基于VSA软件的车门装配定位形式研究
0 前言
车门是汽车的重要组成部分,对于其装配定位形式的选择,企业可以根据自身制造工艺的能力高低、DTS公差要求的高低、车型定位的高低、铰链结构的不同以及生产线节拍的快慢等采用不同的形式。装配定位形式的不同对于控制车门相关的间隙面差、开关闭合力及密封等都是有影响的。现在很多主流车企在开发车门时都开始采用无框车门,这种车门对于外观DTS和性能要求更高,特别是密封的要求。车门玻璃高出太多会导致密封不到位,影响NVH和淋雨性能,车门玻璃低进太多会导致玻璃无法入槽甚至玻璃开裂。所以选择一个很好的车门定位形式对于车企十分重要。
1 车门铰链形式
目前主流乘用车企业的车门铰链主要有冲压式铰链和型钢式铰链,两种铰链的工艺不一样,在具体的使用中也不太一样。
冲压式铰链成本较低,一般用在20万元以下的车型中。冲压式铰链的精度较低,在和车门装配时,一般有两种形式:一种是铰链上为过孔通过工装夹具和车门装配在一起;另外一种是铰链上为1个圆孔1个长圆孔,铰链和车门连接通过自定位螺栓直接自定位装配在一起。前者可以通过工装夹具调整车门与铰链Y向和Z向的相对位置,但车门在总装无法拆分,所以无法单独分装车门上其他的一些零件。