冲压过程中的清洁度控制
0 前言
目前汽车钣金件的生产基本都是由全自动化的冲压生产线完成,主要涉及的设备有压力机、模具、清洗机、机械手、拆剁手和输送带等因子,料只有板料一个因子。
生产线的停机问题除了压力机和模具的故障外,最主要的是零件表面出现凹坑凸包所造成的停机,如图1所示,根本原因为线体内的清洁度不好,导致有杂质出现在板料和模具上,造成零件出现凹坑凸包。杂质的来源多样,钢板本身清洁度不好,将钢板自身带有的杂质带入到模具腔内,如铁屑、包装纸屑等;生产过程的清洁度控制不良,板料拆包、设备清洁度不良等,都会污染板料或者模具,造成生产过程出现凹坑凸包。因此,生产线的清洁度控制主要从钢板清洁、线首设备清洁、模具清洁等三个方面采取措施加以保证。
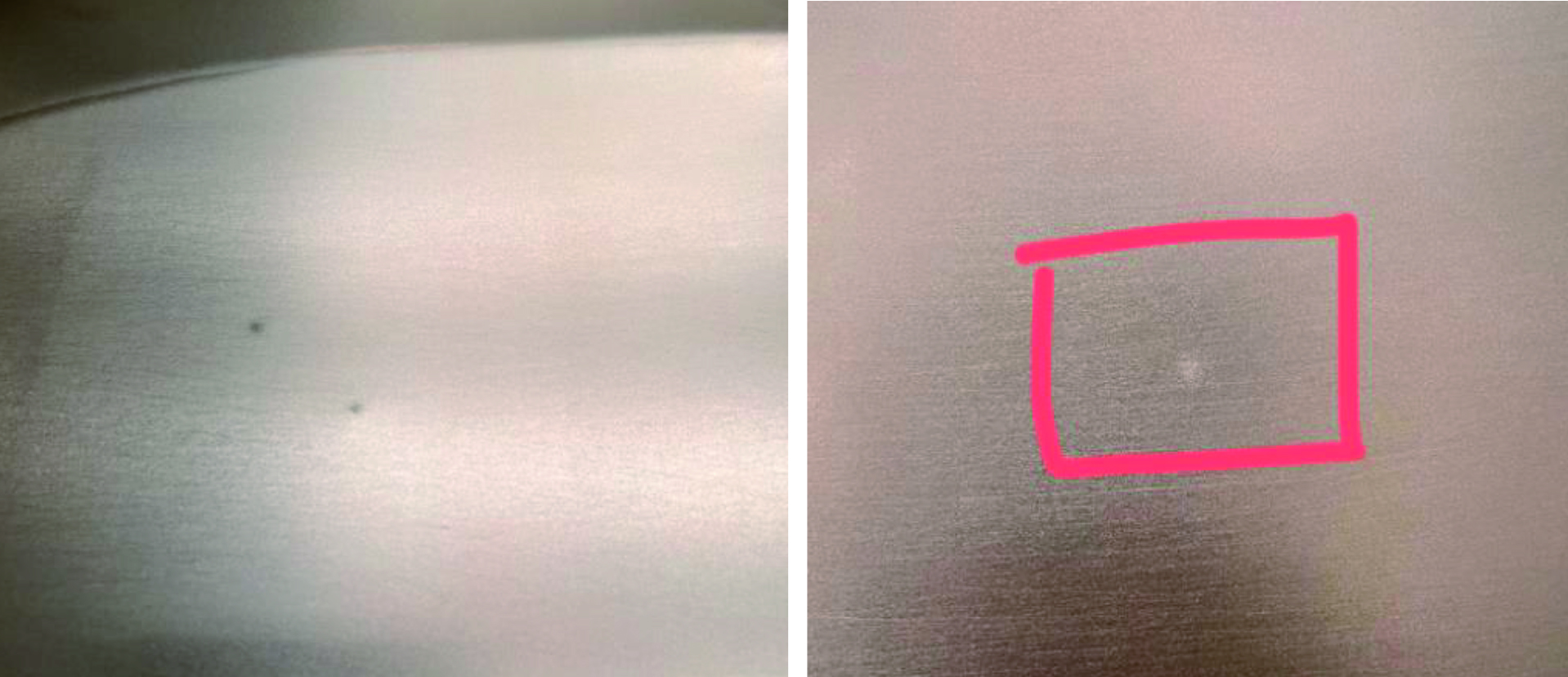
图1 凹坑凸包
1 板料拆包清洁
本文对开卷落料过程不进行分析,仅从冲压线钢板拆包开始。钢板上线前整包板料不落地,确保外包装的清洁度。
整包钢板吊上上料小车后,拆包过程避免包装纸等杂质掉落到钢板表面,拆包后首先要对首张板料的上表面用擦模纸进行擦拭清洁,清理可能出现的杂质。
