汽车总装车间设备综合运行效率分析
1 OEE定义
生产设备有自己的理论产能,要实现这一理论产能必须保证没有任何干扰和质量损耗。OEE就是用来表现有效生产时间相对于实际生产时间的比率,如图1所示,是衡量生产线有效性损失的指标。OEE由时间开动率、性能开动率以及合格品率三个关键要素组成,可以表示为:
OEE=时间开动率×性能开动率×合格品率
OEE=[(业务运行时间-停机)/业务运行时间]×(计划[C/T)×总产出(业务运行时间/-停机)]×(合格件数/总产出)×100%
可简单表示为:
OEE=(合格件数×计划C/T)/业务运行时间×100%
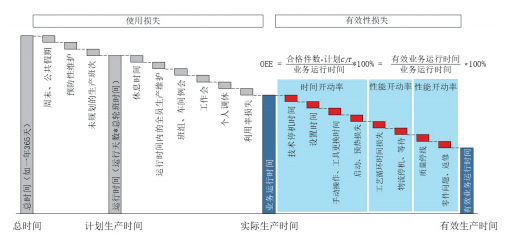
图1 OEE瀑布图
2 逻辑树分析法
逻辑树是一个能够表达系统内在事件之间逻辑关系的模型。其原理是从最高层的“问题”开始,将所有子问题分层罗列,逐层向下拓展分析,横向分解的问题保持一致性,纵向分解的问题与树干问题保持相关性。逻辑树的构建和梳理对于复杂系统问题的解决和决策分析起到至关重要的作用。因果逻辑分解是将所面临的问题按照直接因果逻辑关系进行逐步分解,形成一个以初始问题为根节点的树状结构的过程。树状图展示了逻辑树的基本模型,如图2所示。
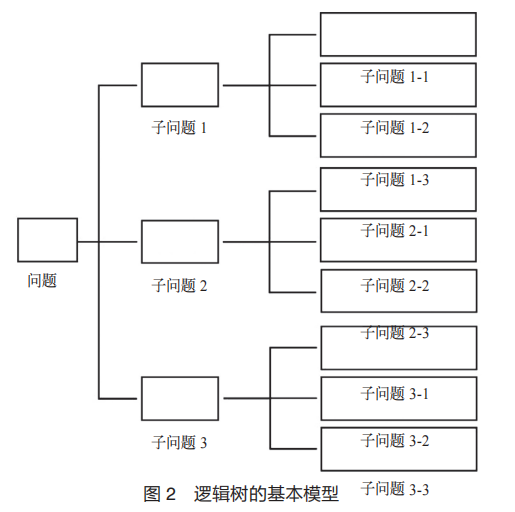
图2 逻辑树的基本模型
3 OEE的影响原因
应用逻辑树法,把OEE的影响拆分为三个影响因素,并基于现场的常见停线问题,列出具体的停线原因,如图3所示。
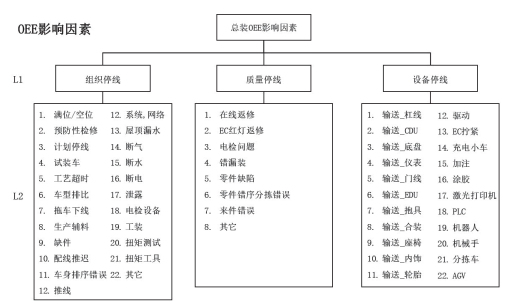
图3 某汽车制造公司A总装车间OEE影响原因“树状图”
组织停线:非技术或设备原因导致的停线,通常与管理、计划和人为因素相关,可以简单归纳为物料短缺、人员问题、计划性停线和能源中断。它直接降低设备的时间开动率。
质量停线:因产品质量问题导致的停线,包括质量返修、零件问题或工艺超时。它直接降低性能开动率和合格品率。
技术停线:由设备或技术故障直接引发的停线,包含设备硬件故障、软件或控制系统故障和突发性停机。它显著影响时间开动率和性能开动率。
4 A总装车间全年OEE案例分析
某汽车制造公司A总装车间混线生产两款车型,主线设有三条内饰线、两条发动机分装线、一条底盘分装线、一条合装线、三条底盘线以及后增设一条内饰线。在总装车间发生停线时,iportal系统会提醒员工将导致停线的原因录入系统,方便数据的实时监控和提取分析。
首先对全年的OEE表现进行整体分析,确认影响原因和主要影响的线体,再对单独时间段OEE下降进行局部分析。A总装车间某年的OEE的情况如图4所示。从图中我们可以看到,从一月到九月,A总装车间OEE相对稳定,基本可以保持在80%以上,六月到九月之间,偶有突发大停机,导致当日的OEE下降。从十月初开始,OEE开始出现较大幅度波动,均值下降到75%左右。
