基于模组单元的动力电池灭火系统研究与应用
0 引言
随着新能源汽车市场占有率快速提升,动力电池安全问题日益凸显,国内外法规均要求电池系统必须提供至少5 min 的热失控延缓时间,以确保乘员安全撤离。为此,以气凝胶等隔热材料结合排烟通道的系统设计已成为当前应对动力电池热失控的行业主流技术路线,其核心防护理念在于“被动延缓”与“烟气疏导”。然而,此类方案对于由底盘撞击等导致的突发、剧烈热失控,难以实现快速降温与灭火。
基于此,本研究提出一种基于模组单元的主动灭火系统,旨在热失控发生初期即进行精准干预与扑救,为电池系统提供更为积极的主动安全防护,可作为现有被动防护体系的有效补充。
1 主动灭火系统关键技术分析
1.1 系统架构与工作原理
模组级灭火系统采用“集中管理,分布执行”的架构。整个系统由主控BMS(电池管理系统)、模组级探测单元和模组级灭火执行单元三大部分构成,系统逻辑架构图如图1 所示。
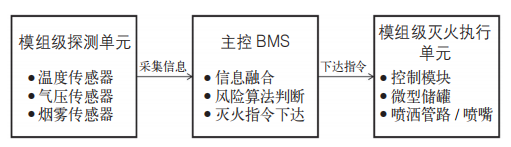
图1 系统逻辑架构
主控BMS 作为系统大脑,负责汇总所有模组的状态信息,执行高级算法进行风险判断,并下达灭火指令。
模组级探测单元将温度传感器、气压传感器和烟雾传感器集成到每个电池模组内部。通过这些传感器共同探测模组内部的局部环境信息。
模组级灭火执行单元作为灭火系统的核心,配备控制模块、微型灭火剂储罐(容量通常为100~500 mL)和一套定向喷洒管路或喷嘴。
1.2 灭火剂选择与喷洒机制
针对锂电池火灾的特征,优先选用全氟己酮或新型氟代酮类气体灭火剂。这类灭火剂具备清洁(不留残留)、绝缘和高效吸热和环保(ODP 为零)等优点,并且其汽化特性使其能迅速充满模组内部空间,实现快速窒息和冷却。
喷洒机制采用定向引导与局部淹没相结合的方式。当某个模组被触发时,灭火剂并非无序释放,而是通过精心设计的喷嘴或歧管,优先导向最容易发生热失控的单体电池顶部及极耳连接区域,确保灭火剂在关键部位首先达到有效浓度,实现精准、高效灭火。
1.3 控制逻辑与触发策略
系统的控制逻辑追求可靠性与快速性的平衡。采用多信息融合的判断策略,当模组内任意传感器数据超过一级阈值时(如温度>60℃、气压变化率>1 kPa/s、烟雾浓度>5%obs/m),系统将进入预警状态。当两个及以上不同类型的传感器(如温度和气压)同时超过二级阈值(如温度>120℃且温升速率>1 .5℃/s、气压变化>3 kPa),或单一传感器数据发生急剧变化时,主控BMS 即判定该模组发生热失控,并立即启动灭火程序。为确保万无一失,系统还可配备纯机械式热敏触发作为备份。例如,在喷洒管路上设置热敏线或感温玻璃球,当模组内部温度达到物理设定值(如170℃)时,无论电子系统是否正常,都自动触发灭火剂释放,形成电子与机械的双重保障。
上述判断阈值是基于锂电池热失控机理及前期预试验结果设定。关于各传感器阈值权重与触发延迟的深度优化,可通过系统的实验设计(DOE)方法进行。
2 动力电池集成式灭火系统设计方案
基于前述关键技术分析,本文提出了一种创新的动力电池集成式灭火系统设计方案。系统采用“舱外集中存储、模组精准防护”的架构理念,将灭火系统作为整车安全体系的一个独立功能单元进行集成,实现了在有限空间内的高效安全防护。
系统整体设计方案如图2 所示,主要由外部集中灭火单元、电池包内模组终端以及控制与探测网络三大核心部分组成。
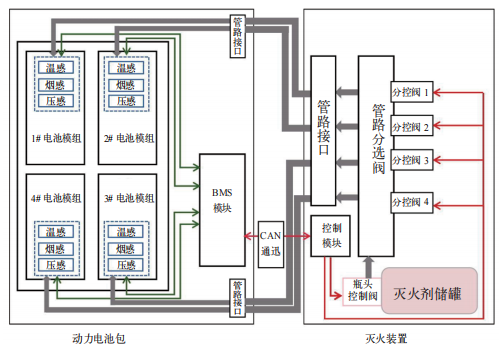
图2 动力电池灭火系统设计
外部集中灭火单元独立安装于电池包外部(如车厢底盘下或前舱),其核心组件包括灭火剂储罐、控制模块与管路分选阀。灭火剂储罐存储足量的全氟己酮灭火剂及驱动气体。系统控制器接收BMS指令,负责系统的自检、判断与驱动。管路分选阀作为关键分配部件,根据指令将灭火剂精准导向指定的电池模组。该单元采用工业级标准设计,提升了系统整体的鲁棒性与可维护性。
