曲轴连杆颈随动加工的运动分析及应用
随动加工技术是一种先进的数控加工技术,它是根据被加工零件的特点,即工件具有回转特征,但工件回转时切削点的轨迹并非为绕回转中心的圆(非圆曲面)。比如,曲轴连杆颈外圆柱面的加工、凸轮轴的凸轮曲线就采用随动加工技术。不过,随动加工的控制系统拥有自己的专用插补模块以期实现数控随动加工来完成零件表面的成形。应用较广的是曲轴和凸轮轴的外铣削加工及磨削加工。
随动加工切削点的轨迹分析
1.曲轴连杆颈加工的运动分析
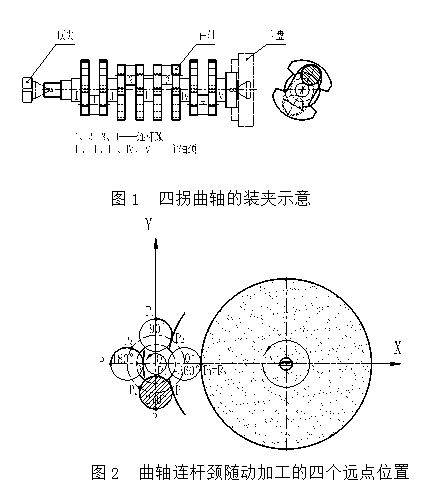
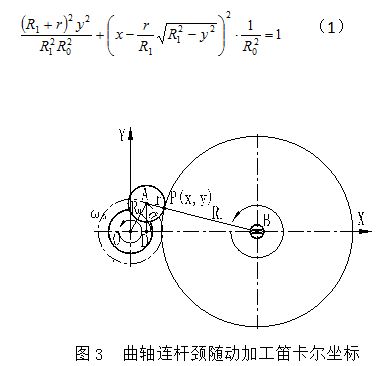
曲轴的装夹如图1所示,采用顶尖及浮动卡盘定位夹紧,并绕曲轴的主轴颈回转。根据图2所示的曲轴回转运动为辅助运动,并由C轴控制;而刀具(外铣刀盘或砂轮)本身的旋转运动为主运动,且速度较高;刀具支架的往复平动运动亦属辅助运动(即随动运动),并由X轴控制。两个辅助运动(C轴和X轴)的联动即可实现插补加工,这就是随动加工的运动形成。接下来进一步分析切削点的运动轨迹。
2. 曲轴连杆颈加工的切削点轨迹曲线
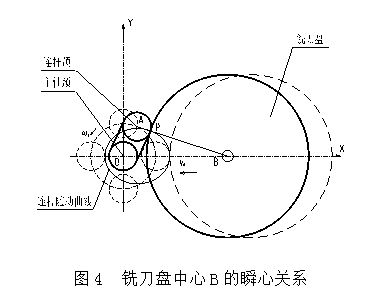
根据图3建立笛卡尔坐标系。以曲轴主轴颈的回转中心作为坐标原点,以刀具的往复运动作为X轴,并以远离工件为正向,与X轴垂直的坐标轴为Y轴。设曲轴以角速度ω0绕主轴颈中心点O回转(C轴控制),连杆颈(曲拐)中心在点A,OA相当于曲柄,刀具的回转中心为点B,其切削点设为点P(X,Y),刀具支架相当于滑块,AB就相当于连杆。设连杆轴分布圆半径OA=R0,连杆轴半径AP=r,铣刀盘半径BP=R1,OA与X轴正向的夹角为α。那么,切削点的轨迹方程为(推导过程从略)
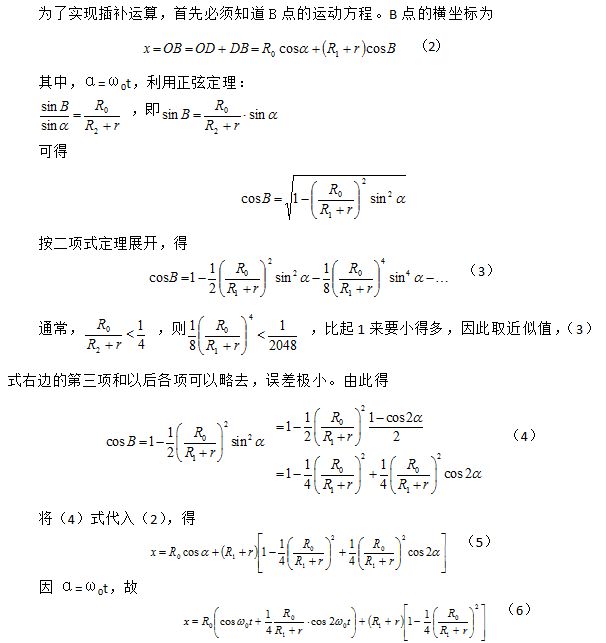
从(1)式可以看出,轨迹曲线是非椭圆曲线,在这里我们称之为连杆随动曲线(见图4)。
由图4可见,虽然连杆随动曲线类似于椭圆,属非圆封闭曲线,但它不是真正的椭圆,比椭圆曲线较复杂(也有长轴和短轴)。
随动加工的插补分析
1. B点的运动方程
2. 在数控机床中的应用
将B点的运动方程(6)式编入机床的数控系统(编入过程从略)。之后,只需要输入曲轴的相关参数(连杆轴分布圆半径OA=R0,连杆轴半径AP=r,铣刀盘半径BP=R1),即可实现对曲轴连杆颈外圆的加工。
首先,设定加工的起始位置,在这里我们设定图2中曲轴0°位置为连杆颈加工的起始位置。之后,设定曲轴每转0.5°(此角度可任意设定,但设定范围最好在0.3°~0.8°之间),铣刀盘进行一次进给,进给量系统会根据(6)式自动运算得出。加工时,当曲轴以角速度ω0进行转动时,X轴即B点就会有相应的位移,对曲轴连杆颈进行随动加工,确保被加工连杆颈的圆柱度。
结语
作为随动加工(摆动跟踪加工)的典型一例,曲轴连杆轴颈已经广泛采用该加工技术。不单是铣削加工,磨削加工更是如此,包括凸轮在内的非圆曲面加工也已广泛应用该技术。它以其高效性,正广泛应用于汽车曲轴和凸轮轴的加工行业。
AI《汽车制造业》
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多