其次用风枪或铁刷对钢板的侧面和切面进行清洁检查,清洁可能夹在钢板之间的包装纸屑、铁屑等其他杂质。拆包过程需要检查钢板切边的毛刺,如果毛刺过大或者容易掉落,会增加生产过程的清模频次,毛刺的控制由开卷落料过程控制,如若过程中发现异常需要及时拉动上游工序进行检查调整。
为了保证清洁度,每包板料在落料时最下层最好放一张垫板(可以是废料,务必保证清洁度),避免污染正常使用板料,在使用过程中尤其要注意,垫板不能使用,要退到废料箱。
2 线首设备清洁
板料上线拆包后,与板料接触的相关因素,包括板料周边的环境都应纳入到清洁度控制中。线首与板料接触的设备按照实物流流向,有磁力分张器、拆剁手、皮带机、清洗机及机械手,每一个环节都要做到有效控制。
2.1 磁力分张器
磁力分张器与板料侧面直接接触,板料与磁力分张器接触分张过程中,可能会有铁屑刮蹭到磁力分张器表面,造成污染。若表面清洁度有问题容易污染板料,磁力分张器在使用时每次都要进行清洁擦拭。
2.2 吸盘
拆剁手与机械手都是通过橡胶吸盘与板料直接接触,吸盘经过长期使用后表面会粘有油污,吸盘在抓取板料时,会把板料表面污染,所以每批次生产前最好将吸盘进行清洁,或者进行定期的清洁。
2.3 皮带机
皮带是整个过程中最容易产生清洁度问题的因素,与板料接触面积最大,影响因素较多,因此对皮带的清洁度控制尤为关键。
