车身“热冲压”技术为什么这么火?
随着社会飞速发展,机动车数量猛增,而道路建设发展速度和安全系数并没有与之匹配,使得道路发生事故的概率骤然上升,这对汽车安全性提出了更高的要求。此外,汽车所用燃料约60%消耗于汽车自重,汽车每减重10%,油耗将减少8%,CO2排放量也将降低5%~6%,为了保护环境,减少燃油消耗和CO2排放量,汽车轻量化势在必行。

为同时满足安全性和轻量化方面的要求,超高强度钢成为汽车车身结构件用材的主流选择。但在传统冷冲压过程中,由于超高强度钢存在加工成形载荷要求高、成形性差(易开裂或产生翘曲等)以及成形精度差(回弹难以控制,易产生各种表面缺陷)等瓶颈,热冲压技术应运而生,它主要是指一种将钢板在高温奥氏体区冲压成形、淬火强化后转化为高强度马氏体的技术。
目前,热冲压技术已在提高车身部件强度方面得以实际应用,但其核心技术例如镀层热冲压钢板、热冲压设备制造等,基本上处于被外资企业技术封锁和垄断的状态。本文结合江淮汽车对热冲压件的实际应用,对该新技术工艺及核心装备进行了系统、全面的介绍。
热冲压工艺基本原理
热冲压工艺流程如图1所示,首先把常温下抗拉强度为400~600MPa的钢板加热到奥氏体温度Ac3(通常为950℃),使之均匀奥氏体化,然后快速送入模具内冲压成形,保压并通过模具水冷实现淬火强化,使之转化为均匀马氏体组织,抗拉强度可大幅度提升至1500MPa。
如上所述,钢板热冲压原则上只能一道冲压成形,对于一些冲压深度很深或难以在一道工序成形的工件,可以先预成形后再热冲压,但工序和设备投资也会相应增加。本文在此只讨论一般意义上的非预成形的热冲压工艺。
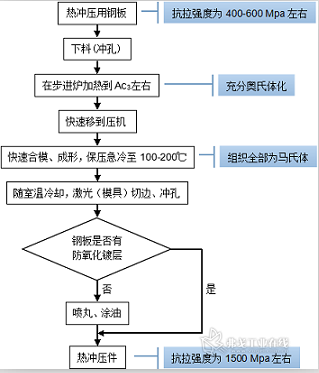
图1 热冲压工艺流程
对热冲压工艺流程中温度变化分析如下:
1.加热过程
含碳板料在步进炉中加热时,随着温度达到Ac1点,板料将进入不稳定状态,奥氏体开始形成;温度在Ac1点向Ac3点上升过程中,板料中铁素体和奥氏体共存转化,冷却后可达到的硬度也随之上升;一旦温度超过Ac3点,板料结构将完全转变成奥氏体单相,急冷后硬度可达到最高,此时加热温度即使再升高,也不会对急冷后硬度产生影响。在实际操作中,最终加热保持温度一般略高于Ac3点,以便保证在保压急冷操作前,板料结构、急冷后可达到的硬度不会发生大的改变。加热温度对冷却后硬度的影响如图2所示。
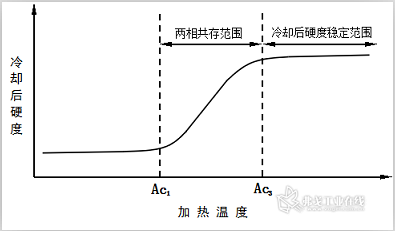
图2 加热温度对冷却后硬度的影响
2.冷却过程
全奥氏体化板料在保压降温工艺中,冲压成形板件从奥氏体单相状态开始急速冷却,形成马氏体。在此过程中,冷却的起始温度与冷却速度至关重要。
图3中,如(a)线所示,起始温度在Ac3点以上,此时以v1速度急冷将产生马氏体单相。如(b)线所示,先以v0速度缓慢降温,但只要在第二相(铁素体、珠光体和贝氏体)析出之前开始以v1速度急冷也会产生马氏体单相。(b)线所示的情况接近于热冲压时板料的实际状态,其中v0速度相当于加热钢板在输送过程中温度下降的速度,急冷开始温度相当于板料成形开始时的温度。v0速度越慢,第二相开始析出的温度越高,所以要想得到马氏体单相,急冷开始的温度是受限的。如(c)线所示,以v0速度缓慢冷却时,一旦错过急冷开始的温度下限,过程中即有第二相析出,此时即使急冷也不能得到马氏体单相。