4.1 按照停线类别进行分析
为更直观地展现问题原因,对比图4,用如图5所示的“切糕图”形式展现影响OEE的主要因素。其中白色表示OEE的数值,蓝色表示组织类停线损失,橘色表示质量类停线损失,紫色表示技术类停线损失。

图4 某汽车制造公司A总装车间全年OEE
A总装车间OEE的计算逻辑是按照下线点(底盘三线)进行计算,图5表示的是底盘三线的停机情况。从图中可以看出,组织停线占比最大,从九月开始,质量停线的占比升高。经统计,全年A总装车间的OEE损失组织停线占83%,技术停线和质量停线影响较小,分别为10%和7%,对于底盘三线来说,83%的组织停线里,满位空位占比超80%。
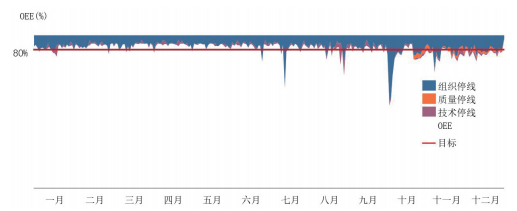
图5 A总装车间全年OEE影响因素“切糕图”
应用逻辑树法,将影响OEE的数据进行归纳整理,将底盘三线全年大于100min的停线原因总结成树状图,如图6所示,底盘三线车辆的满位或空位给OEE造成巨大的影响,经统计,底盘三线所有停机中有近70%是由满位空位造成的。满位是指由于缓冲区已满,设备被迫停机或降速,导致实际运行时间减少。空位是设备因上游供应不足而被迫导致的等待。底盘三线空位造成的停线影响,往往是由于前置线体停线,造成车数供应不足,导致空位。因此,前置线体的停机是底盘三线OEE的主要影响因素。由此,需要对全车间的停机做进一步分析。
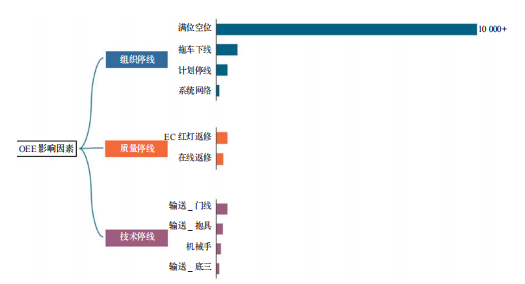
图6 A总装车间底盘三线停机“树状图”
如图7所示,A总装车间全年大于100min的停机情况,由于展示的是全车间停线,满位空位造成的影响均已在组织、质量、技术停线中体现,为更直观地展示影响原因,进行了数据处理,将满位空位这一影响因素剔除。
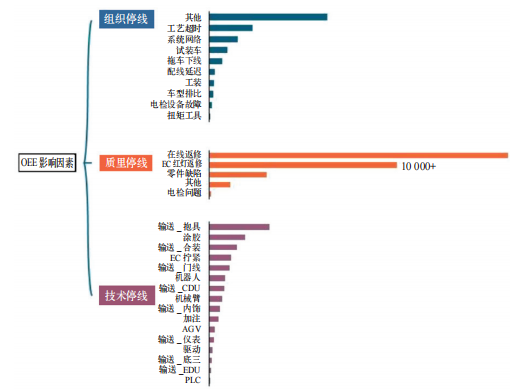
图7 A总装车间全年停机“树状图”
A总装车间这一年主要受来自质量停线的影响,其中在线返修、EC红灯返修是主要影响原因。在线返修是指在生产线上直接进行产品缺陷的修复工作,而不是转到线下重修区域进行处理,对提升一次下线合格率有积极作用。在总装车间,影响在线返修的原因很多,比如:零件质量问题、工艺流程、返修流程、设备问题、工具工装和员工技能水平等。EC红灯返修方面,总装车间需要记录关键的拧紧过程数据(A类、一部分B类扭矩),方便进行追溯和问题分析。EC红灯率是影响EC红灯返修的关键指标。当出现EC红灯,需要对红灯点进行返修,确保扭矩合格,由此可以看出,A总装车间EC红灯的问题影响生产线效率,需要关注扭矩问题的解决。