由于长时间使用,皮带表面或者内侧会有油污,需要定期进行清洁,避免污染板料。皮带机的清洁方法尤为关键,处理不当容易导致对皮带二次污染,对生产影响更大。一般采用在线清理(在皮带机上进行清理),当皮带备件充足时,也可以进行离线清理(将皮带拆下进行整条更换,在线下对皮带进行深度清洁)。
皮带机在前期设计时若能考虑到清洁度影响,应减少单条皮带宽度,减少与板料接触面积;同时考虑加入自动清理皮带设计,最好带有油洗装置。日常检查时,应关注皮带是否有开裂情况,以及皮带松紧度。
2.4 清洗机
清洗机结构如图2所示,它是控制清洁度最有效最关键的一环。前期冲压生产线设计过程中部分生产线没有清洗机,在生产运行中板料清洁度影响要大一些,因清洁度问题导致的停线率较有清洗机产线要高一倍左右。清洗机的油品需要定期更换,过滤袋要定期更换(每周检查一次进行更换),过滤精度要达到5~20μm,以保证清洗涂油过程有效。清洗机挤干辊多为无纺布辊,吸收清洗后板料表面的清洗液,通过压力调节可以保证清洗后的油膜厚度,油膜太厚,对后续生产影响较大。
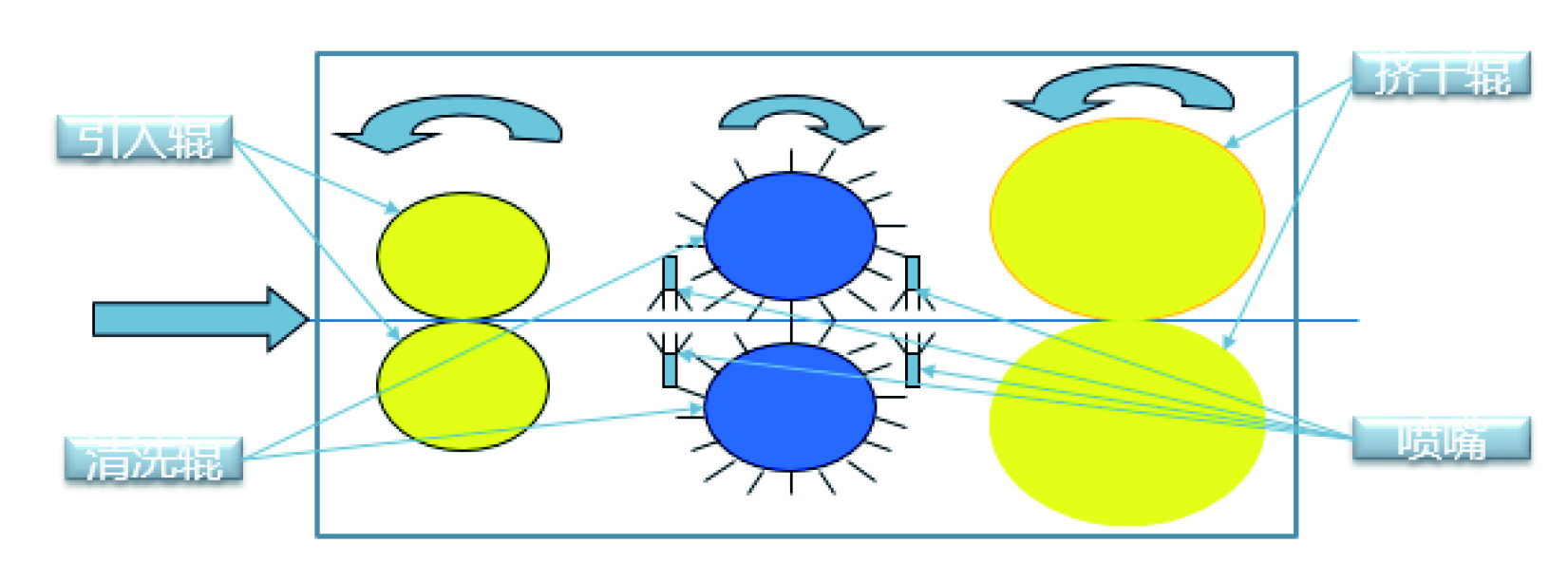
图2 清洗机结构
清洗油箱需要定期进行清理,清理时用温水进行喷雾清洁辊子、机身、油箱、过滤网及管路等,直到其上的杂质及清洗液全部冲掉为止。清理储箱壁、储箱底部、加热器、电磁粘合板和溢流保护网,并将清水放干,确保整个清洗系统洁净度。
