【内饰材料】竹纤维长径比及含量对环氧树脂基复合材料性能的影响
研究竹纤维长径比及含量对环氧树脂(EP)基复合材料物理力学性能、动态热机械性能和热稳定性的影响,以期开发高性能竹塑复合材料。结果表明,随着竹纤维长径比增大,复合材料力学性能增强;当竹纤维质量分数为70%,竹纤维长径比为553.18,复合材料弯曲强度、弯曲模量、冲击强度分别为111.67MPa、7487.52MPa、24.74kJ/m2,比长径比为353.20时分别提高了53.39%、48.62%、28.86%。复合材料冲击断面SEM结果显示,长径比大的竹纤维与EP的界面结合程度提高。随着竹纤维含量增加,复合材料弯曲性能呈先上升后下降的趋势;冲击强度、储能模量、损耗模量和热稳定性基本逐渐增强,而耐水性能不断下降。当竹纤维质量分数为60%时,复合材料综合性能较佳,弯曲强度、弯曲模量和冲击强度分别为124.43MPa、6816.26MPa、18.88kJ/m2,24h吸水率和厚度膨胀率分别为14.86%、16.44%,可用于汽车内饰材料。



随着“双碳”战略的持续推进,植物纤维增强复合材料受到科研界和工业界的广泛关注,已成为新型材料领域研发的重点。我国是世界上竹资源最丰富的国家,竹材生长周期短、强度高、韧性好、硬度大,如何充分利用竹材特有性质和优良的力学性能、拓展其在复合材料领域的高值利用是竹产业发展面临的共性问题。由于设备、加工工艺、界面相容性等因素影响,当前研究和生产线上研发的竹纤维。
复合材料采用的增强相以竹粉、竹屑、竹短纤维为主,未能充分发挥纤维增强效果。环氧树脂(EP)因其高交联度使得本身韧性较低,抗裂性较差,故本文采用长径比较大的竹纤维为增强相,采用热压成型工艺制备复合材料,探究不同长径比的竹纤维及其含量对EP基复合材料物理力学性能及热稳定性的影响,以期为高性能竹纤维复合材料的开发和应用提供依据。
实验部分
原材料
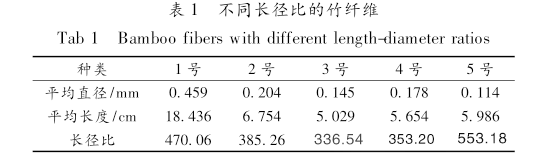
竹纤维:5种不同规格竹纤维(如表1所示),福建海波斯有限公司;环氧树脂(EP):E-51,麦克林;聚醚胺(PEA):D-400,阿拉丁;脱模剂:美树牌,青岛润富加工贸易有限公司。
设备及仪器
电热恒温鼓风干燥箱:DHG9246A,上海精密试验设备有限公司;集热式恒温加热磁力搅拌器:DF-101S,上海力辰邦西仪器科技有限公司;热压机:QD,东莞市科盛实业有限公司;万能力学试验机:GMT6104,深圳三思试验设备有限公司;摆锤式冲击试验机:ZBC7521-B,深圳三思试验设备有限公司;扫描电子显微镜:HITACHI,日本日立。
实验过程
将竹纤维放入105℃烘箱中烘干8h至绝干后,用密封袋密封备用。在自制铺毡工具箱中,手工铺制长×宽×厚为20cm×20cm×4mm的竹纤维,放置于热压机中预压备用;将环氧树脂和聚醚胺混合液在95℃的水浴锅中加热5min后,采用四层纤维、三层树脂的方式,用硅胶刷将其均匀涂在竹纤维上。研究不同长径比竹纤维对复合材料性能影响时,竹纤维:
