传统新能源汽车工厂要为CTC电池技术做出哪些改变?
参照手机电池的发展历程,由于消费者对厚度、重量、性能等方面的需求不断上升,手机电池从可拆卸设计逐步走向不可拆卸的集成化设计。而在新能源汽车领域亦是如此,为提高新能源汽车的续驶能力,只能在有限的空间内尽可能提高电芯能量密度,而磷酸铁锂电池和三元锂电池的电芯能量密度越来越接近理论上限。进行系统结构创新,尽可能充分利用电池包体积,以提高成组效率,进而提高空间利用率,就成为提高电芯能量密度的另一重要路径。在这种背景之下,CTP、CTC等集成化技术应运而生。
新能源汽车的集成化是未来趋势,而集成化程度更高的CTC技术将占据主流,故总装规划需对现有工厂的工艺布局提前策划,满足后续产品需求,之前我们梳理过《新能源汽车电池结构演进路径》和《新能源汽车电池车身一体化技术对比分析》两篇文章,为大家介绍了新能源汽车电池多种技术方案的优缺点及应用背景,本文将针对现有总装产线的工艺布局如何针对CTC结构的新能源电动汽车进行调整,希望能够给当前新能源汽车总装车间在未来的工艺调整中提供一些借鉴。
01CTP与CTC技术的结构对比
CTP技术是电池结构创新的一大进步,主要通过取消模组设计,将电芯集成为电池包,但是CTP技术却没有突破电池包本身,电池包仍旧是一个独立的零部件。CTC技术则是直接将电芯安装在一体冲压成形的车架地板内,利用车身纵梁、横梁形成完整的密封结构,进一步加深了电池系统与新能源汽车动力系统、底盘的集成,减少零部件数量,提升空间利用效率。CTC技术是在CTP技术的基础上,将电池系统与底盘或车身进行高度融合的结果。

02CTP与CTC技术总装工艺流程对比
汽车总装是按照有关标准,将汽车的各个零部件进行合理的组装、检测,并最终形成完整汽车产品。
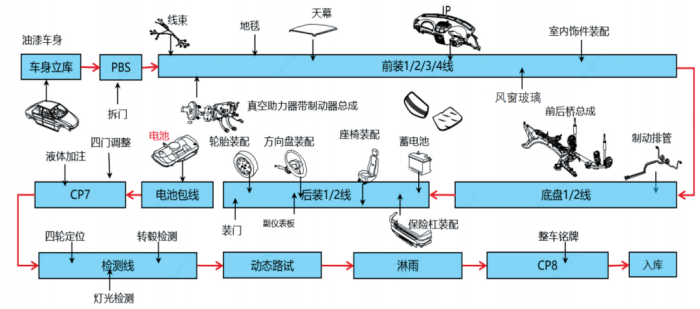
总装生产线由油漆车身输送线、前装线、底盘装配线、后装线、电池装配及电检线、调整检查线、整车性能检测线等主线,车门分装线、仪表分装线、前后轴分装线、前后保分装线、座椅线、轮胎线、电池包线等辅线及分装线组成。
CTP技术没有突破现有的电池包本身,只是将电芯集成到电池包中,减少了电池模组,有效降低电池成本,电池包仍然是一个独立的零件,在总装电池包装配主线上,利用AGV或链床实现与车身的合装,CTP结构是目前汽车电池包的主流结构。
CTC技术即电池底盘集成技术,是将电芯直接集成到底盘,实现大三电、小三电、底盘系统以及自动驾驶相关模块的集成,作为一种全新的电芯集成方案,为减少车身零件数量及重量、提升电池容量并延长续驶里程,采用了电池车身(或底盘)一体化的设计,这一设计,成为电池包下一代技术升级的重要方向,同时对总装的工艺流程,存在较大的影响,会突破现有总装传统的BOP。

基于一体压铸成型的车架地板,电芯将直接放置其内,故在传统的总装PBS输送线至前装线之间需增加电芯的装配及相关检测工艺,相当于将传统的电池Pack线调整至总装主线,总装传统的BOP将随之改变。


03CTC技术总装工艺布局调整
现有的汽车总装车间普遍存在建筑面积小、工艺布局紧凑等特点,如何在PBS下线与前装线之间增加合适的工艺线体,是各汽车总装规划亟须研的课题,PBS输送线通常采用空中地面摩擦线或滚床滑橇,前装线通常采用板式输送线或宽推板,工艺布局调整要基于以下要素进行分析对比,选择合适的方案进行。
(1)根据生产节拍、CTC结构装配工时、工位密度、工位宽度等要素确定所需要新增的工位数量及面积,调整对应的BOP。
(2)根据PBS及前装线的设备形式选择合适的转接设备及新增工艺线体设备形式。
(3)根据新增工艺路线区域,策划此区域原先的工艺功能,如物流PC、分装线体、SPS等,寻找合适的区域给予调整。
(4)根据电池Pack组装线的工艺要求,需同步工艺线体在恒温恒湿的环境下进行装配、检测、充放电、返修等,工程依据标准GB50016-2014建筑设计防火规范和GB50084-2017自动喷水灭火系统设计规范以及GB50974-2014消防给水及消火栓系统技术规范中丙类消防等级进行策划。

04CTC技术总装工艺线体的比较
总装工艺可根据具体方案对比见表所示,选择一种合适的方案加以实施,希望能够给当前新能源汽车总装车间在未来的工艺调整中提供一些借鉴。

龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多