电池包内模组终端包括每个电池模组内集成的轻量化喷洒歧管与喷嘴,以及从外部单元引出的多路防护管路。喷洒歧管采用定向引导设计,确保灭火剂优先覆盖单体电池顶部及极耳等热失控高风险区域,实现快速窒息和冷却。防护管路通过标准化快插接口与各模组终端连接,便于安装与维护。
控制与探测网络是系统的智能核心。它依托车辆现有BMS 及遍布各模组的多传感器融合探测单元。每个模组内部集成了温度传感器、烟雾传感器和气压传感器,负责采集模组内部的局部环境信息。BMS 与灭火装置的控制模块通过高速CAN 总线进行信息融合与指令交互。控制模块的控制逻辑采用多参数融合判断策略:当模组内任意传感器数据超过一级阈值时,系统进入预警状态;当任意两种传感器信号(如温度与气压)同时超过二级阈值时,主控BMS 即判定该模组发生热失控,并立即向外部灭火单元发送包含目标模组ID 的指令,启动灭火程序。为确保万无一失,系统还可配备纯机械式热敏触发(如170℃感温玻璃球)作为备份,形成电子与机械的双重保障。
该设计方案通过舱外集中存储灭火剂和模组级精准喷洒,有效解决了电池包内部空间占用与安全系统集成的矛盾,兼具高效防护与工程便利性的双重优势。
3 试验检测与性能分析
3.1 试验方案
为科学验证本文所提出的动力电池灭火系统的实际防护效能,根据图1 所示设计方案搭建模拟测试平台,选取其中一个模组作为试验组,将其与位于电池包外部的核心灭火单元通过专用防护管路连接。另设一个结构与单体电池完全一致但不含任何灭火措施的模组作为对照组。测试模组采用NCM811 三元锂离子单体电池,单体电池额定容量为65 A·h,电池模组由8 个单体电池以“2并4 串”形式组成,触发单体电池位于模组几何中心位置。试验采用国际通用的针刺触发法,在两组模组的相同位置分别诱发单个单体电池热失控,以确保实验条件的可比性。测试过程中,通过布置于触发单体电池及相邻单体电池表面的温度传感器、模组内部的气压传感器、烟雾传感器以及高速摄像系统,完整记录从热失控触发到火灾被扑灭或失控的全过程数据。
3.2 试验结果分析
在试验组测试过程中,三种传感器呈现出清晰的预警时序:针刺后第15 s,气压传感器首先检测到模组内部压力异常升高(+2.1 kPa)。第18 s,烟雾传感器检测到电解液挥发物。第22 s,温度传感器监测到温升速率异常。在第24 s,当温度与气压信号同时超过二级阈值时,系统立即触发灭火装置,灭火剂在1 s 内抵达火源,明火在3 s 内完全扑灭,触发单体电池峰值温度被抑制在385℃。相比之下,对照组模组在针刺后,温度呈爆炸性增长,最终突破800℃导致传感器损毁,整个模组陷入持续燃烧。各传感器记录的试验数据如图3 所示。
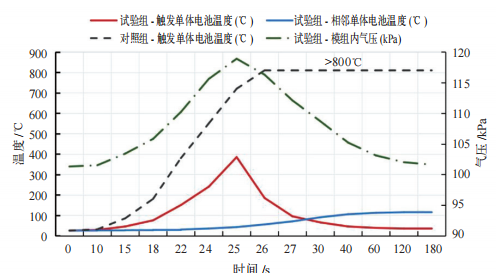
图3 灭火系统传感器温度与气压响应曲线对比
对试验数据的深入分析可知:首先,三传感器融合触发机制实现了真正的早期干预。气压传感器最先提供异常信号,使系统比单一温度传感器方案提前约4 s进入预警状态,最终将触发单体电池的峰值温度控制在385℃,显著低于传统方案的480℃以上;其次,系统展现了完美的热蔓延阻隔效果,相邻单体电池温度始终低于115℃,证明了防护的有效性;最后,多参数交叉验证极大提升了系统可靠性,有效避免了单一传感器误报导致的误动作。
本试验通过详实的数据证明,集成温度、烟雾及气压传感器的灭火系统能够实现早期预警、快速响应和有效隔离,各项性能指标均满足国家标准要求,为工程化应用提供了充分的技术依据。
3.3 系统成本分析与应用前景
