大型一体化压铸件对汽车制造的挑战及解决方案
大量研究,尤其是来自Ducker-Carlisle 的研究表明,轻型车辆中铝的使用量几十年来一直在增长,在北美每辆轻型车辆已超过 500 磅(227 公斤),在欧洲每辆轻型车辆超过 396 磅(180 公斤)。到目前为止,铸件一直是主要的产品形式,但近年来,甚至在未来几年,板材和挤压型材的应用将显示出最大的增长率。铝材使用的主要驱动力一直是轻量化。
汽车电气化的快速发展不仅延续了铝的增长趋势,同时也改变了铝产品结构。从历史上看,铸件一直是主要的产品形式,主要用于内燃机 (ICE) 车辆的动力系统(主要使用次级 A380 或 319 合金),而混合动力车辆通常包含较小的发动机,而纯电动车辆 (BEV) 则采用铸件。不使用 ICE。现在,铝的增长已转向车身和底盘,对于电动汽车来说,也转向电池托盘和电力驱动部件。如今,这些部件主要由板材和挤压产品制成,只有一些铸件,这些铸件通常是结构性的,因此采用更复杂的工艺和更清洁的铝合金(来自清洁废料的初级或次级铝合金)制成。
目前,较高的铝含量,尤其是金属板材和型材的组装,意味着更高的成本。此外,如果使用原铝,也意味着更高的碳足迹。因此,OEMs及其供应商一直致力于降低其零部件的材料和加工成本,同时提高生产质量并增强可持续性,即增加所有类型铝制零件的回收含量[1]。
在过去的几年里,一种新的趋势开始流行。这一趋势由特斯拉发起,涉及使用大型一体化压铸件(也被一些原始设备制造商称为“巨型铸件”)。这些大型铸造结构部件能够将许多不同的零件集成到单个超大型铸件中。这不仅会影响汽车的制造方式和铝的总体使用,还会影响轻型车辆中不同产品形式(铸件、板材和挤压件)的含量。换句话说,它可能会刺激铸件的新增长。
汽车制造中的大型铸件及用铝的变化
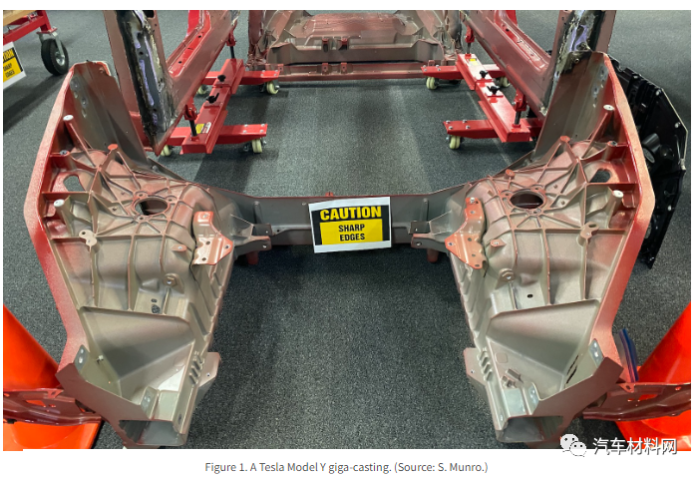
Tesla 在其 Model Y 中使用了两个大型一体化压铸件(giga-castings)作为前后车身底部(图 1),从而彻底改变了传统车身(一体式车身)设计并简化了制造。与 Model 3 相比,这两个铸件更换了 171 个零件(主要是冲压件以及一些较小的铸件),消除了 1,600 个焊缝,并从装配线上移除了 300 个机器人,从而显着减少了所需的资本投资和占地面积[2]。这些巨型铸件是在称为千兆压力的大型机器上制造的,该机器能够实现 6,000 吨的锁定力,理论上每小时能够生产多达 45 个铸件[3]。
 其他各种汽车制造商,例如沃尔沃及其电动汽车品牌Polestar,此后也决定走同样的道路,并投资了巨型压力机(但沃尔沃将这些部件称为mega-castings)。沃尔沃希望开发多种车型,使其白车身 (BIW) 元件能够使用相同的大型铸件。铸件还将集成悬架臂和电动机等部件的安装点[4]。
其他各种汽车制造商,例如沃尔沃及其电动汽车品牌Polestar,此后也决定走同样的道路,并投资了巨型压力机(但沃尔沃将这些部件称为mega-castings)。沃尔沃希望开发多种车型,使其白车身 (BIW) 元件能够使用相同的大型铸件。铸件还将集成悬架臂和电动机等部件的安装点[4]。