组织停线中“其他原因”是影响OEE的第三大原因,经现场调研,部分一线员工对于停机的划分不够了解,记录一些停机的过程中,将停线原因记录归为其他,这源于人员培训不够充分。
技术停线的主要影响来自于抱具的输送问题。每一辆车都需要抱具夹紧进行流水线作业,内饰、合装及底盘均需要抱具对车辆进行输送。抱具的特点是数量多、体积大,一旦发生停线,只能通过维修或手动操作使生产线继续运行,因此需要维修部门提升返修速度和技能水平,关注重点区域的停线。除输送停线外,涂胶设备问题也是影响技术停线的原因之一,内饰区域的风窗、天窗涂胶设备是质量问题常发点,风窗、天窗作为汽车DS(安全相关)项,涂胶设备问题会影响到整车质量。
4.2 按照线体进行分析
除了重点分析影响原因外,还对问题发生的位置进行定位。如图8所示,全年停机在内饰、合装、底盘各线的分布,并按照停线时长,从高到低进行排序。内饰二线和门线是停机最多的两个区域。
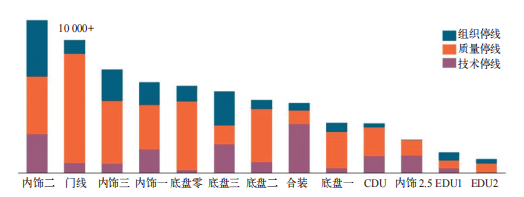
图8 A总装车间全年停机各线分布
对内饰二线和门线全年大于100min的停机做单独分析,如图9所示,可以看出内饰二线组织、质量、技术停线分布较为均匀。除了人员培训导致问题归类不准确造成的其他类型停线外,零件问题、工艺超时和涂胶问题一定程度影响内饰二线的停机。特别需要说明的是,尽管门线的质量返修时间较长,但是门线返修对OEE的影响小,原因是门线是整车产线的分装线,前后buffer区域大,单次30min以下的停线不会对主线OEE造成影响。
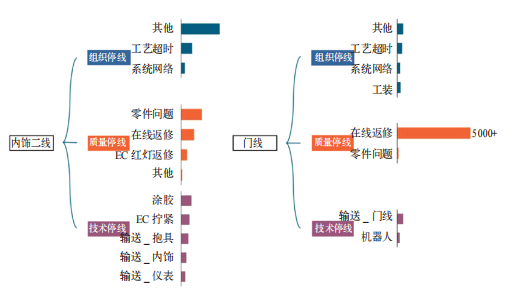
图9 A总装车间内饰二线和门线全年停机“树状图“
4.3 按照全年时间段进行分析
总装的OEE自四季度以来,出现明显波动,均值下降了7%左右,如图10所示,本文对这两个季度的停线情况进一步分析。
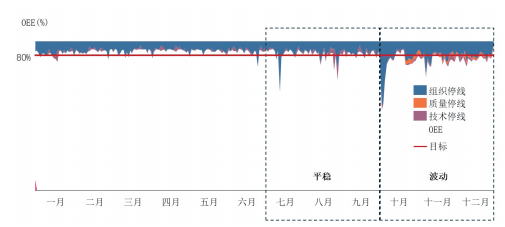
图10 A总装车间全年OEE影响因素“切糕图”
将A总装车间三、四季度停机进行对比,如图11所示,四季度的停机时长整体高于三季度。影响原因主要体现在质量停线方面,四季度在线返修、EC红灯返修和零件问题均明显高于三季度。组织停线方面,由“其他原因”带来的影响四季度明显高于三季度,除此之外,由于工艺超时造成的停线出现明显上升。包括输送线、EC拧紧、工艺设备的技术停线都出现不同程度的上升。
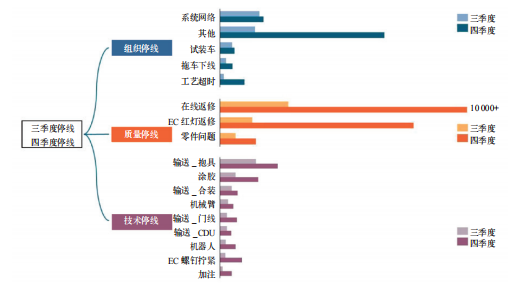
图11 A总装车间三、四季度停机“树状图”