后者车门铰链和车门自定位装配会导致车门与铰链Y向和Z向相对位置无法通过铰链进行调整,只能通过保证车门上铰链安装孔的精度来保证车门和铰链的相对位置,但此种定位装配方式在总装可以将车门通过自定位螺栓拆掉后将车门放在单独的车门分装线,在车门分装线分装车门上其他的零件提高总装的生产节拍。
型钢式铰链相对成本较高,其精度也高于冲压式铰链,并且可以通过固定页板与活动页板中间的锁紧螺栓拆分开来,铰链整体强度也较大。使用型钢式铰链车门的定位形式可以采用多种形式,对于焊装调整线工装的选择也较多。本文主要就是针对采用型钢式铰链的车门的定位策略进行探讨。
2 车门装配定位策略选择
车门装配定位策略按照工装定位形式的划分主要分为内板装配定位、外板装配定位和铰链拆分式装配定位。三种装配定位形式各有优缺点,不同的车型在前期做设计时基本上也都是按照这几种定位形式进行尺寸控制策略的定义,工装开发也基本是参考这几种定位形式。
2.1 内板装配定位
内板装配定位采用内置式工装将车门装配在车身上,工装首先定位在车身侧围门洞上,工装的定位形式如图1所示,通过侧围门洞密封面控制工装的Y向位置,通过侧围型面控制工装的X向位置,通过侧围外板下侧型面控制工装Z向位置。然后车门再定位在工装上。车门与铰链装配时,车门上采用车门总成的主副定位孔控制整个车门的X向和Z向位置,通过内板型面控制侧门的Y向位置,夹具上对应做定位销和定位面。此时的定位选择是采用车门内板的基准,此基准是从车门单件到总成的沿用基准,为此保证整体车门从单件到总成基准的延续减少尺寸累计误差。车门铰链与车门装配时,车门在夹具上的定位与车门在内置式工装上的定位是一样的,铰链直接采用车身侧铰链的安装孔和安装面进行定位,夹具上对应的做相对应的定位销和定位面。车门及铰链在工装上的定位形式如图2所示。
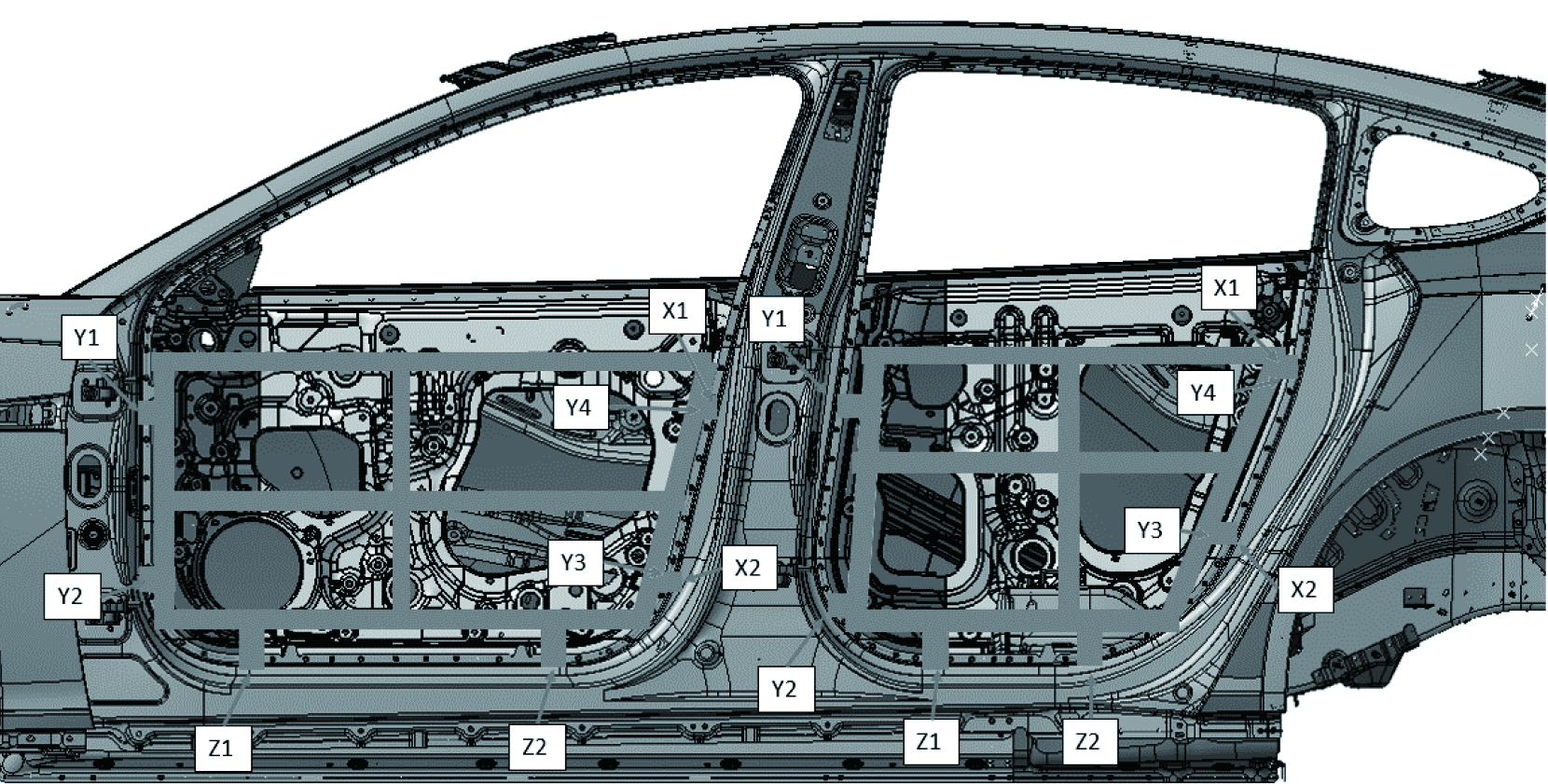
图1 工装的定位
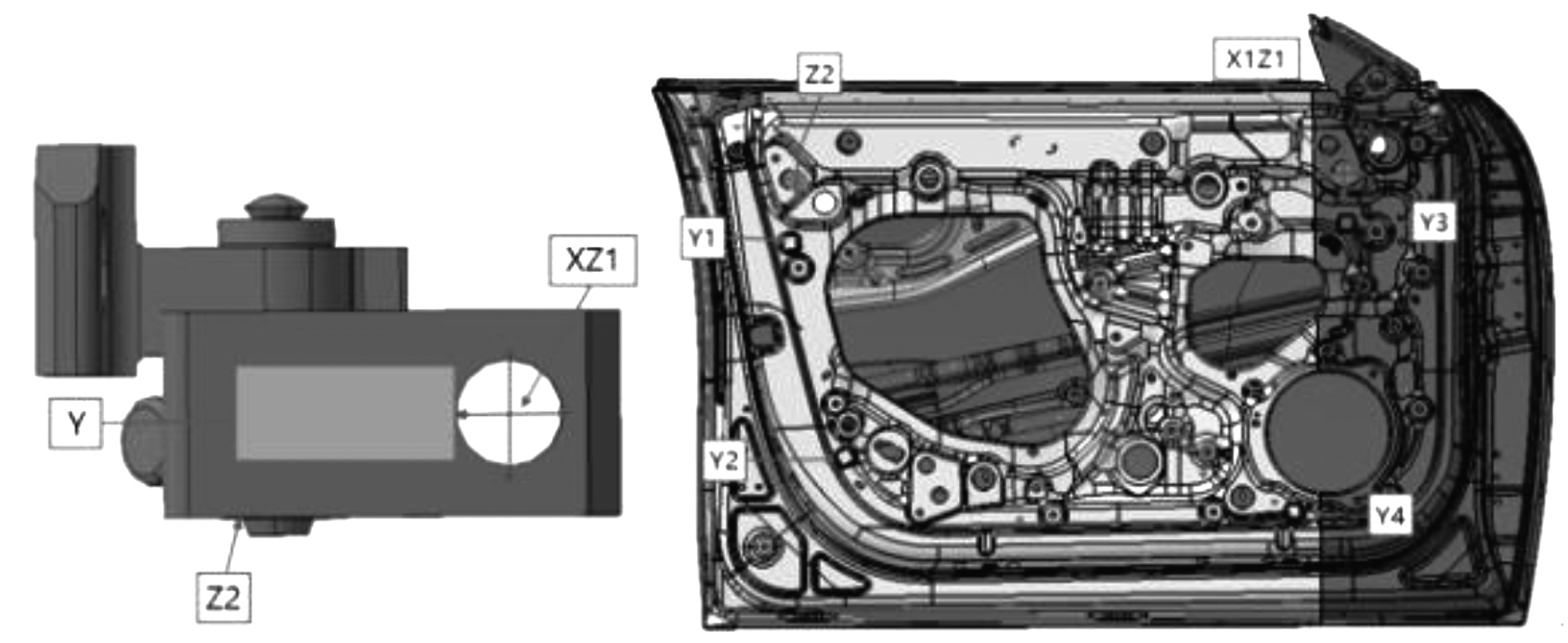
图2 车门及铰链工装定位
2.2 外板装配定位
外板装配定位采用外置式工装将车门装配在车身上,车门铰链与车门先通过工装夹具装配在一起,铰链装配时车门在工装上的定位采用内板的孔和外板的面进行定位(与内置式工装铰链装配形式一样,如图2所示,只是面选择了外板单件的基准点)。