车身焊装车间自动物料响应方法
0 引言
物料响应的及时性和准确性是影响整车制造工厂生产效率的关键因素。各主机厂为提高设备利用率,降低制造成本,往往采用在一个工厂进行多车型柔性化生产,不同车型的物料需求更加对生产线旁的物料响应带来挑战。随着车间在自动化、智能化方向上的不断升级,越来越多的上件工位已采用自动上料形式,传统的人工叫料拉动物料响应方式已无法满足需求。本文介绍了几种在车身车间应用的物料响应方式,并对各方式的使用场景及优缺点进行对比,对未来各主机厂自动化布局有一定借鉴作用。
1 车身车间物料响应系统概述
传统的车身车间大部分上件工位采用人工上件形式。当线旁物料缺少时,线旁操作工人通过使用物料安灯系统进行物料拉动,物流得到拉动信号后,进行对应物料派送。物料安灯拉动通常使用安灯拉绳或者按钮两种形式,具体选择哪种形式往往取决于所在生产区域的物料种类数量与摆放复杂程度。物料安灯的布置不仅与零件上件工位有关,同时也需考虑整个车间的物料供应区布局。因此,有时物料的安灯拉动系统可能并不在这个物料的上料工位。
随着各主机厂自动化的普及与应用,很多物料上料工位已采用无人化的全自动上料,物流将物料送至对应工位后,通过线旁库位的高精度定位或者视觉引导系统,实现机器人对物料的自动抓取。针对自动抓取工位,工位旁无相关操作人员可以及时地拉动物料,如果继续使用传统的人工安灯物料响应系统,只能通过人工巡线的方式来判断是否需要拉动物料,此方式不仅增加了额外的人力成本,而且增加了因巡线不及时导致停线的风险。因此,找到合适的自动物料响应方法便是各主机厂自动上料工艺方案规划的关键所在,本文介绍几种在车身焊装车间应用的自动抓料库位的物料自动响应方法。
2 自动物料响应方法
2.1 PLC计数
PLC计数方法,是指通过PLC程序控制中增加计数语句,从而实现对已经抓取的物料数量进行记录。该方法的基本原理是:当物料满料进入库位后,物流驳运人员或AGV自动小车触发信号给PLC,PLC收到该信息后计数清零并开始计数。机器人抓手每成功抓取一次物料,PLC的计数加一。当计数数值达到设定的临界值时,PLC通过工厂IT网络发送信号给物流拉动物料,如图1所示。
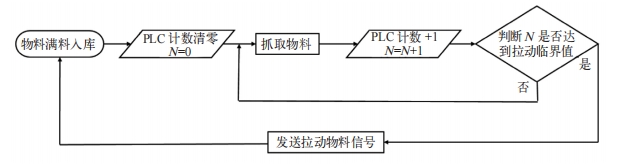
图 1 PLC 计数法拉动物料原理
PLC计数方法的优点是其不需要额外的硬件设备支持,方法简单易于实施,物料状态及信息统计相对准确,但其应用有着较大的局限性。首先,需保证每次进入工位的料箱内物料数量保持固定,针对同一种物料,PLC计数并不对实际来料数量进行识别,仅按照预先设定的抓取零件数拉动物料。若每次来料数量不一致,会导致PLC拉动物料时料箱内剩余物料数量过多或过少,造成生产浪费或停机。其次,在多车型同时生产时,在车型切换时必须保证每次要切换的车型物料为满料状态,因为在切换车型后,PLC计数会清零并重新开始计数。当然,也可以设置不重新计数,但是其逻辑相对复杂,在实际柔性生产中更容易出错。最后,若现场设备出现故障,PLC程序需要重置时,PLC计数会清零并重新开始统计,此时也需在生产库位内重新填满物料。
综上所述,PLC计数方法虽然相对简单,但其局限性也较大。该方法通常应用在一个料箱内物料较少且最好是每种物料单一库位的情况下。如部分大的来料总成件,满料时料箱或料架内物料数量不大于10套时可考虑应用PLC计数方法拉动物料。
2.2 传感器感应识别
传感器感应识别方法是通过不同种形式的传感器对工位内物料进行实时检测。当识别到物料到达拉动临界值时,工位内PLC发送叫料信号至物流。传感器感应识别是目前主机厂车身车间主流的自动物料响应方法,感应物料方式和传感器形式也是多种多样。本文选取其中三种由简单到复杂的传感器应用进行介绍,分别为:接近开关、测距传感器和视觉系统。
接近开关响应是一种简易高效的自动物料响应形式,其应用方法为在线旁库位安装一个或若干个接近开关,该接近开关固定在料架内物料临界值的位置,当物料少于该临界值时,传感器无法感应到零件,PLC读取到0位信号并触发物料响应信号给物流。接近开关物料响应的优点是安装和调试较为容易,且系统稳定,故障率较低。但其也有一定的局限性,主要是无法准确识别堆叠式物料和使用料箱装载的物料,因为料箱的料箱壁干涉导致无法布置接近开关。因此接近开关主要应用在上料为料架形式而非料箱形式,且物料之间有一定间隔的上料库位中。图2为某主机厂四门内板采用接近开关进行物料响应的应用场景。