3 模具清洁
模具的清洁度非常关键,如果清洁度做不好,模具上带有的杂质很容易在冲压过程中掉落到板料上,造成凹凸。模具每个生产批次结束下模后,都要进行基础的保养,其中与清洁度相关的主要有两项内容。
第一项是对模具进行清洁度专项保养,主要以清洁为主:
(1)查看模具型面无油污、无杂质杂物、无凹凸点及烧结,有凹凸点、烧结的检查零件状态,根据零件状态进行模具型面处理。
(2)检查拉伸模筋条、键槽周边无铁屑,防止油污杂物导致零件凸凹点缺陷。
(3)检查工作型面光滑无拉伤痕迹;型面补焊部位无造成零件缺陷的高度差。
(4)模具结构表面无油污、杂物,无新增裂纹,原来裂纹无增大、无砂眼,避免零件出现拉伤。
(5)检查模具铬层无破损,用手触摸检查型面棱线、R角、拉延筋及筋槽R角过渡圆顺,防止零件出现拉伤。
(6)模具型面使用砂布保养前要先使用美纹纸或塑料胶塞封堵气孔防护。保养完后使用试管刷清洁凹凸模型面上的气孔,然后使用气枪吹模时重点是清洁气孔和拉延筋、拉延槽内的杂物。注意气枪吹模时必须佩带护目镜,防止气孔、拉延槽内存在杂物,在气流的影响下飞溅伤到眼部。
(7)使用擦模纸擦拭模具型面表面灰尘及杂物、杂质,保证模具表面清洁度。
另外一类主要是检查刃口,避免刃口在切料时产生铁屑和毛刺:
