基于云端协同与AI驱动的涂装色差全生命周期管理
0 引言
色彩在汽车制造业中不仅是美学诉求的体现,更是品牌身份与高端品质感知的核心载体。据统计,超过70%的消费者将外观颜色一致性视为评判车辆工艺水平的关键指标。然而,由于车身(金属基材)与保险杠、后视镜壳(塑料基材)等零部件在材料光学特性、涂装生产工艺及供应链管控环节存在固有差异,实现完美的颜色匹配一直是汽车制造业面临的严峻挑战。尤其是在多材质、多供应商的复杂生产环境下,色彩一致性问题已成为制约整车品质提升的重要瓶颈。
传统的色差管控模式严重依赖人工经验与离线抽检,存在效率低下、标准不一和数据割裂等固有局限。大量研究表明,即使是微小的色差(ΔE≥1.0),也会引发消费者对产品品质的质疑,更会导致高昂的返工成本与生产延误。据行业数据统计,单条产线因色差问题导致的年度返工成本可达200万元以上,同时还会对品牌声誉造成不可估量的负面影响。
近年来,工业互联网与云端协同技术的快速发展,为破解这一行业难题提供了全新的技术路径。尽管已有研究尝试引入单一AI模型进行色差预测,或构建局部协同平台以提升数据共享效率,但这些方法仍存在模型泛化能力弱、跨供应链协同不彻底或缺乏动态补偿机制等问题,难以系统解决多材质、多环境因素耦合的色差控制难题。在此背景下,本文提出一种覆盖“数据感知—云端分析—供应链协同”全链路的涂装色差智能管理方案,通过系统集成物联网、大数据、人工智能与数字孪生等先进技术,构建覆盖涂料供应商、主机厂与零部件制造商的协同平台,推动汽车涂装色差管理从“经验驱动、事后补救”的传统模式向“数据驱动、实时预防”的智能化模式转变。这种转变不仅提升了质量管控的精准度,更重构了汽车涂装质量管理的业务流程与价值链。
1 问题背景与技术挑战
汽车外观色彩一致性的管理是一个涉及多学科、多环节的复杂系统工程,长期面临三大技术瓶颈,这些瓶颈相互关联、相互影响,构成了一个需要系统化解决的技术难题集合。
1.1 材质光学特性差异
金属基材与塑料基材在分子结构层面的本质差异导致其对光线的吸收率与散射特性存在显著不同。金属基材表面具有更高的反射率和镜面效应,而塑料基材则表现出更强的光散射特性。这种光学特性的差异导致即使采用完全相同的涂料配方,车身与保险杠等部件也会产生显著的视觉色差。实验数据显示,在标准光源条件下,异种材质间的色差值通常达到ΔE≥1.0,这一差异已超过人眼可辨识的阈值,成为影响整车视觉品质的关键因素。
1.2 工艺参数敏感性高
汽车涂装是一个包含多道工序的复杂工艺过程,其中喷涂膜厚(20~35μm)、烘烤温度(80~140℃)等关键工艺参数的微小波动,会直接影响涂层的颜色表现与稳定性。涂料的流平性、固化程度与颜料分布均受到工艺参数的精确控制,任何参数的偏差都会导致最终颜色的变化。特别是在大规模生产中,维持数百个工艺参数的稳定性本身就是一项极具挑战性的任务,这也大大增加了颜色质量控制的复杂性。
1.3 供应链协同效率低
现代汽车制造业采用高度分散的供应商体系,不同供应商之间易形成“数据孤岛”。传统的色差管理依赖邮件和人工协调的模式,问题响应延迟通常长达48h以上,使得色差问题无法被及时发现与闭环处理。这种低效的协同机制不仅延长了问题解决周期,更导致了质量问题在供应链中的传导与放大效应。建立高效、透明的供应链协同机制已成为提升颜色质量管理水平的关键环节。
2 系统整体架构设计
为从根本上突破传统管理的局限,我公司IT部门联合工程技术、整车质量和生产基地共同设计了一套集成了算法、模型与协同机制的系统性解决方案,其整体架构分为三个核心层次,各层次之间通过标准化接口进行数据交换与功能调用,形成了一个完整的色差智能管控闭环。
