多品种柔性化高效加工在电驱动异形壳体的应用实践
0 引言
随着新能源汽车、精密装备等领域向定制化、集成化、智能化与高端化升级,电机产品迭代周期大幅缩短,小批量异形电驱动壳体市场需求日益凸显。针对该类产品样件试制以及小批量加工的核心需求,雕刻工艺凭借柔性化、高精度以及复杂结构适配性的优势,成为加工的优选方案。本文将从加工材料选型、设备与工序规划、夹具设计以及刀具选用等方面,系统阐述小批量异形电驱动雕刻壳体的加工全流程,梳理加工过程中的典型异常问题并提出针对性解决方案,验证了数控雕刻工艺在该类产品小批量加工中的可行性与优越性。
1 加工材料选型
雕刻材料优先选用6061铝合金,其化学成分主要包括Al(97.3%~98.5%)、Mg(0.8%~1.2%)和Si(0.4%~0.8%),属于Al-Mg-Si系,其力学性能、加工性能和轻量化的综合性能最优,满足电驱动系统的要求。
2 加工设备与工序规划
结合异性电驱动壳体的结构特点与精度要求,雕刻壳体优先采用“3轴CNC粗加工+5轴CNC精加工”,检测环节采用三坐标测量仪+线边检具的双重检测方式。
壳体雕刻时,我们确认铝锭尺寸边界,优先根据产品3D数模,结合加工余量要求,精准确认铝锭原料的尺寸边界,确保原料余量满足粗、精加工需求。程序编制与仿真方面,利用专业数控编程软件编写雕刻加工程序,完成制造程序仿真,模拟实际加工过程,提前排查程序漏洞、加工干涉等问题,优化加工路径。CNC雕刻开粗阶段,将仿真验证后的程序导入机床,通过3轴CNC完成壳体的开粗加工,去除大部分加工余量。中间处理时,在粗加工完成后,对壳体依次进行时效处理与表面喷丸处理,释放加工过程中产生的内应力,避免后续精加工出现壳体变形,同时提升壳体表面硬度与耐磨性。精加工阶段,通过5轴CNC完成壳体的高精度精加工,严格把控异形结构尺寸、形位公差与表面粗糙度,满足产品设计要求。全部工序步骤如图1所示。
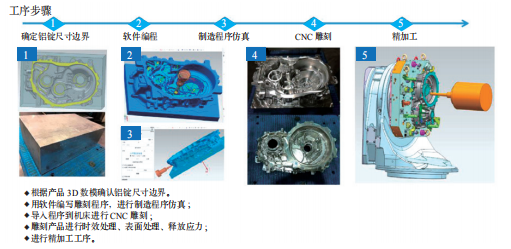
图1 加工工序规划
3 夹具设计与定位方式
夹具的适配性与定位精度直接影响加工稳定性与产品质量,针对小批量、多规格电驱动异形壳体的加工特点,设计通用化组合式夹具,兼顾换产效率与定位精度,核心设计要点包括:夹具选用零点快换螺纹矩阵板和铝合金夹具板,夹具板安装面均布多个夹紧点,夹紧部件选用螺栓手动夹紧,适用于多个产品以及不同位置,定位采用“一面两销”定位方式,定位销孔预留多个位置,并且采用可调节结构,适配多规格壳体的定位需求,如图2a所示。
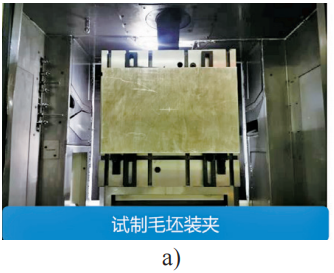
图2 壳体试制、开粗
4 雕刻刀具选用原则
雕刻刀具选用需结合加工工序,壳体结构特征与加工精度要求,粗加工优先选用铣刀盘加工,例如D63山特维克R590型号PCD铣刀盘。工件太薄时,选用小刀,雕刻时D4-D12铣刀优先选用薄壁型热胀刀柄,适配壳体多种深腔加工。钻头和丝锥选用标准ER刀柄。D20以上精加工选用不同可调范围镗刀,如山特维克或者大昭和等品牌的镗刀,保证加工精度及适配性。曲面可选用球刀高速快跑;小尺寸丝锥优先选用高速钢丝锥,柔性适配加工。开粗样件如图2b所示。