车门外板对应选取的定位点是外板单件的基准点,工装开发相对应的仿形块,并增加Y向的吸盘保证车门与工装贴合。车门总成往车身上装配时车门总成先定位在工装上,然后车门和工装一起定位在车身上,工装与车身采用车门与侧围配合的型面控制X向,工装后端选取后门与侧围配合面选取两个面,前端选取上下铰链安装面控制Y向,Z向选择侧围上部的型面点控制Z向。具体的定位形式如图3所示。
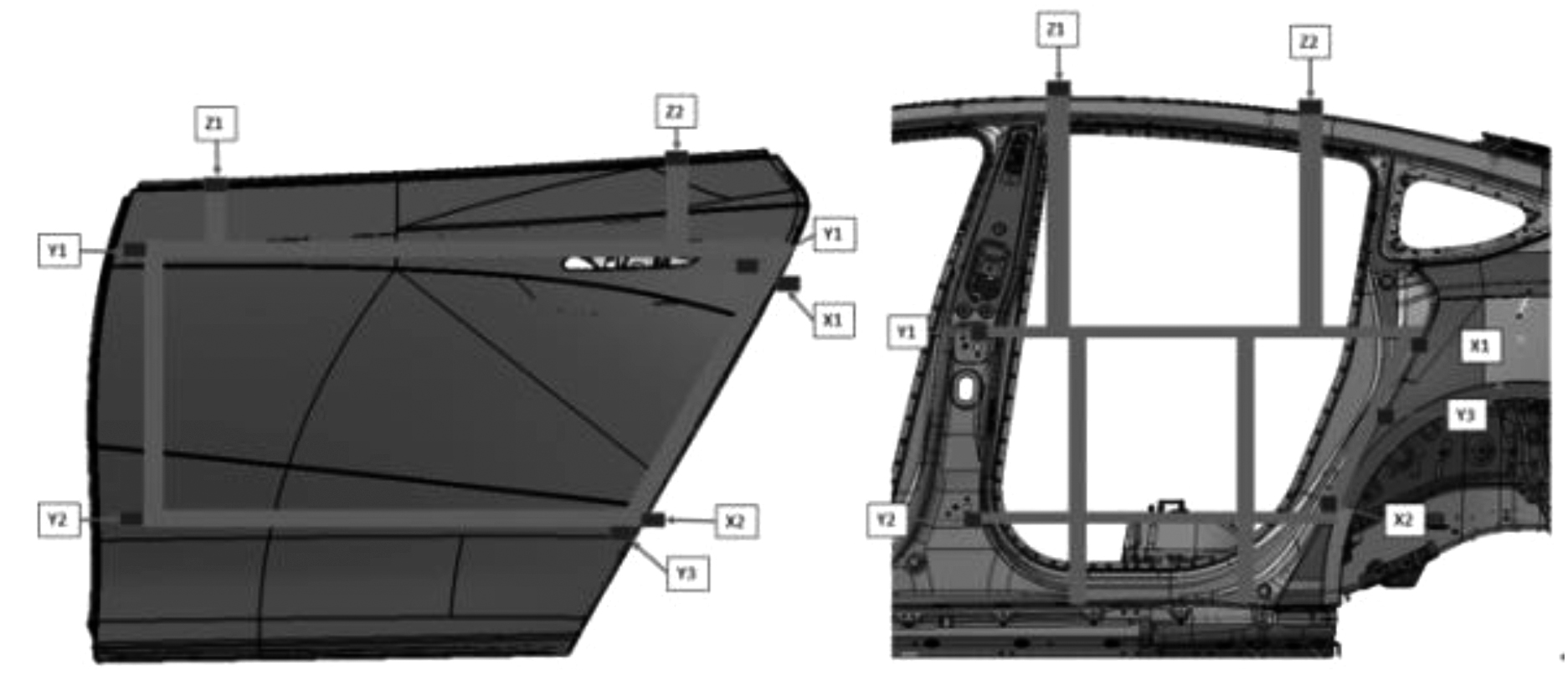
图3 外板工装定位
2.3 铰链装配定位
铰链装配定位中得铰链固定页板和活动页板可以拆分开来,活动页板通过工装夹具装配在车门上。在夹具上车门采用外板单件的4个Y向的基准控制车门总成的Y向,内板的主副定位孔控制车门总成的X向和Z向,铰链在夹具上采用配合销和型面进行定位,铰链具体的定位形式如图4所示。固定页板通过工装装配在车身上,工装通过侧围的主定位孔控制X向和Z向,后部采用B柱的工装定位孔控制Z向,Y向采用侧围上前后门铰链安装面控制,工装的定位形式如图5所示。最后先装前门再装后门,车门带着铰链活动页板直接挂在车身侧的铰链固定页板上,拧紧铰链锁止螺栓即可。