2.1 边缘感知层
该层由部署在涂装车间及各零部件供应商处的智能传感设备构成,是系统的“感官神经”。设备包括:①高精度在线色差仪(如X-RiteMA-T12,MA5QC),负责采集L*、a*、b*颜色数据;②环境传感器,实时监测车间温湿度(精度±0.5℃);③高级视觉传感器,如3D偏折相机,用于检测漆膜纹理与微小缺陷。这些设备通过定制化IoT网关,将原始数据加密后实时上传至云端平台,确保数据安全与完整。
2.2 平台服务层
作为系统的“智能大脑”,平台服务层基于云原生技术Kubernetes微服务集群架构构建,具备高可用和高并发的处理能力。
该层提供三大核心服务:①数据中枢通过标准化API对接,汇聚来自边缘层生产工厂、树脂线及各供应商的多源异构数据,实现数据的统一治理与融合分析,彻底打破信息孤岛;②模型与算法库封装了色差预测、智能调色和根因分析等工业模型与AI算法,支持模型的在线训练与动态更新;③数字孪生引擎在虚拟空间中构建涂装工艺的实时动态映射,为工艺优化提供高保真的仿真环境,支持what-if分析与参数优化。
2.3 场景应用层
该层面向质量工程师、工艺师等不同角色,提供个性化的功能应用,形成“监测—分析—决策—执行”的智能闭环。主要功能模块包括:①实时监控与预警看板,提供全局质量态势感知;②智能分析与决策支持系统,基于AI算法提供根因分析与优化建议;③供应链协同平台,实现质量问题在供应链中的快速流转与闭环管理。各功能模块根据不同用户角色进行个性化配置,确保系统的易用性与实用性。
3 核心关键技术
3.1 多材质动态补偿算法
金属和塑料对光线的吸收与散射特性不同,是导致色差的根本原因之一。我们开发的动态补偿算法,通过分析不同基材的光学特性,建立精准的颜色映射模型,并自适应调整ΔE容差阈值。基于ASTMD2244标准,结合材质反射率(R值)动态调整容差,建立了考虑材质特性的色差评价体系。其中,α=0.3为实验标定系数,金属基材Rmetal=85%,塑料基材Rplastic=72%。该机制使保险杠与车身的色差匹配率提升至98.5%,显著改善了异种材质间的颜色一致性。公式如下:
∆Ethreshold=∆Ebase×{1+a・(/Rmetal-Rplastis/)/Rmetal}
3.2 工艺—环境耦合分析模型
涂装质量对环境的温湿度极为敏感。传统质量控制方法往往容易忽视环境参数对颜色的影响。该模型通过多元线性回归、主成分分析等大数据技术,量化分析环境参数、喷涂参数与最终成膜颜色之间的复杂非线性关系。通过多元线性回归建立温湿度(T,RH)与色差修正量关系,模型基于120组精心设计的实验数据进行训练与验证,确定系数R2达到0.89,表明模型具有较高的预测精度。系统能够根据实时环境数据前瞻性地调整工艺参数,将色差值稳定控制在ΔE≤1.0甚至更低的水平,实现从被动检测到主动预防的转变,公式如下:
∆Ecorrected=∆Eraw+0.21×(T-25)-0.047×(RH-60)
3.3 数据驱动的根因分析模型
针对色差产生的复杂原因,我们构建了基于机器学习(如XGBoost算法)的根因分析模型,实现质量问题的智能诊断。
在特征工程阶段,系统整合了包括喷涂速度、雾化压力、膜厚、涂料黏度和环境温湿度等在内的14维工艺特征向量,确保输入特征的全面性与代表性。训练好的模型可根据实时数据,输出以概率形式分布的根因分析结果(如:涂料批次问题67%,喷涂机器人参数偏差22%),为工程师提供清晰的排查方向。该模型在5折交叉验证下准确率达到93.7%,同时具备良好的可解释性,极大提升了工程师对AI决策的信任度。