对比三、四季度停线,按照生产线各线对比如图12所示,每条线有两个柱状图组成,从左到右分别为三季度停线、四季度停线,四季度各线的停机相较三季度有大幅度的上升,主要体现在各线的质量停线和内饰线、底盘三线的组织停线。另一方面,四季度新增一条内饰线,为未来新车型投产提前做准备,从设备和质量方面这影响序列化车型的生产效率。
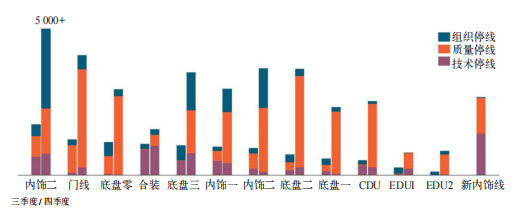
图12 A总装车间三、四季度停机各线对比
经车间实际调研,对于质量停线大幅度上升,来源于四季度出现质量战役问题,车间临时从各线抽调人员支持战役返修工作,严重影响工时。对于EC红灯返修造成的影响,同样来自于支持战役返修导致的人员短缺。
组织停线中由于其他原因带来的停线损失,是由于记录停线问题归类不准确导致,属于人员培训问题。
设备停线时间上升,来自于新增的内饰线,输送抱具调整、后风窗助力机械臂操作、AGV、涂胶故障累计停机超2000min。
对于组织停线的工艺超时,是由于十一放假后,人员离职,造成人员短缺,导致内饰区域工艺操作超时。
4.4 按照大停机频次进行分析
在车间现场调研的过程中了解到,虽然质量停线和组织停线的总停机时间最长,但对生产线的实际运行并不会带来太大影响,这是因为质量停线和组织停线包含小停线,如工艺超时、质量返修等,产线的buffer区域可以平衡小停线损失,小停线并不会对前后的产线造成影响。往往是技术停线的大停机对于OEE有较大影响,因为生产线buffer区域的能力不足以消除长时间停机的影响。因此,整理车间大于25min的大停机次数,并和OEE进行比较,如图13所示。从图中可以看出,大停机次数和OEE呈负相关关系,一、二季度大停机次数波动较为平稳,对OEE的影响小。从三季度开始,大停机次数逐渐增多,四季度大停机平均次数明显高于一、二季度,OEE也相应降低。因此,避免或减少大停机、缩短停机时长对保证OEE也起积极的作用。
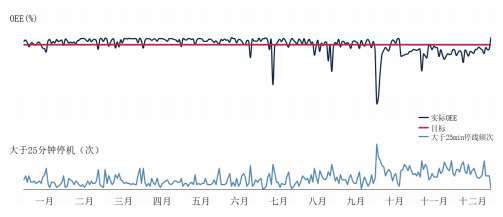
图13 A总装车间大停机次数和OEE比较
5 结语
应用逻辑树法,从停机影响因素、线体分布、不同时间段和大停机频次四个维度对A总装车间的OEE进行分析。A总装车间的OEE主要停线主要集中于内饰二线。整体受质量返修、EC拧紧红灯和其他影响。其中,质量返修来源于四季度出现质量战役问题,车间临时从各线抽调人员支持战役返修。由于其他原因带来的停线损失,是由于记录停线问题归类不准确导致,属于人员培训问题。另一方面,为应对未来新车型投产,A总装车间新增了内饰线,设备不稳定,导致停线增加。同时,随着A总装车间的大停机频次增加,OEE也受到不同程度的影响。
对于车间而言,保证OEE是保证产能稳定发挥的前提,提升OEE可以保证单位时间内的产能,可以降低HPV,减少人员加班,减少资源浪费。