环氧树脂:聚醚胺的质量比固定为7:2∶1;研究不同含量竹纤维对复合材料性能影响时,复合材料总质量固定为200g。采用两段加压加热,首先,在3MPa、80℃下热压25min,环氧树脂充分渗透至纤维组坯中;其次,加压至7MPa,升温至150℃,热压40min,环氧树脂完全固化;最后放入冷压机中冷压40min,冷压压力为7MPa,待模具冷却至室温脱模取出。。
测试与表征
参照GB/T1449—2005测试试样的弯曲性能,弯曲速率为5mm/min;参照HG/T3841—2006测试试样无缺口冲击强度;采用三点弯曲模式,测试温度30~200℃,升温速度5℃/min,振动频率1Hz,应变振幅0.03%,比较复合材料的动态热机械性能。试样尺寸长×宽×厚为80mm×10mm×4mm;每组试样5个,取测试结果平均值。对不同长径比竹纤维增强的EP基复合材料冲击断面进行SEM分析,断面喷金处理。对不同含量竹纤维增强的EP基复合材料进行热重分析,室温升温到600℃,保护气体为N2。
结果与讨论

不同长径比竹纤维/EP复合材料的冲击断面形貌
由图1a可知,竹纤维/EP复合材料的断面纤维拔出较长,且纤维拔出时撕裂较大,部分纤维呈束状结构,纤维与树脂分层较为明显,界面结合性不高。由图1b~d可知,竹纤维/EP复合材料的界面结合性有所提高,纤维分布较为均匀,但存在断面纤维拔出较长,界面结合仍存在缺陷,有待进一步提高。由图1e可知,长竹纤维与环氧树脂紧密地结合在一起,环氧树脂与竹纤维几乎同时断裂,界面机械结合非常紧密,外部机械能通过基体树脂向纤维有效传递,抗冲击性能得到增强。
不同长径比竹纤维对竹纤维/EP复合材料力学性能的影响
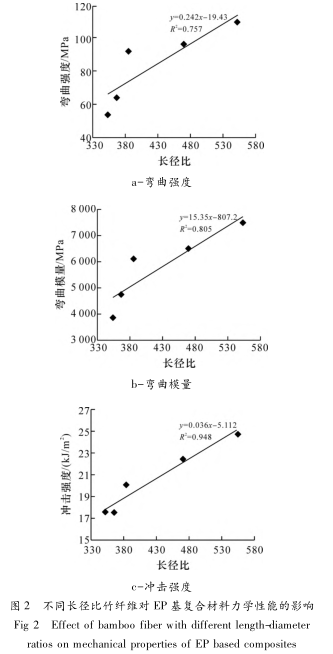
如图2所示,随着长径比的增大,复合材料的弯曲性能和冲击强度基本呈线性增强趋势;长径比较大,为553.18时,复合材料的弯曲强度、弯曲模量和冲击强度最大,分别为111.67MPa、7487.92MPa、24.74kJ/m2,而长径比较小,为353.20时,复合材料的弯曲强度、弯曲模量和冲击强度最小,分别为52.05MPa、3929.56MPa、20.04kJ/m2。这是因为长度较大、直径较小的竹纤维有利于竹材原料的均匀分散,减少纤维板中的空隙数量使其更加密实,从而促进竹纤维与环氧树脂基体之间的机械联锁。此外,竹纤维长径比越大纤维的交织性增强,有利于改善复合材料的力学性能。综上可见,随着长径比增大,竹纤维的交织性增强,纤维与环氧树脂基体的界面结合程度提高,复合材料力学性能越好。故后续研究纤维含量对复合材料性能影响时,统一选用长径比较大的5号纤维。