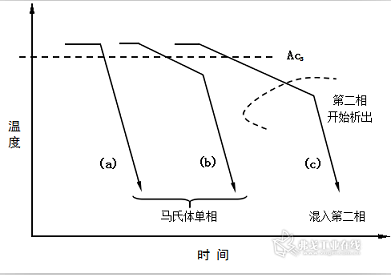
图3 急冷开始温度产生的影响
热冲压设备
热冲压设备主要包括以下几种:
1.拆垛系统和打标站
主要用机器人进行钢板的拆垛,在工作台上进行双料检查,并打生产标记。
2.加热炉
加热炉是热冲压生产线的关键设备。钢板加热到奥氏体通常需300~360s,为与成形、保压阶段节拍匹配,国内多采用辊底式加热炉,需注意非镀层钢板加热时,为避免形成氧化皮,加热炉需维持保护气氛。国外先进热冲压生产线目前采用多层箱式加热炉,主要特征在于其内部设有多个隔热屏将炉内分割为多个加热室,每个加热室均设有气密性良好的炉口及炉门,并均设有放料轨道、进气管路,可分别控制加热。加热炉设有控制系统,用于控制炉门开合和机械手的短程往复精准送料。表1列出了辊底式加热炉和多层箱式加热炉的特征对比。
目前,加热炉制造技术国内尚未成熟,尤其是在高度自动化、炉内温度分布控制等方面有所欠缺。另外,为降低能耗,追寻更高效率的加热方式也是热冲压加热设备的开发重点。
表1 辊底式加热炉和多层箱式加热炉的特征对比
|
|
辊底式加热炉 |
多层箱式加热炉 |
| 占地面积 |
大 |
较小,空间利用率高 |
| 能耗 |
大 |
较小 |
| 加热效果 |
辊面可能结瘤,造成钢板表面缺陷 |
不会产生结瘤,并利于钢板均匀加热 |
| 维修 |
需停工等待维修 |
检修方便,无需停工,维护成本低 |
| 产业化情况 |
国内生产线多有应用 |
欧洲企业垄断 |
3.上下料装置
出炉后的钢板处于高温状态,无法使用冷冲压吸盘端拾器输送,只能采用针对板料特定形状尺寸设计的耐高温夹持装置。压机下料时的钢板经保压淬火后温度约为200℃,同样只能用特定设计的夹持装置。上下料均使用机械手,需具备高速性和平稳性,使温度损失尽量最低。夹持器上安装有气刀,可在冲压之前及时清理模具上的残存氧化皮。目前,国内生产线使用的夹持装置和高速机械手基本均为国外进口。
4.压力机
为避免局部温降过大以及有效提高成形质量,热冲压钢板需要快速合模、成形,并需要一定时间的保压。传统的液压机速度不够,机械压力机又实现不了保压,只有高速油压机或者伺服压力机可实现这一复杂的成形过程。目前,国内生产线的热冲压压力机基本均从欧洲进口,国内虽已进行了研究,但技术仍未成熟,在高速、密封性等细节方面仍有欠缺。作为热冲压核心设备,国际上对热冲压压力机的研究一直是热冲压方面的热点,同时滑块运动曲线的优化将是一个重要发展方向。
5.外部冷却系统
热冲压模具不但需要完成高温冲压成形,而且需在保压时对零件实现急冷淬火,冷却速度一般要求大于50℃/s,故模具内部设计有复杂的水冷系统。外部冷却系统为模具提供循环冷却水,进行降温。外部冷却系统需配备蓄水池与冷却回路,同时使用添加防锈剂的纯水进行循环,以防止杂质污染与氧化锈蚀回路,造成不必要的损伤。
6.切边和冲孔
由于热冲压件强度明显提高,若采取传统冷冲压的切边冲孔模式,国内压机和模具无法胜任,一般采用激光切割设备进行切边、冲孔。但是由于激光切割速度较慢,单件成本高,目前国际趋势正往少或无激光切割的方向发展。目前,某些外资企业采用特殊材料制成的模具,配合大吨位压机,批量进行切边、冲孔,有效降低了冲压件平均成本;国内一些公司也在进行这方面的研究和产业化实践。
7.喷丸和涂油
