汽车天窗连接工艺研究
汽车天窗是车身总成制造的重要组成部分,需要在白车身上实现与顶盖连接,因此连接工艺对于制造品质优良的天窗结构至关重要,其质量的好坏直接影响整车的整体外观质量、密封性能和配合性能等。
采用合理的连接工艺才能保证天窗装配后与周边零件之间均匀的装配间隙,从而达到良好的外观性和互换性。本文针对汽车天窗比较成熟的连接工艺(包括滚边、电阻点焊、CO2焊)进行简单介绍,对最具有应用前景的CMT钎焊进行深入探讨,针对连接成本及一次性投入成本对比分析,总结CMT钎焊的成本优势,并且针对CMT钎焊技术进行深入研究,挖掘制造过程中存在的问题,继而探讨工艺约束及解决方案,为实际生产过程中连接方式的选择提供参考。
主要连接方式
1. 滚边
滚边系统能够针对不同类型的汽车天窗,通过对工作程序做出相应改变来适应不同特征,面对不同天窗时都可以顺利地沿着顶盖的轮廓运动来进行滚压包边运动,因而被广泛应用。然而对于全滚边天窗结构,密封条安装在天窗总成上,宽度大,导致天窗开口面积小,产品视觉效果较差(图1)。
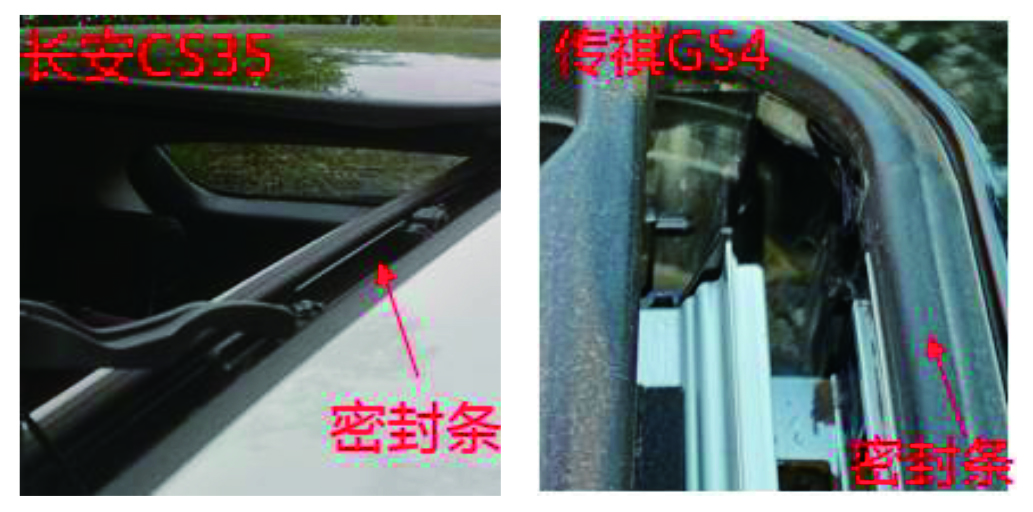
图1 滚边天窗结构
2. 电阻点焊
电阻点焊是白车身最主要的连接方式,由于具有成本低、连接强度高、操作性好等优点,应用最为广泛。目前,采用电阻点焊可实现天窗与顶盖外板的连接,但是,由于电阻点焊需要一定长度的焊接边才能保证有效的连接强度,因而剩余狭窄的空间限制了后续天窗玻璃、导轨和密封条等结构的装配,所以电阻点焊也逐渐被其他方式取代。
3. CO2焊
