精度,调整刀片相对导条的斜度(背锥)保证表面粗糙度。
3.阀座导管孔加工
阀座底孔喉口处的粗加工刀具是焊接式扩刀,阀座导管底孔的精铰采用整体焊接式PCD复合铰刀。座圈的粗镗和导管的粗铰通常复合在一把刀具上,座圈的精镗和导管的精铰也通常复合在一把刀具上。以470进气侧座圈为例,座圈的粗镗包括3个角度:75°、44°和17°/30°。座圈的这3种角度靠座圈刀片本身的修磨角度来保证,刀片正常磨损后可进行重新修磨,降低了刀具成本。
导管粗精镗采用焊接式PCD铰刀,焊接式铰刀可进行重磨,但无法调整工件的孔径,并且带阶梯的长铰刀重磨难度较大。粗铰导管孔时,需注意控制好粗铰留给精铰的余量,如果余量太大,精铰后易出现导管孔内壁有刀纹、跳动超差和孔径超差等不稳定情况。通常,粗铰留给精铰的余量一般为0.05~0.1mm。
4.凸轮轴的加工
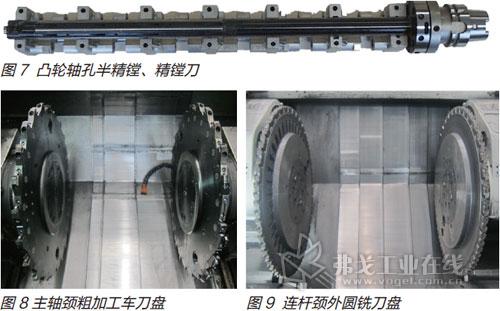
凸轮轴孔的粗加工使用焊接式定尺寸球头铣刀,凸轮轴孔进/排气第1档的半精镗由一把带导条的凸缘连接式的短刀具完成,第2、3、4和5档的半精镗和精镗由一把带导条的凸缘连接的长刀完成(见图 7)。长刀精加工第一道孔至尺寸后作为后续孔的引导,从第2档开始一次半精镗、精镗完成其余4档精加工。
5.曲轴主轴颈和连杆颈的加工
主轴颈的加工选择车—车拉刀或车刀盘(见图8)完成粗加工和半精加工,精加工由外圆磨削完成。连杆颈的粗加工选择外圆铣大刀盘(见图9 ),这样可有效提高生产效率,满足生产节拍要求,但此类刀具初期投入较高。连杆颈的精加工采用外圆磨削。
刀柄等辅具的选择和使用
为实现更换刀具轻型化和高速化,海马郑州的刀具和机床的接口技术全部选用HSK刀柄。缸体粗加工和精加工采用HSK100A刀柄,中间工序选用HSK63A刀柄。刀柄按“一用一备一周转”的原则,每台机床配备3套。对于多机型间共用的刀柄,如果共用刀柄的刀具在同一工序,备足3套。如果共用的2把或n把刀具不在同一工序,备足2n×3套刀柄。这样可降低初期投入成本,减少刀柄库存。
生产线配置的刀柄主要有5大类:热涨刀柄、液压刀柄、弹簧刀柄、强力刀柄和侧固刀柄。热涨刀柄因具有本体直径相对小、同心度好、离心力低及动平衡高等特点,主要用于夹持整体硬质合金钻头、铰刀或硬质合金基体的焊接PCD铰刀。φ6mm以下的小直径刀具尽量不要选用热涨刀柄,因为这类刀柄的加热时间不易控制,热涨精度难以保证。高速钢钻头或钢基体的焊接刀具不要使用热涨刀柄,因为高速钢的热膨胀因数和热涨机的热膨胀因数接近,高速钢材质的刀具加热后很难从刀柄内取出。热涨刀柄初期投入较高,需购置专门的加热设备,但热涨刀柄价格相对较低,跳动好,从长期使用来看,在热涨刀柄和液压刀柄都可以使用的前提下,优先选用热胀刀柄。
液压刀柄的调整装置要求简单、拆卸方便、定位准确且精度较高,对夹持部位的材质没有限制,但液压刀柄价格昂贵,夹紧调整机构容易损坏。液压刀柄主要用于夹持精度要求较高的钢基体的焊接硬质合金或PCD铰刀以及高速加工的焊接硬质合金钻头。
弹簧刀柄主要用于高速加工的低速段,其在使用时要配以相应的弹簧夹套使用,一般用于夹持高速钢或硬质合金丝锥。尽量不要用弹簧刀柄夹持钻头,不能用弹簧刀柄夹持铰刀。强力刀柄主要用来夹持高转速、高进给的大直径焊接硬质合金钻头、扩刀等粗加工类刀具。侧固刀柄主要用于夹持大直径的机夹式镗刀杆或非标刀具等粗加工类刀具。
结语
刀具技术及其应用对现代汽车的生产制造十分重要,其对生产效率和制造成本的重大影响正引起越来越多的企业重视和思考。先进刀具技术的应用旨在提高生产效率、提升加工质量并降低刀具成本。由于刀具技术的应用是一个动态的过程,因此,需要生产一线的技术人员能够及时更新业务知识,为生产过程优化和持续改进打好基础。
海马轿车有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多