灰铸铁缸体顶面精加工问题怎么解决?
发动机是汽车最主要的组成部分,其性能的好坏直接影响汽车的行驶性能,故有汽车心脏之称。而缸体又是发动机的基础零件,通过它把发动机的曲轴连杆机构和配气机构以及供油、润滑和冷却等系统联接成一个整体,它的加工质量直接影响发动机的性能。缸体顶面是连接缸盖,使缸孔和缸盖组成密闭燃烧室的重要特征,它的加工质量直接影响着燃烧室的质量状况,进而影响发动机的性能。缸体材料一般都是铝合金和灰铸铁,铝合金重量轻、散热好、抗磁性和机械加工性较高,目前在汽车上的应用越来越多,但因成本较高,不少发动机厂家仍在使用灰铸铁缸体。
本文针对我公司在灰铸铁缸体顶面加工过程中存在的问题进行了系统分析,并结合现场的大量试验验证给出了解决措施,总结出了一些解决此类问题的有效方法。
铣削加工概述
缸体顶面的终尺寸和表面粗糙度一般要经过粗铣、半精铣和精铣等多道工序来达到期望的质量。铣削是使用旋转多刃刀具,对工件进行切削加工的方法。铣削加工时,铣刀的旋转是主运动,铣刀或工件沿坐标方向的直线运动或回转运动是进给运动,适用于平面类和沟槽类工件的加工。近年来,随着机加工设备能力和刀片材料的改善提升,铣削已成为箱体类零件的主要加工方式,高转速、快进给和大余量的切削方式对促进加工效率的提升有着极大的帮助。同时,通过对设备能力、刀具材料、切削参数和余量分配的组合优化,可以获得很高的尺寸精度和表面粗糙度。
1. 缸体顶面加工工艺
为保证缸体顶面最终尺寸符合图样要求,达到较高的尺寸精度和表面粗糙度,大批量生产时一般需要经过粗铣、半精铣和精铣等共三次铣削,工艺过程及作用如图1所示。
粗铣:去除毛坯余量,铣削掉大部分的毛坯表面缺陷,如砂眼、气孔等,切削余量约2.5~3.5 mm。
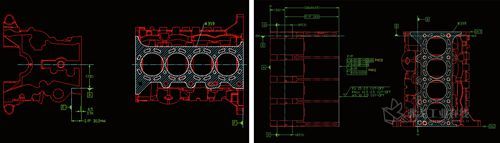
半精铣:终尺寸形成的重要保证,同时获得较为平整的表面,切削余量约0.5 mm。
精铣:修光阶段,获得较为光洁的表面,表面粗糙度Rmax 在10 mm以内。
2.铣削设备及刀具简介
我公司机加工车间采用MAG四轴联动CNC机床,该设备具有高精度、高柔性和高自动化等特点。刀具采用TCM提供的大面铣刀,具有高效率、高精度和寿命较高等特点。粗加工时,采用六点定位,铣刀分3刀铣削顶面,去除毛坯余量,加工精度较低,且受毛坯预加工基准(六点定位面)影响定位精度。半精加工和精加工采用一面两销定位,且集中在同一个工位,在同一把刀具上安装半精铣和精铣的刀片,使其具有较高的加工精度,避免重复定位误差,并提升加工效率。由于缸体顶面较大,为能保证平面度需要一次完成整个面的铣削。因此刀盘直径200 mm的刀盘,由15片半精铣刀片和3片精铣(修光刃)刀片组合而成。半精铣刀片为CBN材料,精铣刀片为陶瓷材料。精铣刀片比半精铣刀片在轴向上高50 mm,即修光余量为50 mm。
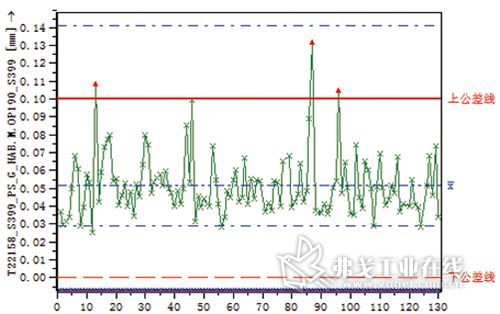
图2 缸体顶面轮廓度连续监测情况
精铣顶面问题分析