(1)目视检查刃口无崩刃,刃口侧壁无烧结、拉毛,如图7所示,无明显发黑区域,避免零件出现带料、毛刺、铁屑等缺陷。
(2)触摸检查刃口锋利、无变钝圆角,避免切边撕裂出现铁屑。
(3)查看零件切边横断面结合刃口侧壁擦黑痕迹,如图3所示,判断刃口切边间隙状态,预防零件出现质量缺陷。
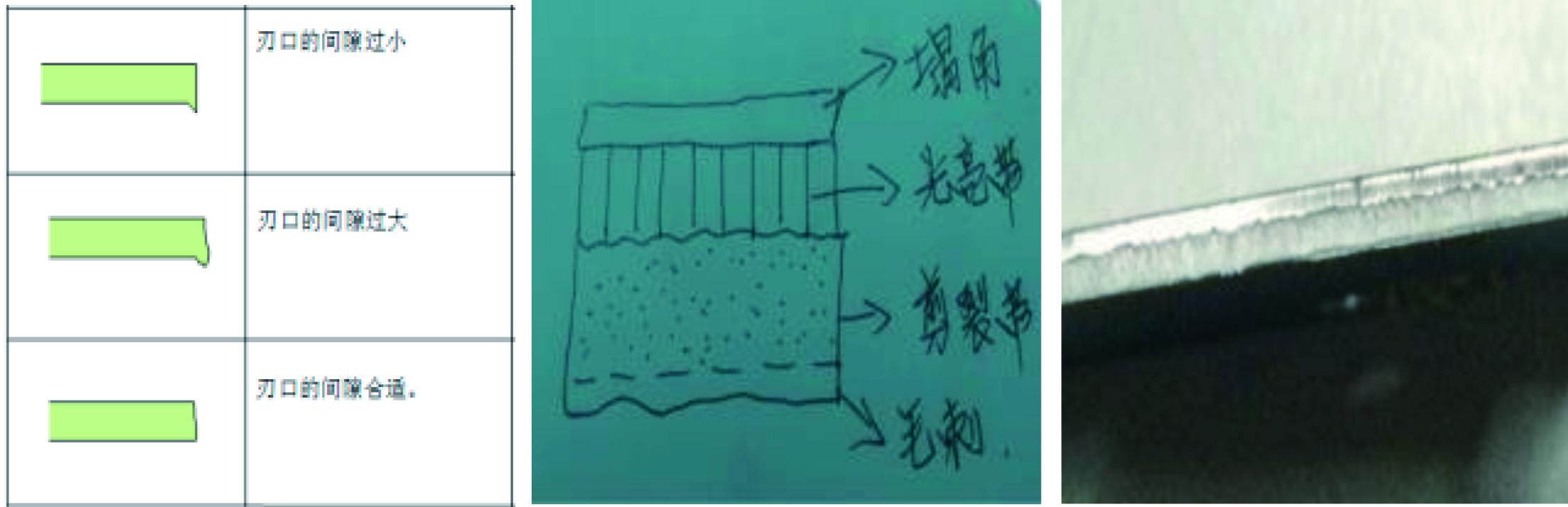
图3 刃口间隙状态
4 问题解决
当按照以上过程控制后,仍避免不了冲压过程中出现凹凸问题,当线尾检查发现零件有凹凸后,首先要根据凹凸形状分析问题产生点,确认产生点后停线对相应工序的模具进行清模,找到杂质,根据杂质的形状和材质进行问题分析,确认污染源来源,以便做到源头控制。
当线尾检查发现凹凸后,首先根据凹凸形状判断凹凸产生工序,OP10(拉延)缺陷主要为凸凹点形状为圆锥形,类似凸透镜(凹透镜),如图4所示,OP10产生的缺陷,经OP20-OP40压料板二次挤压形成黑点状,很小的不会体现,如图5所示,线尾检查需要利用触摸与纱网检查,如图6所示。
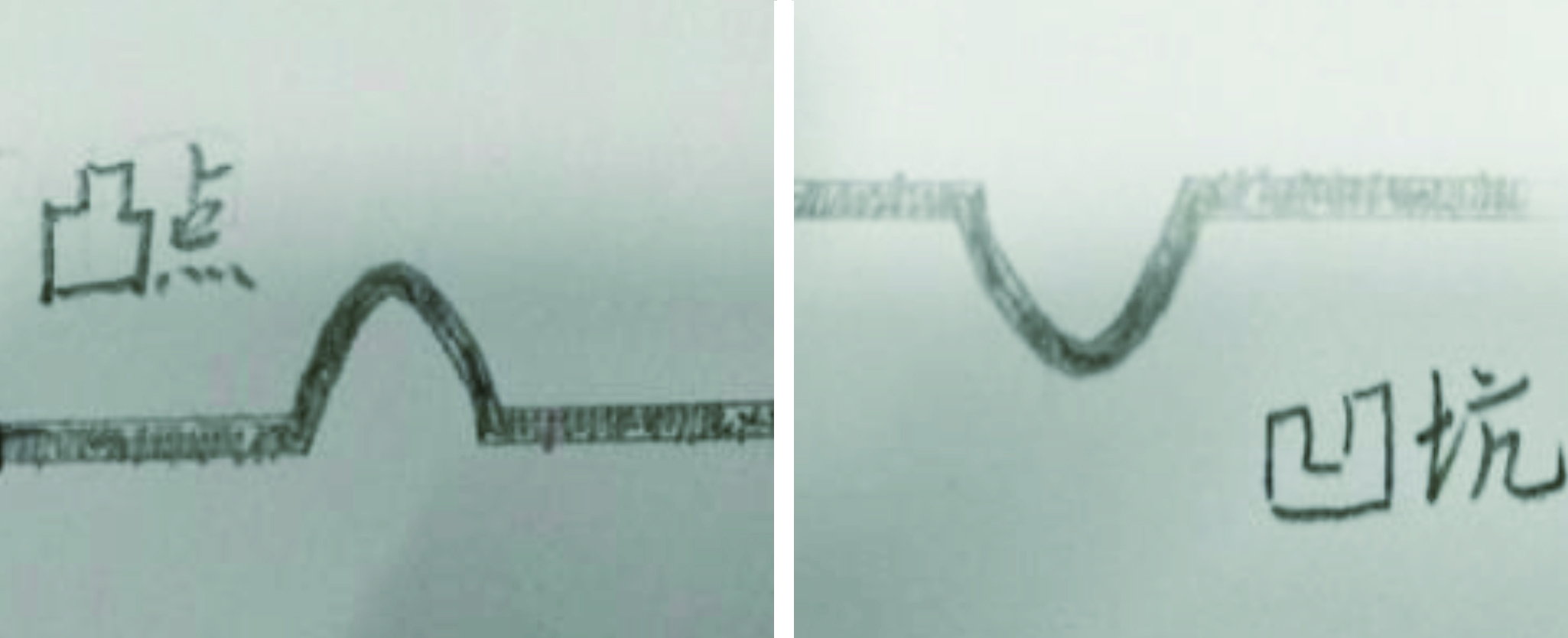
图4 凸凹点形状
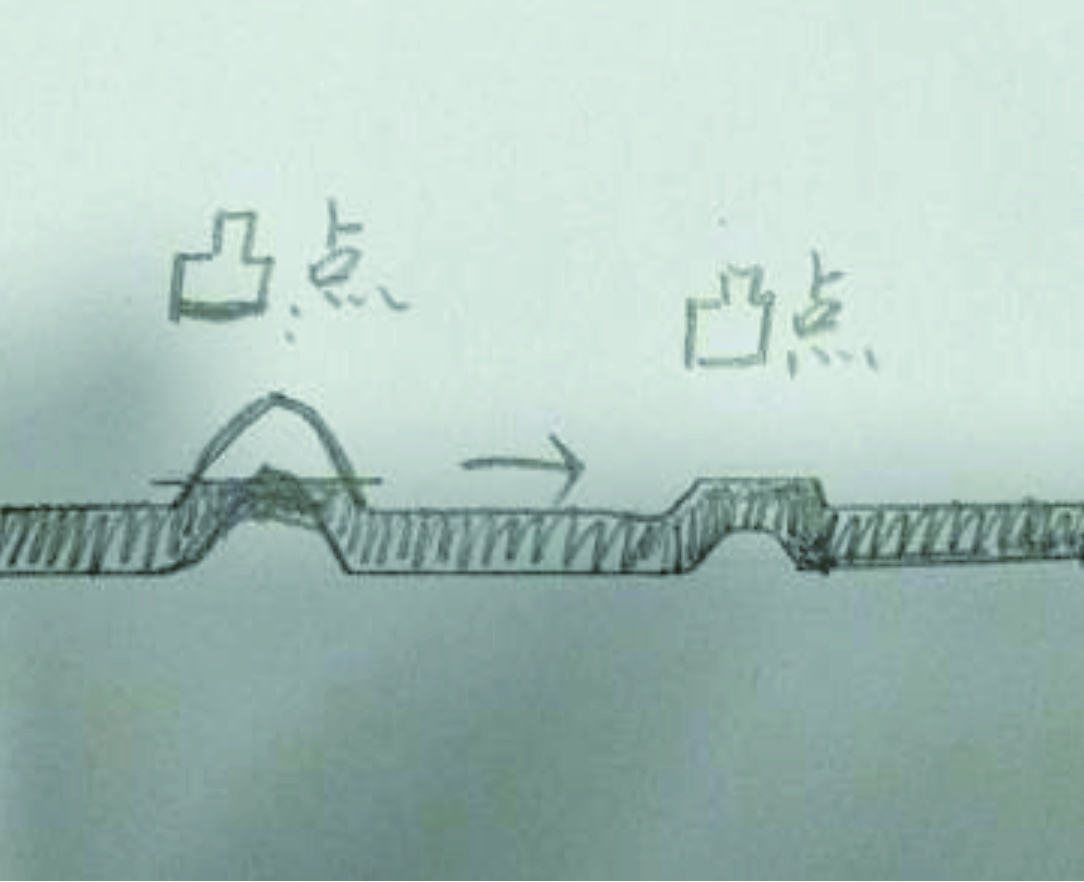
图5 后工序连续碾压后形状