4 试验验证与结果分析
4.1 实验设置
为全面验证系统的有效性与可靠性,我们在某新能源二工厂B级SUV产线进行了为期6个月的对比测试。测试环境完全模拟实际生产条件,确保数据的真实性与代表性。数据采集方面,累计采集10000组色差数据(车身与保险杠各5000组),覆盖不同颜色、不同批次和不同供应商的全场景条件。样本分布具有广泛代表性:在颜色维度上,涵盖白色(占比28%)、黑色(25%)、银色(20%)及三种珠光色(合计27%)。在供应商维度上,涉及4家保险杠供应商(份额分别为35%、30%、20%和15%)与2家涂料供应商(各占50%)。在时间维度上,样本均匀分布于2024年6月至11月的各生产周。在数据预处理阶段,采用箱线图法(上下界为Q1-1.5IQR和Q3+1.5IQR)识别出0.6%的局部异常点,并结合3σ原则(±3倍标准差)识别出0.22%的全局分布异常点,共剔除因设备瞬时故障、传输干扰或人为误操作导致的无效样本82组(合计0.82%)。对缺失的工艺参数采用K近邻(KNN,k=5)方法进行插补,该方法基于欧氏距离在14维工艺特征空间中选择最相似的5个样本进行加权赋值,并通过交叉验证确保插补后数据的分布一致性,有效保持数据集完整性。
试验设置对比组:A组采用传统人工管理模式,依赖经验判断与离线抽检;B组采用云端系统管理,实现全自动化的数据采集与分析。
4.2 性能评估结果
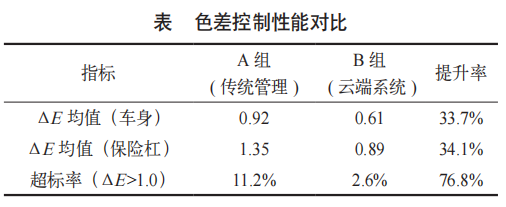
(1)色差控制能力显著提升
云端系统管理(B组)在ΔE均值和超标率控制上均显著优于传统人工管理(A组),见表1,证明系统在颜色一致性控制方面的卓越性能。
传统人工管理色差数据耗时约25min/车(含目视评估、记录及分析),误差率3%~5%;引入云端智能系统后,通过物联网分光仪自动采集L*、a*、b*值,实时比对标准色板库,结合AI预警ΔE超差,处理效率提升至5min/车,人工干预减少70%,数据误差率降至0.5%以下数据延迟压缩至15min,匹配决策效率提升6倍(对比数据源自2024年某新能源车企质量实践报告)。这些数据充分验证了系统在效率与精度方面的双重效能。
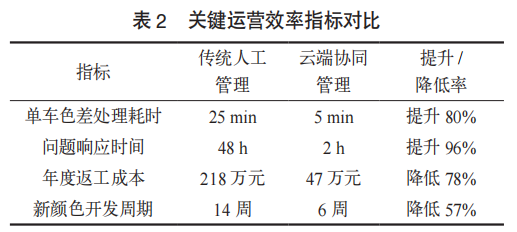
(2)运营效率大幅优化
该系统不仅提升了颜色质量,更在运营效率上带来了巨大改进,具体表现见表2。
4.3 典型案例分析
2024年12月,系统监测到某颜色保险杠ΔE连续超标(1.6~1.8),根因分析模型在数分钟内给出结论:
(1)首要因素(67%概率)是供应商涂料批次固含量偏低(检测值78%vs标准值82%)。
(2)次要因素(22%概率)是喷涂机器人雾化压力波动(±5kPa)。
系统随即自动执行控制策略,冻结该批次物料并生成智能工单推送至树脂线。树脂线工艺工程师根据系统建议调整配方后,ΔE恢复至0.7的理想水平。本次事件通过系统快速响应与智能决策,避免了120台车辆的返工,直接节约成本约3.84万元,充分体现了系统在实际应用中的价值。
5 讨论与挑战
5.1 技术优势
本系统在工业化实践中展现出三大核心优势:①多材质兼容性,通过动态ΔE阈值机制有效解决了异种材质间的颜色匹配难题,突破了传统色差管理的技术瓶颈;②实时性与预见性,依托云端流处理引擎实现数据延迟<500ms,结合AI模型实现从“事后补救”到“事前预防”的转变,大幅提升了质量管控的主动性;③决策可解释性,通过概率形式输出根因分析结果,极大提升了工程师对AI决策的信任度和采纳度,解决了AI技术在工业场景落地的关键障碍。
5.2 实施挑战与对策