1.精铣顶面轮廓度尺寸不合格
面轮廓度是限制实际曲面对理想曲面变动量的一项指标,它是对曲面的形状精度要求。缸体顶面的面轮廓度要求高达0.1 mm(相对G-H_A),要达到符合要求的平面,则对该平面的平面度、平行度以及面到基准的距离三者之和有很高的要求,实际加工中主要存在的形式是因为距离的偏移过大,导致面轮廓度超出工艺要求(见图2)。针对该问题,进行原因分析如下:
(1)测头精度不足 为保证缸体顶面到曲轴孔中心的距离保持在一个稳定的值,精铣顶面时需跟随曲轴孔中心连线的变化而变化,所以精铣顶面前会采用Marposs测头对曲轴孔中心进行100%测量,实时监控曲轴孔加工情况,并补偿到精铣顶面的坐标值中,补偿的准确度直接影响顶面的加工精度。对于测头精度,可通过type1 重复50次测量标准块来确认(见图3、图4),对于重复精度不足的测头进行更换或维修即可。
(2)测头或曲轴孔有杂质 当曲轴孔或者测头粘带有铁屑等杂质时,会导致测量结果错误,致使补偿结果出错。对于铁屑等杂质,可以在设备内部增加喷嘴,对曲轴孔、测头分别吹气或者喷切削液进行冲洗,以确保无杂质。同时,还可以在程序中对测量结果进行判断,根据工艺分析,当补偿量超过0.01 mm时,机床报警不补偿加工,由生产人员清洁工件及测头后重新测量加工。以此监控来区别是设备补偿测量错误问题还是来料变化问题,避免加工超差(见图5)。
(3)加工偏移后人员未及时调整补偿 面铣刀磨损速度较快,当刀具磨损后若不及时调整刀补量,则会形成逐渐攀升的距离差,从而导致轮廓度变差。此外,当整个加工系统运行一段时间后(如定位面等设备磨损),也会出现整体偏移中值的情况,也需要现场人员根据运行情况,对加工坐标系统进行整体补偿。
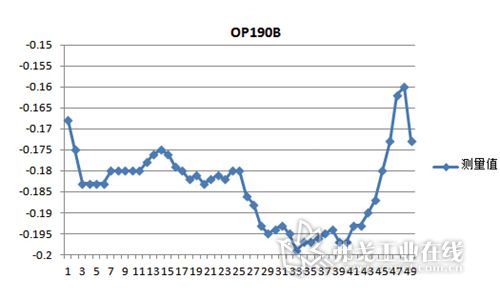
图3 异常测头重复50次变化量0.034
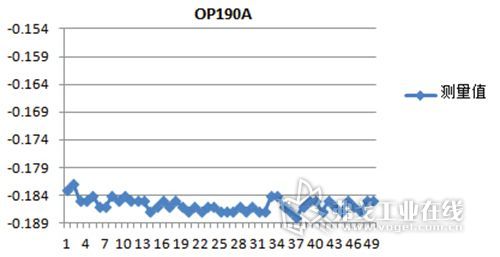
图4 正常测头重复50次变化量0.006
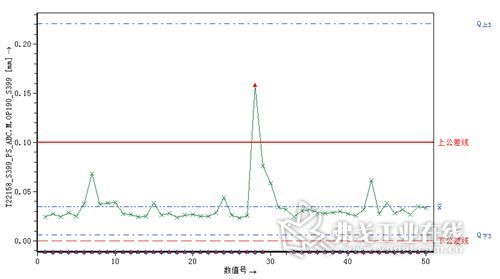
图5 测量前清洁曲轴孔和测头
2. 精铣顶面平面度达不到要求
图6所示为某工位缸体顶面平面度的测量监测数据,从数据监测可以看出,平面度波动特别大,很多点处于接近超差的边缘,个别点已失控超出工艺要求。缸体顶面是一个大面,整个大面上分布有水套孔、缸孔和缸盖螺纹安装孔等,使顶面被分割成多个小区域平面。在精铣过程中,由于各个区域面积不一致,导致切削过程中受力不一致,对刀具调整、刀片质量和刀具防振等提出了更高的要求,分析原因如下:
(1)精铣刃高差控制 精铣刀片刃高差决定了修光去除量,修光太少,不利于修正平面度及保证表面粗糙度;修光量太多,容易造成刀具寿命短,刀片磨损加剧,甚至出现崩刃的情况。根据实际验证,当修光刃高差控制在40~60 mm的时候,加工质量及寿命都比较好。