CO2焊可用于天窗和顶盖外板的连接,但由于其焊接输入热量大,容易造成顶盖外板变形,进而影响装配精度,如图2所示。而且焊缝成形粗糙,飞溅较大,易产生焊渣,污染环境且焊接后需要打磨,工序繁琐,增加生产节拍,因此在天窗与顶盖外板的连接中其逐渐被其他连接工艺取代。
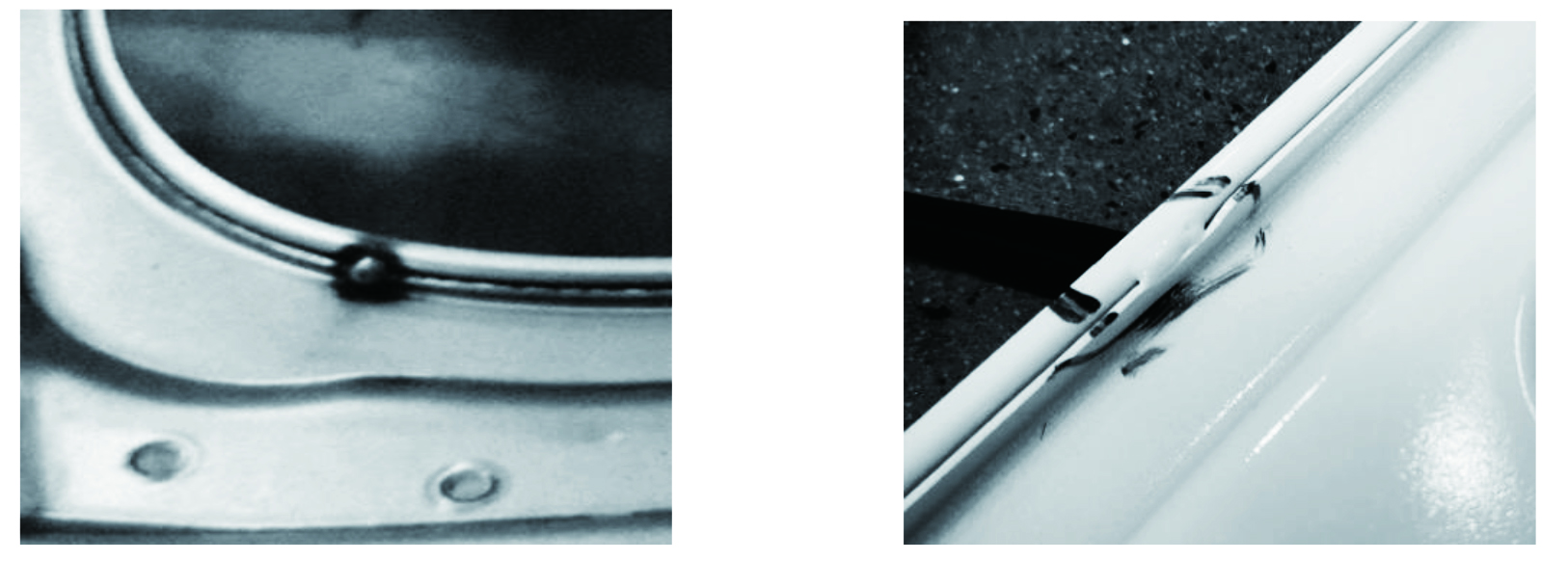
图2 天窗CO2焊
4. CMT钎焊
CMT钎焊可以实现熔滴“冷”过渡,热输入量与常规MIG钎焊相比可降低20%~30%,不仅热输入量小,还具有焊接时电弧加热集中、焊后变形量较小、焊缝美观且有密封作用、效率高、成本相对较低等特点,在汽车行业得到越来越广泛的关注与应用。天窗部位板厚较薄,采用常规电弧焊热输入量过大,焊后变形难以控制。因此CMT钎焊以其独特的优势展现出了良好的应用前景。
对比分析
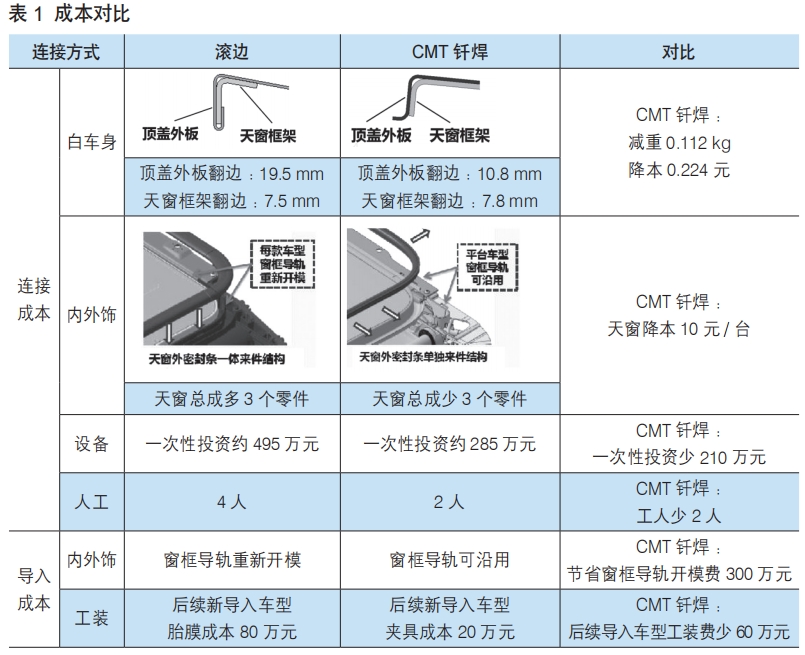
汽车生产制造中,成本非常重要,不仅要考虑车身结构成本,还要考虑工装设备成本、人工成本等。由此针对最常用的连接方式(即滚边和CMT钎焊)从连接成本及一次性投入成本进行对比。如表1所示,CMT钎焊表现出来明显的减重降本优势,为实际生产过程中对连接方式的选择提供参考。
常见问题及解决方案
CMT钎焊在制造过程中存在以下几个问题:
1)零件钎焊面切边尺寸不稳,造成机器人轨迹偏差,熔池形成不足。不带视觉功能的机器人焊接系统,在调试完成后机器人轨迹是一定的,因此若钎焊面切边不稳定会导致焊丝熔化后不在指定的位置,从而不能形成合格的钎缝,对于偏离较大的位置,熔池形成不足,极易形成脱焊。因此要对顶盖外板和天窗框架开设单件检具,对精度进行管控。