在序列化生产平稳运行的前提下,A总装车间需要特别关注EC红灯率的问题,EC红灯率受产品、设备、人员操作和零件影响大,可以通过监控车身定位孔状态、拧紧枪定期维护、双班人员工艺一致性、监控螺栓来件几个方面制订检查计划,定期追踪状态。
在新车型投产产线准备期间,需要重点关注新设备对序列化车型的影响,包括但不限于利用改造的时间进行调试和试线,拉动生产规划部门快速响应,加快问题解决,将设备问题带来的停线和质量影响降至最低。
在面对突发问题需要人员支持时,建议提前做好应对措施,和生产规划部门联动做针对不同情况的工艺指导,车间在日常做好轮岗,提升多能工数量,做到人员可以随时顶岗。另外可以与生产计划沟通,针对突发情况可以及时灵活调整生产安排,减少浪费。
从车间线体层面来看,需要关注如内饰二线、门线的瓶颈问题解决,在瓶颈工段适当增大资源倾斜,减少瓶颈工位和质量问题返修,做好工时平衡。
从规划层面来看,在有条件的前提下,适当增加各线之间转运区buffer的容量,增加灵活度,一定程度降低停机对前、后线体的影响。
从质量层面来看,需要加快问题解决速度,重点关注重点质量区域的质量问题,减少重复问题的发生,例如关注来件和工艺过程质量,做好供应商管理,减少由于来件质量问题带来的停机。
从设备维护角度来看,需要重点关注输送线和重点设备的管理,加快问题解决速度,做好针对每次停线的经验总结,确保重复停线的问题解决速度,减少大停机对生产线的影响,做好备件管理工作。
参考文献
[1] 魏雪冰,曹辉.OEE的提升及实际运用[C]//中国汽车工程学会.第三十一届中国汽车工程学会年会论文集(5).东风汽车集团有限公司研发总院,2024:610-613.
[2] 王恒希,应一鸣.专利审查中基于逻辑树的技术要素解析[J].专利代理,2024,(4):54-61.
[3] 丁敏.S公司总装车间生产运营管理优化研究[D].扬州:扬州大学,2024.
[4] 左涛涛.JK公司新能源汽车总装线生产效率改进研究[D].大连:大连理工大学,2022.
[5] 李葆文.企业OEE计算问题的解决[J].广州大学学报(自然科学版),2002,1(1):91-96
[6] 王霆宇,汪惠芬,刘庭煜.基于设备综合效率的设备损失分析[J].机械制造与自动化,2016,45(5):61-64.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:韩承倬 王慧敏 赵涛,单位:北京奔驰汽车有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-

大陆集团40亿欧元出售康迪泰克
2026-07-08





评论
加载更多