不同竹纤维含量增强EP复合材料的冲击断面形貌
由图3a、b可以看出,复合材料断面纤维含量少,且截面孔隙较多;由图3c、d可以看出,复合材料纤维拔出较大,纤维与树脂断裂不同步,界面结合程度有待提高;由图3e中可以看出,纤维与树脂整体结合程度有所提高,纤维与树脂几乎同时断裂,截面孔隙较少,侧面反映出纤维含量的增加有效提高了复合材料的冲击强度。
不同竹纤维含量对竹纤维/EP复合材料力学性能的影响
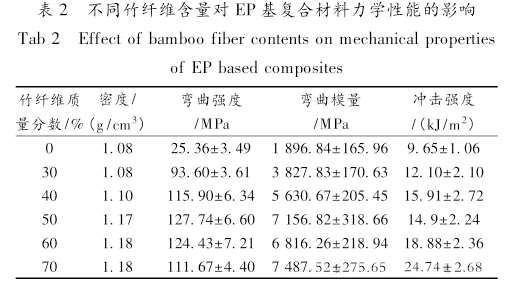
表2为不同竹纤维含量对竹纤维/EP复合材料力学性能的影响。由表2可知,环氧树脂基体中加入适量竹纤维可有效提升复合材料的力学性能。这是因为,在热压过程中,水和温度为竹原料提供了热液环境,降低了竹原料中半纤维素、纤维素和木质素的软化温度,随着纤维含量的增加,复合材料越来越密实,从而提高整体力学性能。另一方面,竹纤维的加入可以有效约束环氧树脂基体的自由移动,所以加入适量的竹纤维能够对抗由于树脂基体内部应力缺陷产生的破坏效果。竹纤维质量分数为0%~50%时,随着竹纤维含量的增加,复合材料的弯曲性能不断增强,而竹纤维质量分数大于50%时,弯曲性能随着纤维含量增加呈下降趋势。当竹纤维质量分数为50%时,复合材料的弯曲强度和弯曲模量达到最佳,分别为127.74、7156.82MPa。随着竹纤维含量的增加,复合材料的冲击强度呈逐渐上升趋势,当纤维质量分数为70%时,冲击强度最高为24.74kJ/m2,相比不含竹纤维时提高156.37%。Wang等发现,使用长径比为420.371的竹纤维制备的EP基复合材料,当竹纤维质量分数为30%~35%时,弯曲强度达到最大值为86MPa;Shi等研究发现,采用平均长度2.54cm、平均长径比为102的短竹纤维,当竹纤维质量分数为45%时,环氧基复合材料弯曲强度达到最佳,为73MPa。薛昊等研究发现,长径比为397.89的竹纤维制备的EP基复合材料,当竹纤维质量分数为40%时,其综合力学性能达到最佳,弯曲强度、冲击强度分别为6876MPa、131.41J/m。由此可见,本文制备的长竹纤维/EP复合材料的力学性能优于当前大部分的国内外相关研究。
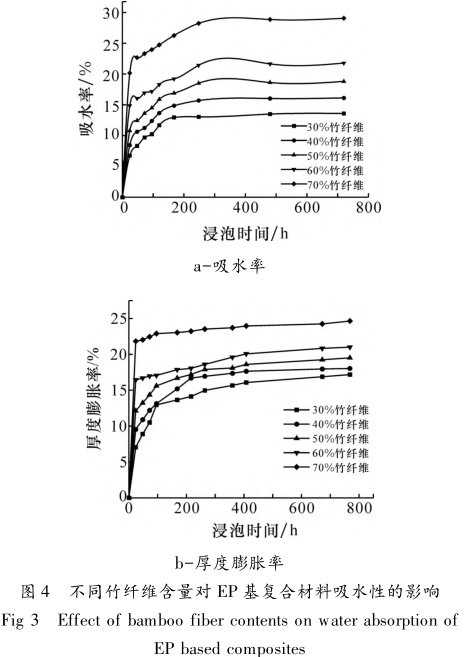
不同竹纤维含量对竹纤维/EP复合材料吸水性能的影响
如图4所示,随着竹纤维含量的增加,复合材料的吸水率和厚度膨胀率不断增大,竹纤维质量分数为30%、40%、50%、60%、70%,浸泡24h时,复合材料的吸水率分别为6.75%、8.44%、10.81%、14.86%、20.16%,厚度膨胀率分别为7.04%、9.54%、12.14%、16.44%、21.83%;浸泡360h时,复合材料吸水率逐渐平缓;至720h时,达到饱和,复合材料吸水率分别达到13.5%、16.03%、18.94%、21.9%、28.83%,厚度膨胀率分别为15.67%、17.36%、18.13%、19.64%、23.75%。