图 2 接近开关进行物料响应示例
测距传感器响应是通过识别传感器与剩余物料的相对距离,将信息传递给PLC,当距离大于指定数值时,PLC通过逻辑判断发送响应信号给物流。相比使用接近开关传感器,虽然测距传感器的逻辑程序较为复杂,但其不仅可以识别堆叠式物料和料箱内的物料,还可以实时检测库位内物料数量。测距传感器响应更加适用于一个工位多库位混料生产的情形。由于测距传感器是依据传感器与物料的相对距离来判断物料数量,测距传感器无法使用在无序放置的看板物料中。图3为某主机厂底板面皮使用测距传感器进行物料响应的应用示例。
图 3 测距传感器进行物料响应示例
针对无序的看板物料,目前国内大部分主机厂焊装车间依然采用人工上件方式,仅有少部分会采用3D视觉的自动抓料。其基本原理是通过3D相机对料箱内的物料进行扫描,生成轮廓信息并通过算法规划抓取路径实现自动抓取。对于这种看板物料,当3D相机扫描料箱时,可以通过算法直接计算其料箱内剩余物料数量或者间接通过体积换算出大致剩余物料数量,实现物料响应。这便是视觉系统这类传感器在自动物料响应系统中的应用。图4为3D视觉识别物料示例。

图 4 3D 视觉系统扫描物料示例
2.3 WIP队列控制法
WIP(WorkingInProgress)在这里指车身车间的生产订单管理,WIP队列控制法是根据整个车间生产计划及实际生产情况,通过中心计算机统一调配和拉动物料的方法。车间的WIP管理系统根据在线物料库存情况和生产计划,确定每个物料拉动的数量和拉动时间。同时,还根据管理系统中的实时数据,及时地调整拉动计划,确保物料供应的准确及时。
WIP队列控制物料拉动是实现无人化工厂的重要手段,可以实现物料的自动拉动和控制。通过生产车间生产信息与物流系统物料配送信息对接,物流可及时获取生产车间的生产状态并按需进行拉动。该方法的优点是响应及时,计划准确,可有效减少线旁库存和过度浪费,是一种非常高效的物料响应方法。
该方法是一种自上而下的整体调配与控制方法,对整个工厂的自动化程度要求较高。整个订单管理系统不仅要知晓生产线的物料使用状态,而且要实时掌握物料的配送状态与配送数量,需要有及时的物料配送状态反馈。但目前很多主机厂物料配送为人工配送,部分人工配送物料并不能有效及时地反馈物料配送状态,导致整个系统无法准确地进行物料拉动。因此,WIP队列控制方法往往应用在AGV小车自动配送物料的工位。AGV小车由于其自动化智能化程度高,可与工厂WIP系统对接,可实时反馈其配送信息给控制系统,实现对物料配送的准确判断。
3 结论
本文列举的几种物料自动响应方法基本涵盖了车身焊装车间的所有应用场景。PLC计数方法最简单,无额外硬件投入,但其应用场景较为局限。传感器感应识别是目前覆盖场景最广的自动物料响应方法,通过使用不同类型的传感器来适应不同料箱和不同物料摆放形式的物料响应需求。传感器感应识别与PLC计数方法都是根据工位内生产信息进行物料拉动,并不能对在途物料进行监控。仅通过这两种方式无法对物料配送进行规划来实现最精益的配送顺序。WIP队列控制方式是一种完全订单式的管理方法,虽然对整个工厂的自动化和智能化要求很高,但其是生产中浪费最少的方式。当然,三种物料响应方式可以结合使用达到相辅相成的效果。在实际工艺规划中,工程师需结合各自工厂的实际情况,不仅要考虑焊装生产系统的现状,同时也要考虑整个工厂物流运作系统的情况,选择最适合的物料响应方式。
参考文献
[1] 蒋桂君.汽车车身物料入厂物流创新优化方案[J].时代汽车,2021(14):P150~160.
[2] 余乐,孙大为,谈洋,等.视觉抓件激光测距传感器测量反馈数据量化在汽车生产线上的应用[J].中国设备工程,2021(1):P146~147.
[3]于淼.车身无序堆叠零件自动抓取系统[J].汽车实用技术,2022(14):P125~P129.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:贺政斯,单位:上汽通用汽车有限公司。责任编辑龚淑娟,责任较对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多