图6 用纱网打磨后的压油印
OP20(切边)、OP30(翻边)、OP40(整形)三个工序的缺陷,主要是切边铁屑与其他杂物引起此类凸点(凹坑)形态,凸起(下陷),四周无光滑曲面,经过两次挤压后,凸点颜色会变浅(凹坑形状会变浅),如图7所示。
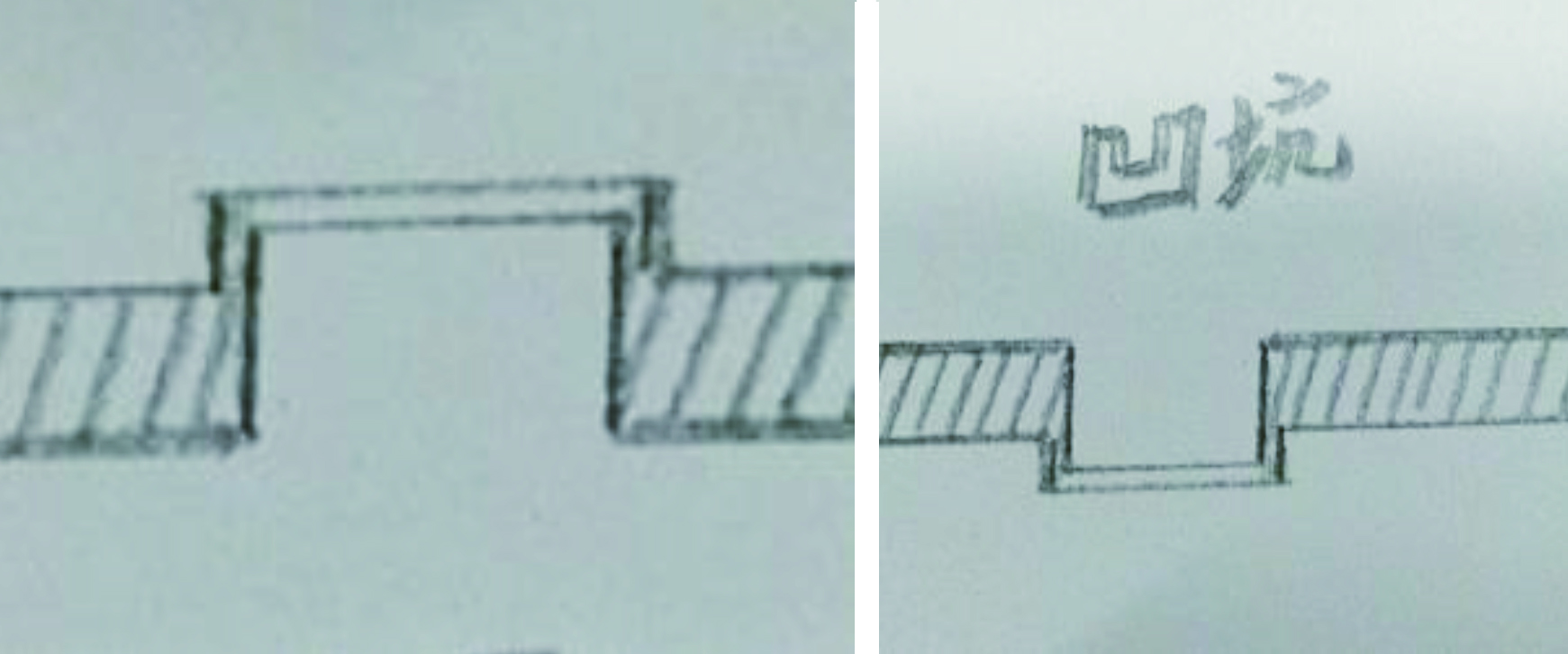
图7 凸起凹坑形状
确定产生工序后,要停机对模具进行清模,清理可能粘在模具上的异物。进行清模时首先清理干净手上的杂物,在清理时按照同一个方向依次进行清理。
在清理铁屑时要检查模具其他位置是否有铁屑,查找铁屑对应位置,对模具刃口临时加润滑脂。在清理杂物前要判定缺陷在零件上的状态,如果在减轻,生产几件就会带掉。在清理模具时把杂质拿掉,并留好杂质,建立杂质实物库,以判断杂质来源进行下一步行动措施,从根源上杜绝杂质产生。
异物的来源主要有铁屑、油漆、橡胶、油泥和纸屑等。铁屑主要来源于钢板的料边毛刺或者切边、冲孔等工序,油漆可能是模具的刷漆沾染到了模腔内,橡胶碎屑主要是由于皮带与钢板刮擦所致,油泥则是因皮带机表面油泥带入或者吸盘油泥带入。在生产过程中,若发现异物要及时分析并加以解决,确保生产质量。
