热冲压成形车间项目规划
随着汽车工业的不断发展,人们对车辆的安全性和排放提出了越来越高的要求,热冲压成形技术以其超高的制件强度和显著的经济效益得到了越来越广泛的应用。2014~2016年,全球热冲压生产线数量已从240条发展到了380条。
目前,热成形工艺分为直接成形和间接成形,应用较普遍的是直接成形。热成形用板料分为镀层板和非镀层板。镀层板无需提供保护气,可以省去抛丸涂油工序;非镀层板生产时需在加热炉中提供保护气氛,以避免板料在成形过程中形成氧化层。为了保证生产线适用于所有类型板料的生产,热冲压车间要设置热成形生产线、激光切割和抛丸涂油等工序。
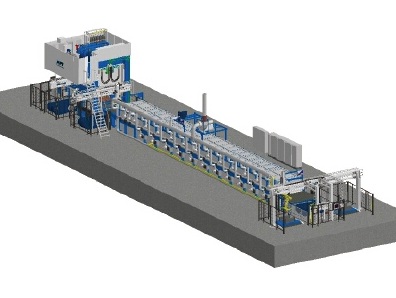
热冲压成形生产线
工艺规划和设备选择
1.热成形压力机的选择
热成形压力机的作用是对加热料片进行快速冲压,并进行保压来完成制件的成形。在模具闭合位置还要能够实现保压功能,以便热板料在模具中很好地冷却定型。目前应用最广泛的为液压机,我们在选择时主要考虑以下方面:
(1)压力机成形力 通过AUTOFORM软件,计算出最大零件的成形力,以此来选择压力机吨位。目前,汽车行业应用最多的是8000~16000kN的压力机。
(2)压力机滑块工作速度 由于采用热冲压工艺,为了保证冲压时的板料温度,要求压力机工作速度越快越好,以便保证板料成形前的温度。目前,滑块的速度大于500mm/s。
(3)工作台和滑块的尺寸 依据规划零件的最大尺寸确定工作台和滑块的尺寸。
(4)驱动形式 压力机配置了多个液压缸,可根据工艺需要选择工作缸的数量,需要快速运动时由单缸运行,需要输出较大压力时,选定多缸工作。
(5)温度监控功能 用于监控冲压前板料的温度,若温度低于760℃,将停止冲压。
(6)保压功能 热成形工艺要求设备在模具闭合后的保压时间要可调,以便使板料完成淬火和成形的过程。
2.加热炉的选择
目前,加热炉的形式主要有两种:辊底式加热炉(包括单层和多层炉)和箱式加热炉。辊底式加热炉在市场上使用比较成熟,适用于大批量生产,市场上应用的加热炉90%以上为辊底式加热炉。箱式加热炉是近几年才出现的产品,由于炉膛体积较小,生产中需要经常开关炉门,炉内不能形成保护气氛,在生产裸板时氧化皮问题难以解决。但箱式加热炉具备灵活性,当一个箱室出现问题时,可以使用其他箱室工作,适用于试制或小批量生产。
选择加热炉时主要应考虑:
(1)加热炉内部的有效宽度和高度 满足最大零件的原材料通过。
(2)加热炉最高温度 一般在970℃以上。
(3)加热方式选择 加热炉分电加热、天燃气加热和混合加热。电加热由加热丝缠绕在陶瓷管上,加热丝产生的热量直接对通过的板料进行加热,加热效率高;天燃气加热因燃烧会产生水分,所以需要在辐射管内加热,然后由辐射管间接对板料进行加热。人们需要根据当地能源成本考虑具体的加热形式。
(4)保护气氛 用于生产裸板时保护板料不被氧化。常用的保护气氛包括:氮气+天然气混合气体、氮气+甲醇混合气体。因甲醇属于有害工业物质,所以,使用氮气(>95%)+天然气(<5%)的比较普遍。
(5)最大加热料片的能力 即每小时加热料片的重量。依据生产节拍及料片的重量核算加热炉需具备的加热能力。
近几年来,人们生产Al-Si镀层板时,在料片加热工序提出了一个露点控制问题。露点控制在-5℃以下,因为在高温(480℃以上)情况下,镀层遇到水分会产生H2,反应方程式如下:
2Al+3H2O=Al2O3+3H2
Si+2H2O=SiO2+2H2