5 雕刻加工异常解析
在小批量电驱动异形壳体的雕刻加工过程中,受到程序参数、设备运行、工装夹具和上下料操作等因素影响,易出现各类加工异常问题。我们简单梳理实际生产中的典型异常问题并提出针对性解决方案,同时对潜在问题进行研究并制定应对策略,保障加工过程的连续性与稳定性。
问题点一:面铣刀加工内腔时机床异响,解决方案是将面铣刀程序进行分段调整,先切除外部材料,再切除腔内材料。
问题点二:铣刀加工内腔时过切,机床报警停止,解决方案是设定铣刀内腔粗加工程序时,修改拐角参数为5%(默认为20%)。
问题点三:铝锭上下料不便的问题,解决方案是铝锭增加吊装孔,使用电动叉车通过吊环上下料。另外针对刀具悬伸长度问题、铣刀扎刀、夹具基板安装以及加工精加工尺寸坐标偏差问题,我们都做了研究及对策。
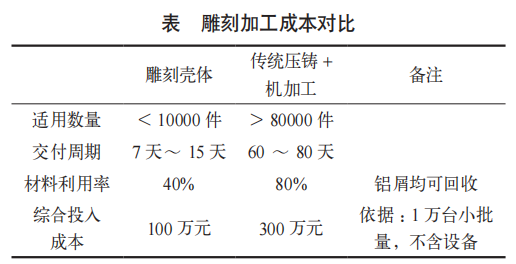
传统模具加工毛坯是异形壳体大批量生产的主流工艺,但在小批量、定制化的前景下,模具开发的周期及固定成本分摊极高,根据以往经验,传统模具加工制造周期60天左右,开发成本100万元左右(根据产品确定),一次性投入模具寿命8万元/套。小批量雕刻时,其单件成本对比传统加工可降低50%以上,投资后1.6年即可回收成本。同时雕刻壳体可一周内出产品,如图3所示。满足市场变化的开发需求。成本对比见表。
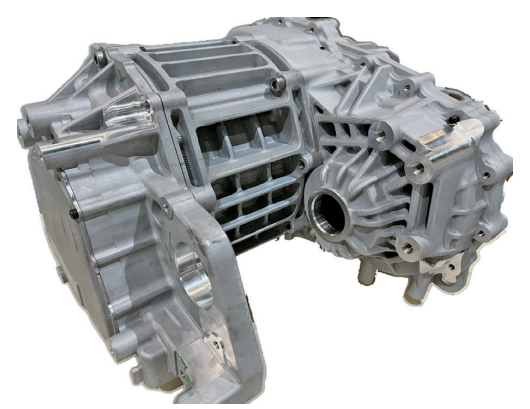
图3 雕刻壳体成品
6 结语
数控雕刻依托高精度数控系统柔性化加工特性,完美适配小批量异形电驱动壳体的加工需求,其柔性化程度高,适配性强,成本低,是小批量电驱动异性壳体加工的最优解。
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:柯友滨 景佳,单位:智新科技股份有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

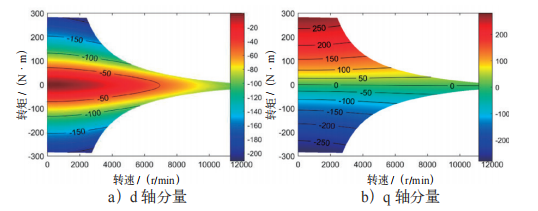
车用 PMSM 驱动系统定子电流规划及复合滑模控制
车用永磁同步电机(PMSM)发展迅速。针对 PMSM 数学模型,本文研究定子电流的稳态优化及其动态控制方法。提出并改良两种定子电流规划算法,分别为经济优化算法(EOA)以及带恒反电动势(CBE) 弱磁控制的最大转矩电流比算法(MTPA)。进一步提出复合滑模控制策略,用以实现两种算法参考定子电流矢量的平滑切换,降低电磁转矩纹波与电流波动,并提升系统的动态性能与稳定性。仿真与台架实验结果验证了所提方法的有效性。
2026-03-10
-

基于性能分布特性的换档控制标定初值设置方法
传统的换档控制标定初值一般采用部分样本车辆的学习值均值计算,难以保证大批量制造车辆的初始换档质量。本文提出换档控制初值标定方法,首先通过实车测试不同标定参数对应的换档质量,得到整车性能指标曲线;其次,积累多车数据,形成不同的硬件参数下的性能指标曲线;然后采用数据驱动算法建 立“硬件特征参数—控制标定参数—整车性能指标”的三维映射曲面;最终基于整车性能分布特性与硬件 散差分布,求解最大化整车性能指标的最佳换档标定初值。在某车型上实际应用该方法,明显提升了车辆的初始换档质量。
2026-03-09
-

新能源汽车驱动电机恒功率区间转矩衰减的应对方案与工程实践
本研究聚焦于新能源汽车驱动电机外特性曲线中的“恒功率区间转矩衰减”问题。通过理论计算与工程实践相结合,提出三种差异化解决方案:HEV产品框架下的多能源耦合补偿、PHEV/EV单速电机的性能冗余与高效区扩展,以及EV车型依托多档变速器的系统级能效重构。研究结果表明,通过多档变速器优化、电机性能提升与智能换档策略协同,可有效弥合恒功率区间转矩衰减带来的动力缺口,实现全工况下动力性与经济性的平衡。
2026-03-06


热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多