其他众所周知追随(或计划)这一趋势的著名汽车公司包括梅赛德斯-奔驰、大众、丰田、通用汽车、现代以及中国电动汽车初创企业蔚来和小鹏汽车[5]等。许多其他 OEM 至少正在考虑千兆级铸件或已经在进行研究。
车身大型铸件主要用于集成铝和钢板冲压件,这可能会对车辆中铝板含量的增长产生些许影响,但会将部分钢(板)转化为铝(铸件)。在这种情况下,挤压件受到的影响较小,因为碰撞盒等部件在中空(挤压)设计中比开放式铸造设计更好。可能会对电池托盘中的挤压件产生一些影响,其中巨型铸件被用来取代挤压件和多材料组件。然而,这些电池托盘铸件不会集成门槛/碰撞摇杆,因为(多)空心挤压设计比这些铸造部件集成到铸件中时表现更好。总的来说,对铝板和挤压材含量的影响可能不会很大,只会是长期的。相反,大型铸件将有助于增加汽车中铝的总含量,从而夺走钢板冲压件的一些份额。
优点
使用大型铸件可以带来许多好处。例如,它们减少了车辆中的部件数量。通常,车架或车身底部(通常由大量冲压板材部件和一些铸件组成)可以集成为一个大型铸件,从而可以减轻汽车的整体重量。这对于纯电动汽车尤其重要,因为它可以增加行驶里程并使汽车更加高效。然而,由于铸件只能在一定的厚度范围内制造,并且不可能比 2 毫米薄得多,因此重量减轻并不是必然的。相比之下,板材冲压件的厚度可低至 0.7 毫米,并且比铸件具有更高的强度。
通过使用一个大型铸件,车辆的物料清单变得不那么复杂,这使得汽车的制造和组装过程变得更容易、更快捷。它还减少了所需的资本投资[6]。这在新建工厂中更容易、更有利。可以设计和布局新建设施,从一开始就减少装配空间和时间。另一方面,旧工厂需要重新设计,并会导致其他完全可用的设备突然变得过时[7]。
供应链物流也减少了,对成本和环境产生了积极影响。装配线的长度和汽车组装的时间都缩短了,因为较大的铸件也意味着需要更少的焊接来连接较小的部件[4]。Tesla 表示,使用大型铸件可将其成本降低高达 40%(尽管其他报告估计这一数字接近 20-30%)[7]。同样,大众汽车还将应用这种新的汽车组装方法,利用该技术劳动力密集程度较低的金属组装方式,使汽车能够在高成本国家经济地组装。
汽车中大型铸件的另一个可能的优势是提高碰撞性能。但值得注意的是,对此存在着相互矛盾的意见。特斯拉首次解决了碰撞性能问题,当时他们提交了关于碰撞情况下大型铸件减震特性的专利。然而,其他消息来源认为,由于可使用的合金类型有限(整个铸件只能使用一种合金)和生产工艺的限制(例如壁厚限制),大型铸件的碰撞性能是一个缺点)[4]。如前所述,众所周知,空心挤压型材能够比开口截面铸件吸收更高的碰撞能量。
缺点
尽管有上述优点,但大型铸件也有一些缺点需要考虑——首先是可修复性。车辆中的一个大型铸件几乎不可能进行小规模维修。对于涉及多个部件的组件,工程师可以简单地拆卸并更换损坏或有缺陷的部件[4]。然而,如果采用千兆铸件,则必须更换整个铸件,成本高昂。
第二个缺点是在制造过程中保持严格公差的挑战。大型铸件的整个零件具有不同的壁厚,在冷却和随后的淬火阶段,每个零件在模具内的冷却方式不同。这会导致通常难以精确模拟和预测的失真。因此,与钣金组装工艺相比,巨型铸造的公差偏差和变化仍然存在一些未知因素。此外,巨型铸件不是使用标准点焊程序连接到其他零件,而是使用其他方法,这也可能导致意外或未知的几何变化[5]。