(2)刀片材料选用不当 刀片材料很大程度上影响了刀具使用寿命,较好的刀具寿命可以保证刀具短期内磨损量小,切削稳定,从而保证平面度的加工稳定性(见图7)。新刀片到磨损后期刀片平面度差异变大,选用寿命长的刀片不仅利于质量控制,还可以减少现场因为换刀而增加的工作量。
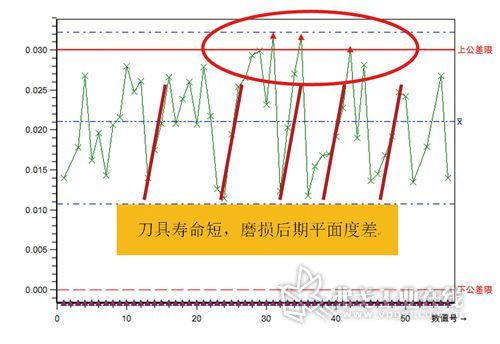
图6 缸体顶面平面度监测数据(刀具寿命短)
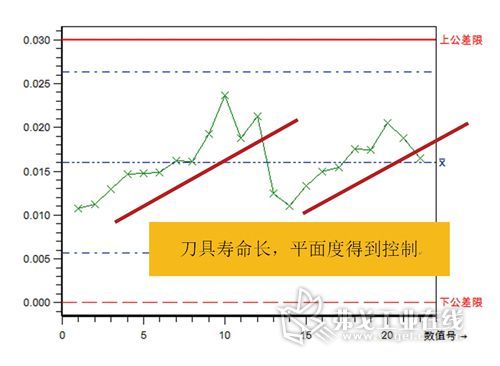
图7 CBN刀片寿命长平面度控制好
(3)刀片几何尺寸设计不合理 刀片的前角后角、刀夹设计以及刀片安装紧固方式等,也会影响刀片加工过程的切削稳定性,铸铁加工切削力大,适当的刀片尺寸设计和安装方式,对加工过程的稳定起着关键作用。
(4)调刀尺寸控制 实际调刀高度与理论高度的差异是否控制在符合要求内,各个刃之间高度差是否在要求范围内,因为,刀刃之间的高度差过大会导致切削受力不稳定,导致刀盘整体振动。一般对于切削力大的半精铣刀片采用固定式硬限位安装刀片,修光刃刀片为高度可调式。
(5)其他原因 设备主轴抓刀力、刀盘整体动平衡、主轴远端跳动以及刀夹与刀体贴合情况等都会影响到顶面切削时的稳定性,出现异常情况时需要对以上相关参数逐一排查确认。
3.精铣顶面粗糙度达不到要求
精铣顶面粗糙度达不到要求的主要表现为顶面粗糙度Rmax不合格,超出工艺要求。相关原因分析如下:
(1)铸铁材料组织异常 铸铁组织中含有大量片状形态石墨,当铸造过程中石墨出现异常粗大或形成石墨包围金属,使金属成孤岛或半岛状存在,则在加工切削受力过程中,会被刀具挤压脱落,造成加工表面存在凹坑。测量粗糙度时若测到这些凹坑,则会导致粗糙度超差。对于这类问题,可从金相组织中明确判定材料是否存在异常,对于异常材料,则推动毛坯供应商改善浇筑工艺及进行过程控制。
(2) 铣削速度过快,表面组织被撕裂出小凹坑 刀具铣削参数过高,超出材料所能承受的切削力,则材料表面会被刀具撕裂形成小凹坑,当测量粗糙度时若碰上小凹坑,则粗糙度超差。判定是否材料被强制撕裂成小凹坑还是石墨粗大导致,可从金相坎组织和电镜看表面形貌来分别判断。撕裂组织表面有撕裂纹,且金相组织查看不到异常石墨形态。对于这类缺陷导致的粗糙度不合格,可以通过降低切削速度来改善切削情况,计算合理的转速和进给,防止刀具撕裂组织表面,形成凹坑。
(3 )其他问题 刀具磨损严重、刀具不平衡量大、工件夹不紧加工时退让和系统刚性差导致加工振动等也会导致表面粗糙度差。
结语
对铣削缸体顶面产生的问题进行分析,我们总结了一些解决此类问题较为有效的方法,如:测头精度测试、测量环境的保证、补偿量的监测以及控制图的使用对提升缸体顶面轮廓度是比较行之有效的办法;采用CBN等寿命较好的刀具材料、控制合适的刃高差以及保证调刀尺寸对改善缸体顶面平面度有比较积极的改善;监控材料组织、降低刀具对材料的切削力及选择合适的铣削工艺,可以有效提升顶面粗糙度。
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多