复合材料的吸水性主要受竹纤维影响,随着竹纤维含量增加,EP基体不能很好地渗透包裹竹纤维,水分进入复合材料的缝隙以及竹纤维中,从而表现为吸水率和厚度膨胀率的增加。根据标准SFMJ/QA-JS-001和GB/T12626.8—2015的规定,汽车内饰材料的24h的吸水率和厚度膨胀率需分别低于16%和35%,因此,本研究制备的30%~60%纤维增强的复合材料均满足要求。
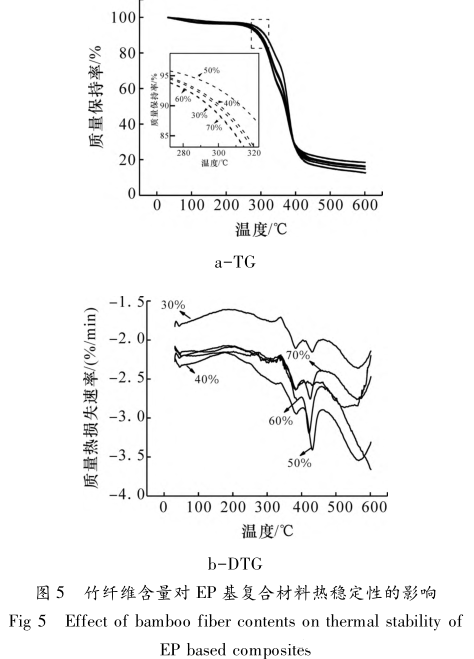
不同纤维含量对EP基复合材料热稳定性的影响
如图5所示,复合材料出现两次失重现象,第一次失重发生在280~340℃,主要是竹纤维的热降解,二阶失重行为主要发生在340~600℃,主要为EP材料的热降解。竹纤维质量分数为30%、40%、50%、60%、70%时,复合材料的初始热分解温度(Ti)分别为295.5、298.3、304.8、297.3、296.7℃。由图5可以看出,随着纤维含量的增加,复合材料微商热重(DTG)峰值变高,对热解的抵抗力增强,复合材料热稳定性总体呈现增强趋势,二阶失重率逐渐减小,残碳率增大,分别为12.58%、14.73%、14.05%、16.32%、18.47%。
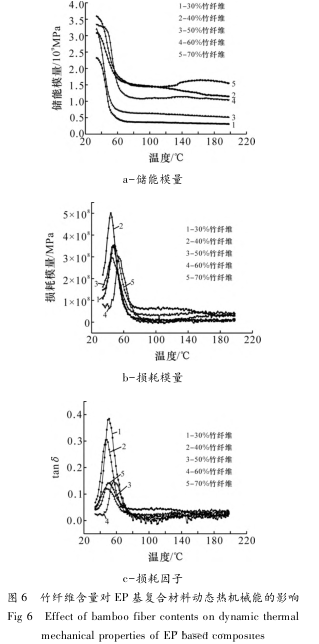
不同纤维含量对EP基复合材料动态热机械性能的影响
由图6可见,随着竹纤维含量的增加,复合材料的储能模量和损耗模量基本也随之增强,表明适当纤维含量的增加有利于提高材料的刚性和韧性,这与前面的力学性能测试结果基本一致;当纤维质量分数为30%、40%、50%、60%、70%时,复合材料的玻璃化转变温度(Tg)分别为47.7、49.9、51.6、54.5、56.6℃。复合材料的Tg逐渐提高,一定程度上也表明复合材料热稳定性增强。因此,综合各项测试结果,尤其是吸水性能来看,竹纤维质量分数为60%时,复合材料综合性能较佳,且材料原料成本和运输成本较低。
结论
1)适量竹纤维的添加可增强增韧EP树脂,提高复合材料的热稳定性;且随着竹纤维长径比的增大,EP基复合材料的力学性能增强。
2)添加长径比为553.18、含量为60%的竹纤维时,EP基复合材料弯曲强度、弯曲模量和冲击强度分别比未添加竹纤维的EP材料增强了390.7%、259.4%和95.6%;且各项物理力学性能均满足汽车内饰件材料标准要求。
【免责声明】本文摘自网络,版权归原作者所有,仅用于技术分享交流,非商业用途!若有涉侵权等告知,将及时删除,感谢关注!
中欧SENIA
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多