非镀层板热冲压零件表面易残存氧化皮,故需要喷丸处理,以得到所需的零件表面质量。实际应用中,优化喷丸大小、压强和速度等工艺参数,使氧化皮去除彻底是此项技术的核心要求,另外,为防止薄壁类零件产生过大的喷丸变形,在喷丸处理时应优化零件悬挂方式。同时喷丸处理后,应快速涂防锈油避免冲压件表面氧化锈蚀。
热冲压技术应用及发展前景
热冲压工艺应用于汽车车身关键部件的制造,大幅提高了车身强度,强化了整车的安全性能;同时正是由于其实现了高强度,板材厚度可适当降低,车身设计可趋于简化,从而可实现车身结构的系统优化。
基于汽车车身制造业的发展需求,在研究和产业化方面,国外各大材料及设备供应商如Arcelor、AP&T和Schuler等公司看好中国市场,积极寻求合作;国内部分厂家也已开始了热冲压工艺的研究与应用。目前,热冲压件已普遍应用于汽车制造业,如鸟笼式车身骨架中的关键部位(包括A柱、B柱和防撞梁等)可由高强度热冲压件打造,让车身在受到撞击时能抵抗外部的强大冲击力,尽量减少变形。
江淮汽车与国内外有技术攻坚能力的设备生产厂商、原材料供应商合作,在近几年开发的车型中均进行了热冲压件的设计应用。据统计,车身关键部位采用热冲压件,可有效降低单件重量达20%~30%,同时整车重量平均下降了3.74kg,车身碰撞试验性能也有了显著提高。表2以某身单侧某总成为例,进行了冷冲压和热冲压两种情况下该结构方案的对比。
表2 江淮汽车某车型车身单侧某总成结构方案对比
| 总成 |
零件 |
||||||
| 某总成 (单侧) |
编号 |
冷冲压 |
热冲压 |
||||
| 厚度/mm |
材料 |
重量/kg |
厚度/mm |
材料 |
重量/kg |
||
| 1 |
1.5 |
B410LA(激光拼焊) |
2.777 |
1.2 |
B1500HS(合并) |
2.222 |
|
| 2 |
1.0 |
1.304 |
1.2 |
1.565 |
|||
| 3 |
1.2 |
DC01 |
0.112 |
1.2 |
DC01 |
0.112 |
|
| 4 |
1.0 |
B340LA |
0.696 |
1.0 |
B210P1 |
0.275 |
|
| 5 |
1.5 |
B340LA |
0.295 |
1.5 |
B210P1 |
0.296 |
|
| 6 |
1.5 |
B340LA |
0.111 |
1.5 |
B340LA |
0.111 |
|
| 减重 |
|
|
|
|
|
|
0.712 |
通过热冲压工艺,该总成共减重1.42kg,材料利用率提高了16%。通过板材费用、加工费用和模检具费用等多方面比较,热冲压单件费用(10万件公摊内)约比冷冲压高16.9元,热冲压单件费用(10万件公摊内扣除工装)约比冷冲压低34.3元。可见,在满足一定产量的前提下,热冲压工艺可有效降低生产成本。
在热冲压工艺中,国外企业对于整个工艺流程、关键设备和生产物料有着极强的话语权与技术封锁,而国内企业还处于研究摸索中。热冲压成形技术对于中国整车制造行业有着深远的影响,如何通过学习和借鉴掌握该技术,从而具备热冲压工装的开发能力,提高中国汽车制造在全球业界的话语权,成为亟待解决的问题。江淮汽车与多家企业合作,致力于掌握热冲压车身件设计与工艺实现的核心技术,同时积极进行正向研发,为尽早实现热冲压成形技术国产化、市场化不懈努力。
AI《汽车制造业》
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多