解决缸体油孔刀纹问题的工艺研究
汽车的制造中,发动机是最关键最核心的部件,俗称汽车的“心脏”。它是一辆汽车中最为复杂和最能体现制造技术的部分,而气缸体是发动机的主体,它将各个气缸和曲轴箱连成一体,是安装活塞、曲轴以及其他零部件的支承骨架,同时气缸体内部集成了发动机中大部分油道。油道主要作用是供高压润滑的机油通过,柴油机油道压力通常在290kPa以上,油道一旦泄漏,将导致严重的后果。在制造中,油道的密封性能必须得到保证。
问题提出
我司引进美国福特汽车的PUMA发动机,并建造了自己的缸体、缸盖、曲轴及连杆的机加工生产线和整机装配线。生产线设计产能10.3万台/年,其中缸体生产线孔类加工全部使用德国双交换托盘卧加工中心。发动机投产三年后,售后先后反馈有500 km 新车发动机漏油。仔细查看漏油部位,主要是从发动机缸体后端面主油道孔口渗出,孔口密封方式为抽芯铆钉。进一步拆除抽芯铆钉查看失效原因 ,发现主油道孔内有明显的螺旋状刀纹( 图 1 ),刀纹用指甲触碰有所感知。同时,拆除一台不渗油的缸体,孔内部无异常刀纹。查找投产前三年记录,无发动机油道漏油反馈,查找投产时封存的样件,无刀纹问题。
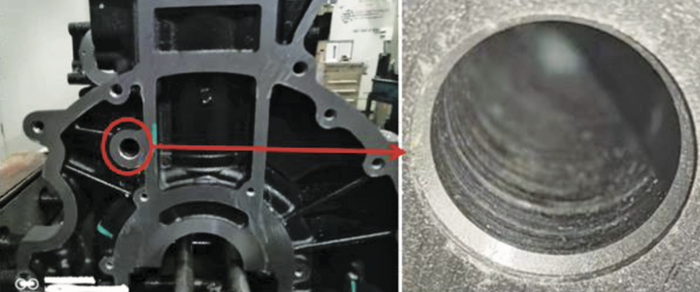
图 1 主油道孔内螺旋状刀纹
初步原因分析
针对主油道孔内螺旋状刀纹产生的原因,我们首先对加工工艺进行梳理:
根据主油道孔的产品图纸(图 2),得知主油道 孔总深度427 mm,孔径 φ 16(-0.16,+0.32)mm, 孔内粗糙度R a6.3 mm。根据主油道引导孔直槽钻图纸(图 3),得知刀具直径是 φ16.18 mm(H7)。根据深孔麻花钴图纸(图4),得知刀具直径是 ¢16.15mm(H7)。
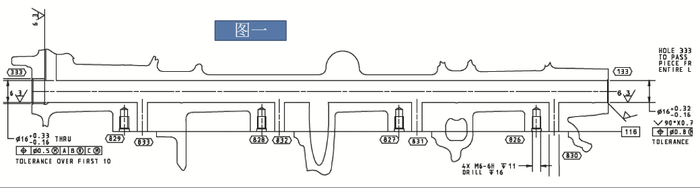
图 2 主油道孔的产品图纸
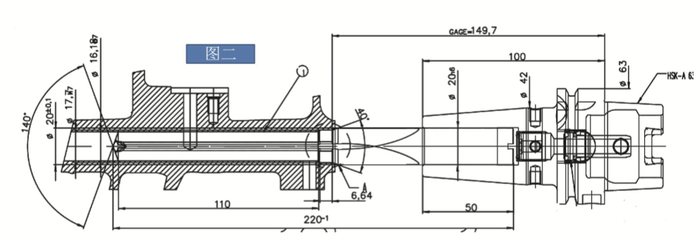
图 3 主油道引导孔直槽钻图纸
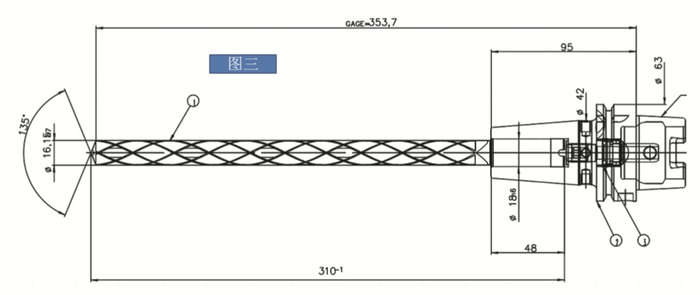
图 4 深孔麻花钻图纸
加工顺序:首先引导孔直槽钻在后端面和前端面分别钻孔,深度分别是110mm和118 mm ;第二步是麻花钻在前端面钻孔深度190mm,然后在后端面钻孔深度250mm,钻通主油道孔。加工完成后以F5000的速度进行退刀。
初步原因:通过对直槽钻加工后暂停加工,我们发现直槽钻加工完后孔内光滑无刀纹,再继续使用麻花钻加工,刀纹出现,螺旋刀纹的间距和退刀速度匹配。初步确定刀纹的产生是由麻花钻退刀导致,同一台机床螺旋刀纹时有时无。
根本原因分析
经过判断,我们确定螺旋刀纹是深孔麻花钻退刀时造成的,对于造成深孔麻花钻退刀纹产生的原因,我们从以下方面进行分析:工件:测量有刀纹和无刀纹工件定位面和定位孔,尺寸合格、外形相同,无其他干涉造成影响; 测量工件硬度分别为208 HB和210 HB,符合图纸要求的187 ~ 241 HB要求;工件成分组织测量无异常。通过以上判断,初步可排除工件原因导致退刀纹。
夹具:检查双托盘夹具压块锁紧螺母,拧紧正常;检查机床自动夹紧状态下的压头和压块,无松动;夹具定位销直径和定位面测量正常;夹紧状态下表显托盘夹紧压力为240 bar(1bar=105Pa), 在要求的210~260 bar范围内。通过以上判断,初步可排除夹具原因导 致退刀纹。