本系统主要成本构成包括多传感器探测单元、专用灭火剂与储罐、控制模块及喷洒管路。若实现规模化量产,通过元器件选型优化、集成度提升和批量采购,成本有望显著降低。初步预估,在年产10 万套规模下,该系统新增材料成本(BOM 成本)可控制在主流电池包系统总成本的3%~5%范围内,具备较好的产业化应用潜力,尤其适用于对安全等级要求极高的商用车辆、高性能电动车等场景。
4 结语
本文针对新能源汽车动力电池热失控防护需求,开展了模组级灭火系统的创新研究,得出以下结论:本文设计的模组级灭火系统采用多传感器融合探测与精准喷洒技术,通过试验验证表明,系统可在3 s 内快速抑制火势,并将热失控严格隔离于初始模组,有效解决了锂电池火灾的复燃难题;采用温度、烟雾及气压三传感器融合判断策略,较单一传感器方案可提前约4 s预警,将触发单体电池峰值温度控制在385℃以内,显著提升了系统响应速度与可靠性;该系统采用全氟己酮作为灭火剂,具备清洁、绝缘特性,系统架构合理,兼具高效防护与工程适用性,为新能源汽车动力电池安全防护提供了有效的技术解决方案。
参考文献
[1] Thomas Günnel.动力电池的进化[J].汽车制造业,2024,(2):15-17 .
[2] 张立军,陈晓峰.全氟己酮灭火剂在锂电池火灾中的应用研究[J].消防科学与技术,2022,41(3):25-28 .
[3] 黄志强,刘建军.新能源汽车动力电池热管理技术研究现状[J].汽车工程,2023,45(2):34-38 .
[4] 国家标准化管理委员会.电动汽车用动力蓄电池安全要求:GB/T 38031-2020[S].北京:中国标准出版社,2020 .
[5] 王明智,李成峰.锂离子电池热失控机制及防护技术研究进展[J].电源技术,2023,47(5):12-15 .
基金项目:重庆市教委科学技术项目(KJQH202303904)资助。
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:陈思坤 郭昌桥 陈权,单位:重庆城市职业学院。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

机加工车间化学品管理模式转型实践与成效分析
本文以某机加工车间为研究对象,系统探讨了其化学品管理模式从全外包服务(CMS)向全面自主管理转型的背景动因、实施路径与成效价值。实践表明,通过精准化选型、全生命周期追踪及智能化监控等措施,该车间成功实现了管理主体的平稳转换。转型后,在成本控制、响应效率、知识积累与风险管理等方面均取得显著成效,单台物料成本降低25%,响应效率提升70%,综合运行成本下降30%,为同类企业提供了有益借鉴。
2026-04-21
-

变速器后盖精密加工位置度超差问题的分析及改进
针对某变速器后盖零件在精密加工过程中出现的轴承孔位置度超差问题,本文从机床精度恢复、夹具优化、定位方式改进及在机测量技术应用等方面进行了系统分析与工艺改进。通过恢复机床精度、优化夹具、采用涨销定位以及引入在机测头,有效提升了位置度精度稳定性。改进后,零件位置度合格率提升至95%以上,全尺寸合格率提升至90%以上,显著提高了产品质量。
2026-04-16
-

变速器高精度齿轮的复合加工技术研究
本文聚焦于高精度齿轮的复合加工技术,深入研究如何通过工艺优化实现齿轮制造的高效与精密。通过对工艺流程、精度控制策略及装备适应性的系统分析,建立了完整的齿轮复合加工技术体系。研究结果表明:采用优化后的复合工艺,齿轮加工效率相较于传统工艺可提升30%以上,加工精度可稳定达到DIN5~6级,齿面表面粗糙度Ra值可控制在0.35~0.8μm。
2026-04-15


热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多