扩散氢沿着晶格边缘向应力集中区域移动,在内部残余应力(如热成形后产生的应力)或外加的应力作用下出现材料脆化甚至开裂(见图1),这一现象在抗拉强度超过1000MPa的大多数钢中均易发生。这种开裂通常具有延后发生性,即在产品生产几天后才出现。所以,部分生产线开始配备露点控制装置,以降低加热炉工序在生产镀层板时形成裂纹的可能。造成氢脆的原因不仅仅是加热炉工序,在钢板的轧制过程中也可能存在此问题,加热炉露点控制只是消除此工序的氢脆风险。

图1 材料脆化甚至开裂
辅助设备的选择注意事项
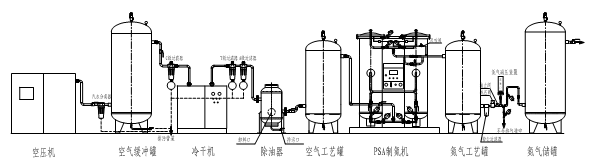
图2 制氮机组布置
根据线体选择流量,对氮气的纯度要求在99.99%以上。制氮机组配备冷干装置,以去除水分。
4.激光切割设备选择
在热成形工序中,因制件冷却后强度达1500MPa,若要在生产线上直接对零件的孔及精确的外边线进行加工,对压机的工作能力及模具的硬度和耐冲击性提出了极高的要求,所以目前热成形零件的后续加工多采用激光切割设备。近几年出现了使用模具进行热切边和冷切边工艺的情况,来减少激光切割的工作量,提高生产效率,但由于冷切边和热切边工艺不能完成热成形件所有结构的加工,激光切割加工仍不可缺少。
激光切割设备有两种形式:机器人和三维五轴悬臂结构形式。两种设备对比如表所示。
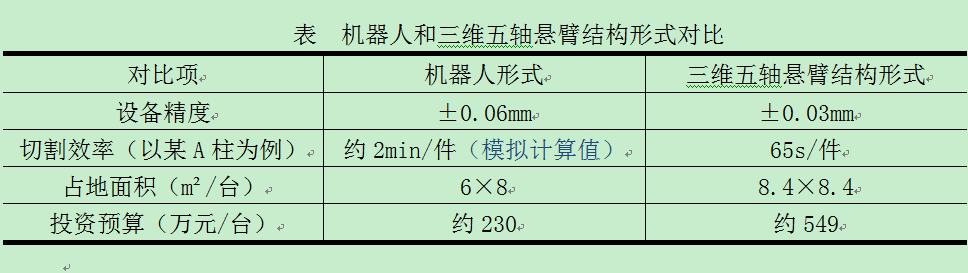
机器人形式单台占地面积小,价格便宜,但切割效率低,适用于小批量生产。考虑设备的综合性能,目前行业内绝大多数采用三维五轴悬臂结构形式。
5.抛丸涂油设备
涂油室进出口尺寸,满足最大制件通过;抛丸机数量:抛丸机功率;风机处理风量;涂油喷枪数量;除尘器的配置。
1μm以下,但由于滤芯本身结构所致,粉尘不能完全被清理干净。抛丸涂油设备产生的粉尘属易燃物品,聚集在一起极易发生火灾,造成除尘器烧毁。我们曾经做过一个燃烧试验,在抛丸涂油生产线过滤器滤筒部位的粉尘只需用明火稍一接触无需停留便能燃烧;在夏季,聚集的粉尘仅仅经过振动就会发生燃烧。在制件抛丸过程中,系统难免产生静电火花,极易将聚集在滤筒处的粉尘引燃,即使在除尘器上采取一些防火措施,火灾情况仍无法完全避免,所以,我们推荐选用湿式除尘器。湿式除尘器过滤精度偏低,但无需更换、维护过滤器滤芯,使用成本低,避免了火灾的发生。湿式除尘器在室外放置时,需要考虑防冻问题,在北方除对除尘器内部水进行加热外,还要为管路及供水阀加伴热带及保温层。
厂房规划
厂房的规划一是考虑物流,二是考虑设备的特性。
热成形生产车间的物流应按照板料成形、激光切割和抛丸涂油的工序顺序来排布。模具可考虑双层放置,中间需预留800mm以上的空间用于人员通过;车间温度为5~40℃,湿度为50%~90%,车间地面的承载能力为10t/m2,模具存放区的承载能力为15t/m2.
车间内需考虑空调系统,这对于人员和设备都至关重要,因为在生产初期,由于生产任务不饱满,设备不能满负荷工作,生产线处于停产阶段的时候,冬季可能出现结冰现象,自动化设备通常要求车间温度为5~40℃,这可能导致自动化设备不能正常工作;而在夏季,气温炎热,加上生产线散热,车间温度会达到约40℃,所以需要对车间进行空调系统设计,及时调节车间温度.
热成形生产设备具有自身的特点:抛丸涂油中产生粉尘,污染车间内部空气,所以空间允许的情况下,应该将抛丸涂油设备单独放置在一个车间。激光切割的激光器最好放置在一个密闭的带空调的房间并远离冲压机床,以保证设备工作不受环境影响。
结语
本文主要从设备选择、厂房规划等方面,对汽车热成形项目的规划注意事项进行了讨论,希望能为从业者带来帮助。在实际规划时,还应根据生产产品的实际特点选择合适的设备,合理规划厂房布局,提高单位面积产能。
AI《汽车制造业》
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多