刀具:实测引导直槽钻直径为φ16.17mm,符合 φ 16.18mm(H7) 要求;实测深孔麻花钻直径为 φ 16.13 mm,符合 φ16.15 mm(H7) 要求;实测深孔麻花钻径向圆跳动 0.007 mm,符合要求;引导钻和 深孔麻花钻之间设计预留的间隙为0.04 mm,符合间隙要求;
机床:使用激光干涉检测仪对机床重复定位精度进行检测,实测为0.0029mm,符合0.005 mm 以内要求;架表实测机床主轴径向近端圆跳动为0.008 mm,远端为0.021 mm ;侧母线为 0.014 mm,符合要求。观察机床换刀过程,确认深孔麻花钻刀柄与主轴结合无夹杂铁屑等脏物,机床主轴换刀吹气功能 正常;在液压站出口处连接压力表,监测液压站输出压力稳定。
程序:深孔麻花钻快进转攻进时安全距离预留为3mm,实测为3 mm正常;深孔麻花钻快退速 度为F5 000 ;尝试更换以 F2000 快退速度并试加工,刀纹变得更加密集,波纹之间间距变小。
根据以上验证,加上新引导孔麻花钻和深孔钻头累计修磨使用寿命是 15 ~ 20 次。综合判断: 刀具修磨质量、直径、跳动和机 床主轴跳动等综合原因最终导致螺旋刀纹的偶发性出现。
解决方法
1. 方案一
目前使用的引导钻和深孔钻都是修磨刀具,把引导钻和深孔钻更换成新刀(未修磨)并加工 验证,共加工10件,出现1件刀纹工件,增加引导孔和深孔钻 之间钻孔间隙,为验证间隙对刀纹的影响,人为把麻花钻的直径修磨至φ16.05 mm,引导钻直径保持不变,引导钻和深孔麻花钻之间间隙提高至 0.12 mm。把修磨后的深孔麻花钻用机床进行加工验证。共加工10件工件,出现 2 件螺旋刀纹工件。
2. 方案二
把后端面引导孔深度从 110mm分别降低至70mm和 50 mm,同时把深孔麻花钻的攻进位置缩短70mm和50mm,与引导孔深度相匹配。在其他条件未改变情况下进行加工验证, 两种距离各加工10件工件,分别出现4件和3件螺旋刀纹,此方案无法消除刀纹。
3. 方案三
在按现有工艺方案引导钻和深孔麻花钻加工完成的基础上,在后端面主油道孔孔口增加一把铰刀进行铰削,铰削深度与抽芯 铆钉相匹配。
根据产品设计方确认,抽芯铆钉不能进行直径更改,故要预留铰削余量必须对孔口的直径 进行缩小。在保留孔口直径匹配 抽芯铆钉不变的情况下,需对引导孔和深孔麻花钻的刀具进行变更。经过和刀具工程师、产品设计工程师确认,引导直槽钻直径从φ16.18mm(H7)改 为 φ15.73 mm(H7),深孔麻花钻直径从φ16.15mm(H7)改 为φ5.7mm(H7),铰刀直径 设计为 φ16.2 mm,铰削长度为 15 mm。改进后的直槽钻、麻花钻、铰刀装用机床进行铰削加工实验。实验共加工 58 件,未发现异常螺旋刀纹工件。经过数据统计分析,改进后孔径的能力数据,改进前后的主油道孔孔内照片如图 5 所示。通过在麻花钻后增加铰刀的加工方式,问题得到解决。
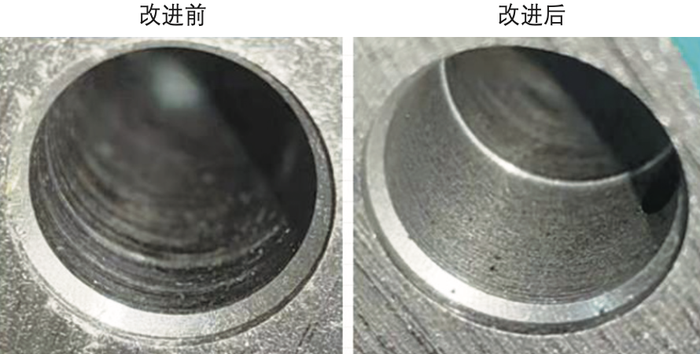
图 5 改进前后的主油道孔孔内照片
总结
综上所述,本文通过工件、 夹具、刀具、机床及程序等因素进行单个分析确认,最终发现各因子之间按照对应的标准并无明显的异常。在所有因子中,刀具因素产生的影响最为突出,主机厂钻头类如麻花钻和深孔钻头等 累计循环修磨使用15~20 次才达到报废标准。综合判断:刀具修磨质量,刀具直径、跳动和 机床主轴跳动等综合原因最终导 致螺旋刀纹的偶发性出现。我们在不影响质量和不增加其他隐患的前提下,通过增加铰刀加工消除此问题。
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多