在部署与推广过程中,我们面临并克服了诸多挑战。
(1)数据整合壁垒:老旧设备缺乏IoT接口,对策是开发专用中间件进行协议转换,虽产生初始改造成本,但长期收益显著。
(2)供应链协同阻力:中小供应商信息系统水平不一,对策是提供低成本IoT套件与标准化数据接口,降低接入门槛。
(3)算法泛化能力:新车型、新涂料带来新挑战,对策:采用迁移学习技术,基于已有颜色系列的预训练模型进行微调,可将新颜色开发所需样本量从传统的800组降至250~300组,数据需求量减少约60%~70%,大幅缩短模型迭代周期,减少对新数据量的依赖。
(4)数据安全与信任方面,对策是采用区块链技术对关键涂料配方、工艺参数进行加密存证与溯源。
6 结语
本文构建的云端协同色差管理系统,通过多源数据融合、动态环境补偿与供应链协同优化,实现了多材质零部件色彩一致性控制能力的跃升。工业实践证实,该系统能将色差超标率降低76.8%,返工成本降低78%,验证了其在汽车涂装质量管控中的显著工程价值。
面向未来,我们将围绕技术融合与模式创新进行持续深化。
(1)重点推进数字孪生与区块链技术的深度融合,构建“仿真—生产—溯源”一体化可信平台,进一步缩短新颜色开发周期,推动研发模式变革。
(2)将数字孪生系统中的实时工艺参数、优化策略与区块链智能合约相结合,实现涂料配方、工艺参数的全流程可信存证与防篡改。同时利用孪生数据驱动合约执行,自动触发供应链质量补偿与责任认定,形成“虚拟优化—实体执行—可信溯源”的闭环管理体系,保障核心知识产权安全与流程透明,建立质量信任体系。
(3)AR增强质检将融合AR眼镜等智能设备,实现色差缺陷的三维空间定位与维修指导可视化,推动质检模式向智能化、沉浸式方向升级。
上述技术路径将有机融合、协同发展,共同助力汽车涂装产业构建“感知—决策—执行”全闭环的智能色差控制体系,为汽车制造业的数字化转型提供坚实的技术支撑,推动行业向高质量、高效率、高灵活性的方向发展。
参考文献
[1] 冯家豪.基于智能优化算法的消色差超构透镜的仿真设计[D].武汉:武汉邮电科学研究院,2025.
[2] 吕元美,谢昕,孙迎利,等.汽车同色保险杠跨基地多车型色差匹配问题与优化策略[J].汽车零部件,2025,(7):21-24.
[3] 蒋佳伟.基于PowerBI的汽车外表面色差数据展示系统[J].汽车实用技术,2021,46(24):68-72.
[4] 杨浪,侯颖,尚俊虎,等.汽车涂装同色异谱的评价方法[J].汽车工艺与材料,2021(10):25-29.
[5] 曹赤鹏,王慧琴,王可,等.光谱色差与主分量特征融合的石窟表面风化智能评估[J].光学精密工程,2021,29(10):2444-2455.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:钟红飞 谭学钢 李文鹏 马驰宇 唐树平 吴平平,单位:零跑科技股份有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

新能源汽车轴齿类零部件加工技术发展趋势
全球汽车产业向电动化、智能化转型,新能源汽车竞争上延至核心零部件,尤其是轴齿类零部件直接影响整车性能与成本,其加工技术正朝高效精密、数字化智能、柔性自动化和绿色可持续方向发展,是提升我国新能源汽车核心零部件产业全球竞争力的关键。
2026-04-08
-

-



热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-

大陆集团40亿欧元出售康迪泰克
2026-07-08





评论
加载更多