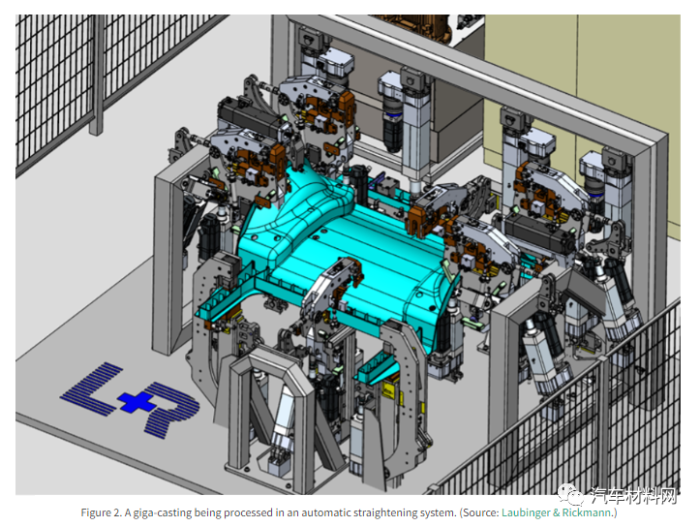
需要付出更多的努力来获取有关零件的所有信息并了解其偏差,但是巨型铸件的这一特性及其尺寸使得生产具有正确公差的无缺陷铸件变得非常困难。因此,即使使用不需要热处理或可能只需要人工时效而无需淬火(T5)的合金,达到正确的公差通常也需要使用自动智能系统进行复杂的矫直(图2)。
第三个问题涉及铸造质量。制造(几乎)无缺陷的结构铸件很困难,但将整个前/后车身底部或电池托盘制造为单个巨型高质量铸件极具挑战性。因此,废品率很容易超过冷成型工艺和装配的废品率。
生产大型铸件的挑战
压机
有人可能会问,为什么车企在特斯拉之前没有想到使用超级铸件呢?答案是,制造这些大型压铸部件的过程在很多方面都极具挑战性。例如,增加压铸机 (DCM) 的尺寸并不简单。八年前,4,500 吨的 DCM 被认为是巨大的。现在,DCM 的锁定力最大可达 9,000 吨,12,000 吨甚至 15,000 吨的 DCM 即将推出[6,8]。
模具
此类大型铸件的模具也很大(可达100吨),需要使用起重机等大型设备进行搬运。这种尺寸也给模具设计,尤其是热管理带来了挑战。此外,压铸模具价格昂贵且使用寿命不长,典型模具寿命约为 100,000 次注射(使用结构合金时)。相比之下,冲压机(用于基于板材的部件)的模具在其模具寿命内最多可生产 600 万个零件。除非模具寿命得到解决,否则巨型铸件不太适合大批量车辆。
材料
在传统 DCM 上制造过减震塔等结构铸件的人都知道,制造高质量(基本上“无缺陷”)、具有高机械性能的碰撞相关结构铸件是多么具有挑战性。大型铸件也是结构铸件,只是体积大很多倍,具有复杂的设计(集成凸台、肋等),具有不同的壁厚,并且填充模具型腔所需的金属流动长度非常长,这使得填充结束时更容易出现铸造缺陷。同时,必须保持严格的公差,因此应避免热处理(特别是固溶热处理和淬火)。
长流动长度通常通过近共晶(10-11% Si)合金来实现,但为了实现所需的高伸长率,此类合金需要 T7 热处理。降低硅含量会增加 F 状态(铸态)条件下的伸长率以及通过简单的 T5 热处理(甚至仅通过烤漆工艺)即可达到的所需性能,但会降低铸造性(尤其是在铸态中的流动长度)。目前针对大型铸件的折衷方案是使用含有约 7% Si 的合金,一些 Mg 是为了提高强度,Mn 是为了最大限度地减少模具焊接,Sr 是为了共晶改性,Fe 含量相对较低(低于 0.25%),以及其他杂质。就特斯拉而言,合金中甚至可能含有一些铜。尽管避免了固溶热处理和淬火,如此大型铸件的变形仍然是一个巨大的挑战,并且手动矫直根本不可能。因此,往往需要智能自动矫直系统。
运输装配
与典型的压铸中心相比,处理每个铸件80-100公斤(176-220磅)的抛丸重量需要不同的熔炉和金属处理和转移概念。当铸件尺寸增加到千兆级时,许多大型铸件完成后,搬运、储存,尤其是运输都是额外的挑战(一辆标准卡车只能容纳 8-20 个铸件),这就是为什么生产通常安装在靠近车辆装配厂的设施中的原因。如果大型铸造厂由OEMs(如特斯拉或沃尔沃)承接,这会变得更容易。然而,寻找供应商对靠近客户汽车装配厂的大型铸造厂进行巨额资本投资也可能是一个巨大的挑战,因为这会造成对单一客户的巨大依赖。