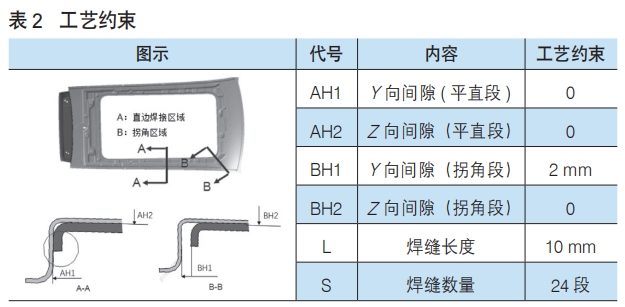
2)顶盖外板与天窗框架之间的实际间隙过大,造成钎焊焊点脱焊、虚焊。在经过多轮修改验证之后,得到表2所示工艺约束,其中直边区域设计贴合,拐角段Y向预留2mm间隙,Z向贴合,可同时兼顾上件装配间隙及搭接面间隙要求。
此外,考虑到顶盖外板和天窗框架在冲压成形时会有一定回弹,造成钎焊面实际间隙大于理论尺寸,因此天窗框架向内走0.5mm特殊公差。
3)热输入过高导致顶盖外板变形。除了设计合理的钎焊面结构,钎焊夹具也会影响钎焊过程中稳态传热和瞬态传热,因此在钎焊工装夹具设计过程中,钎焊焊缝周边布置定位面和夹头,夹头同时控制Z向和Y/X向两个面,将钎焊附近夹头的材料换为铜合金。铜合金导热性高于顶盖外板且与顶盖外板接触,相当一部分的热量会通过导热性较高的铜合金传输出去,从而减小顶盖外板上的热传输量。
结论
综上所述,本文介绍了汽车天窗的主要连接方式,包括滚边、电阻点焊、CO2焊和CMT钎焊,针对连接成本及一次性投入成本对比分析,得出结论:CMT钎焊具有明显成本优势。针对CMT钎焊技术进行深入研究,挖掘制造过程中存在的问题,继而探讨工艺约束及解决方案,为实际生产过程中连接方式的选择及应用提供参考。
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:刘美娜 苏明 ,单位:广州汽车集团股份有限公司 。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多