在翻边和冲孔工艺过程中因模具本身问题会产生铁屑毛刺等杂质,零件翻边出现拉伤会把铁屑带到模具压料板上,清理模具时要把压料板上的铁屑清理干净,拉伤严重要进行维修,零件边部或冲孔位置出现带料时会把铁屑带到模具里面进行重复清模。在进行清模时要把带料位置进行刷油临时处理,严重的进行模具维修。
5 总结
板料冲压过程需控制的清洁度因素比较多,需做好每一个环节的控制,持之以恒地做好控制,这其中清洁度文化的建立尤为关键。通过标准化的控制措施固化已有成果,通过对问题的拉动解决,逐步改进。
参考文献
[1]袁凯凯.汽车冲压生产线清洁度管控方法[J].锻造与冲压,2022(4):49-54.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:周延霏 魏赏明 吕鹏 赵洪洲 ,单位:上汽通用五菱汽车股份有限公司青岛分公司 。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

-

探访奇瑞捷豹路虎全铝车间,小伙伴们惊呆了!
随着汽车轻量化的发展和应用,越来越多的汽车生产企业开始使用铝合金替代不锈钢或碳钢车体。这不,奇瑞捷豹路虎常熟工厂就引进了国内首条全铝车身生产线。
2016-08-04
-

热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多