可持续性
可持续性也越来越受到汽车市场的关注。目前,众所周知,铝制汽车车身板具有较高的回收含量,而结构压铸件(与传统压铸件相反)迄今为止主要使用初级合金。由于原铝通常具有较高的碳足迹(除非供应商使用可再生能源制造原铝),因此需要增加结构压铸件的回收含量。幸运的是,结构压铸件现在可以用(有时相当高)回收成分来制造。例如,沃尔沃表示,其大型铸造项目正在帮助该公司到 2040 年实现碳中和的可持续发展目标,因为它减少了整个生产过程中的环境足迹,允许高回收含量,并由单一合金制成(因此易于回收)。重量减轻(特别是因为它取代了钢板冲压件)也有助于减少汽车在使用阶段的能耗。
考虑流变铸造作为解决方案
一些OEMs或铸造商现在将流变铸造(半固态铸造)视为解决所讨论的大多数大型铸造挑战的潜在解决方案。流变铸造提供了许多潜在的优势和可能性,包括:
零件复杂性/集成性:它允许铸造具有非常厚和非常薄的截面以及更均匀特性的高完整性/高质量组件。
零件尺寸:它可以显着增加型腔中的流动长度,这对于非常大的零件来说是理想的选择。
模具寿命:大型模具非常昂贵,据说流变铸造通常可以使模具寿命加倍。
减小机器尺寸:流变铸造需要更少的额定值和溢流,这意味着投影面积要小得多。它们需要的增压压力较低,这有助于将压铸机所需的锁紧力降低 30-50%。这减少了资本投资、占地面积,通常还减少了周期时间。
合金和可持续性:它允许使用低硅合金,同时保持出色的铸造性(流动长度)并实现高回收含量。例如,蒙特利尔(Montreal)的 Dynatool Industries 使用 Comptech 流变铸造工艺为 Rivian 电动货车生产门铰链柱铸件。这些 A356-T5 合金结构半固态铸造件使用eccomelt356.2 由 100% 消费后废车轮制成,以实现低碳足迹,目前正在批量生产。它们通常能够提供 170 MPa 的屈服强度、250 MPa 的极限拉伸强度和 10% 的延伸率(标准偏差较小)——这是大型铸件的理想目标[9]。
结 论
在汽车行业,人们对大型铸件进行了大肆宣传,许多OEMs现在正在研究它们,因为它们可以彻底改变车身设计和制造。目前,前部和后部车身底部以及电池托盘均采用了大型铸件。在车身中,它们主要替换(铝和钢)金属板材和其他(较小的)铸件,而在电池托盘中,它们替换挤压件或多材料组件,包括板材冲压件和一些较小的铸件。大型铸件对汽车铝材增长的总体影响显然是积极的,而其对轻型汽车铝型材和板材使用的影响估计相对较低。板材在白车身和封闭件中的应用将继续增长,而挤压材在门槛、碰撞摇杆、以及许多其他 BIW 和 BEV 应用中继续增长。巨型铸件有几个与之相关的挑战和缺点,即可修复性、实现公差的困难以及生产的挑战。一些OEMs或铸造商现在将流变铸造视为解决大多数生产挑战的潜在解决方案,这也允许使用高回收成分并提高可持续性。
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多