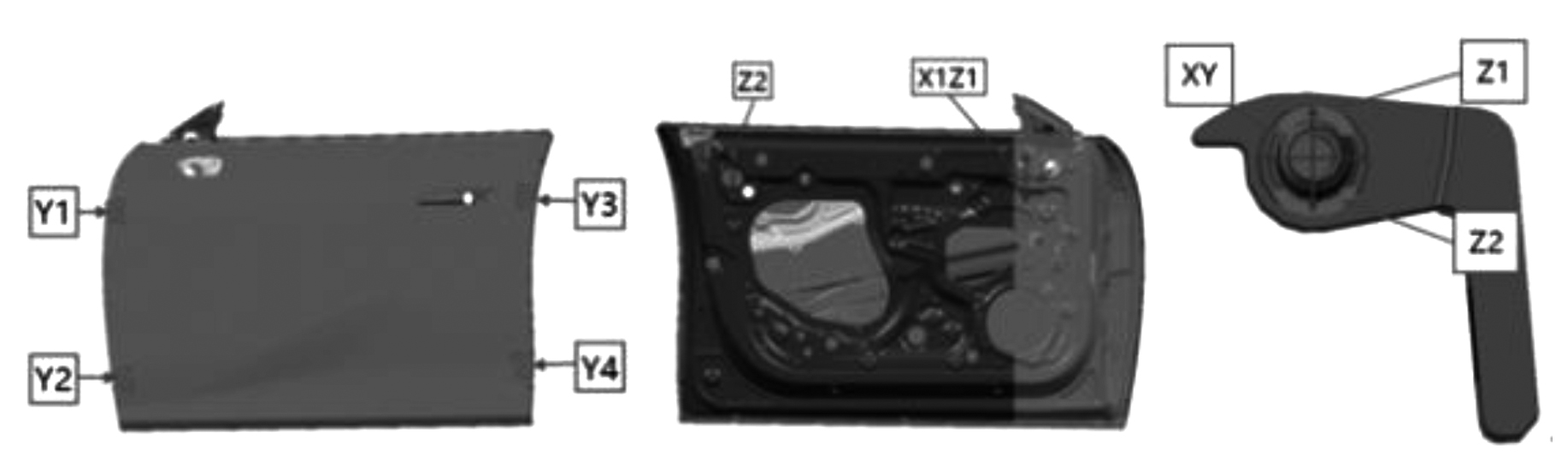
图4 铰链定位形式
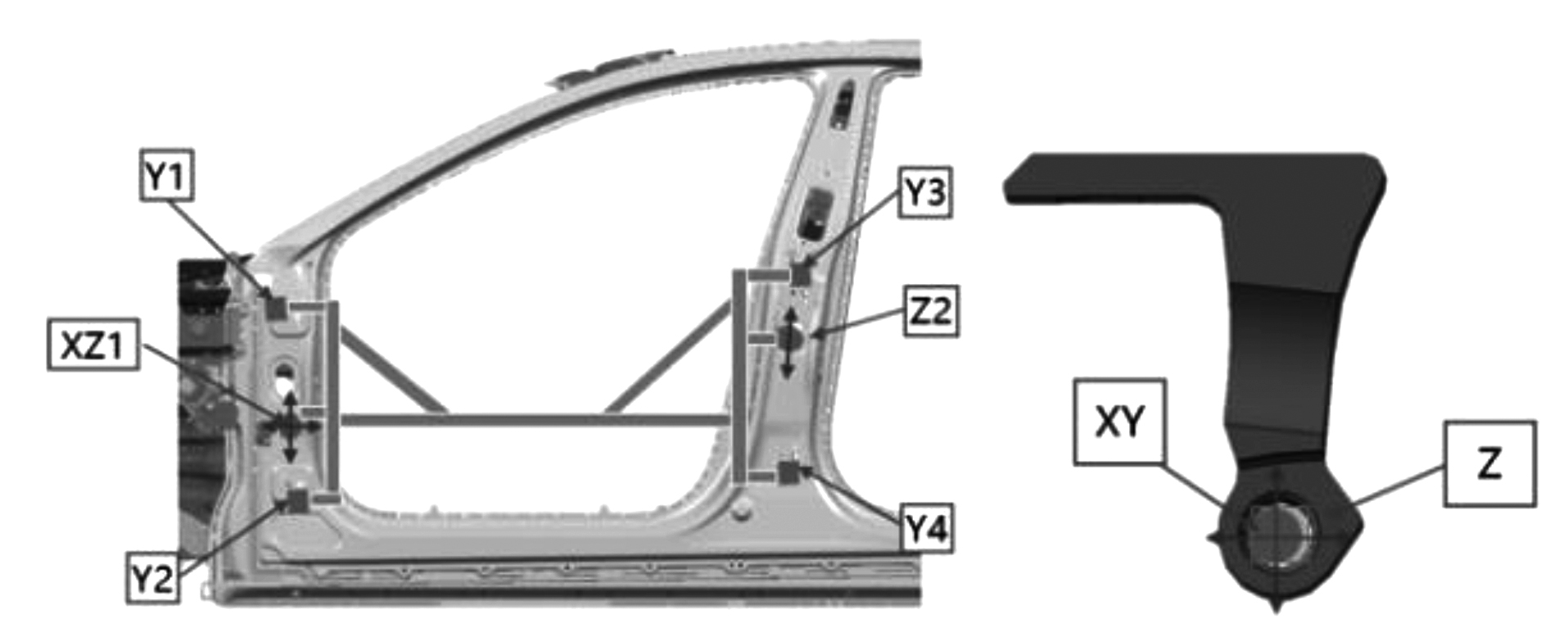
图5 铰链工装定位
3 基于VSA软件对各种定位方式进行仿真分析
VSA是一个三维公差分析和优化软件,用于实现尺寸偏差管理,属于TeamcenterVisualizationMockup的一个接插件,使用标准的JT轻量化数据,通过模拟现场实际的装配顺序及工艺过程,来模拟实际的装配制造误差(按照装配5000次进行仿真模拟)。我们基于VSA软件对几种车门定位形式进行仿真分析,通过软件的仿真模型,确认不同定位策略可以达到的DTS要求和需要控制的关键尺寸点,为后续实物的调试匹配提供参考。
3.1 内板装配定位
分析按照内置式工装的装配定位策略进行VSA建模分析,将整体模型按照定位策略进行搭建,并将相关零件的公差输入到模型中,后门与侧围X向间隙公差在Cp值达到1.0的情况下能做到±1.0,前后门X向间隙在Cp值达到1.0的情况下能做到±1.1,如图6所示。
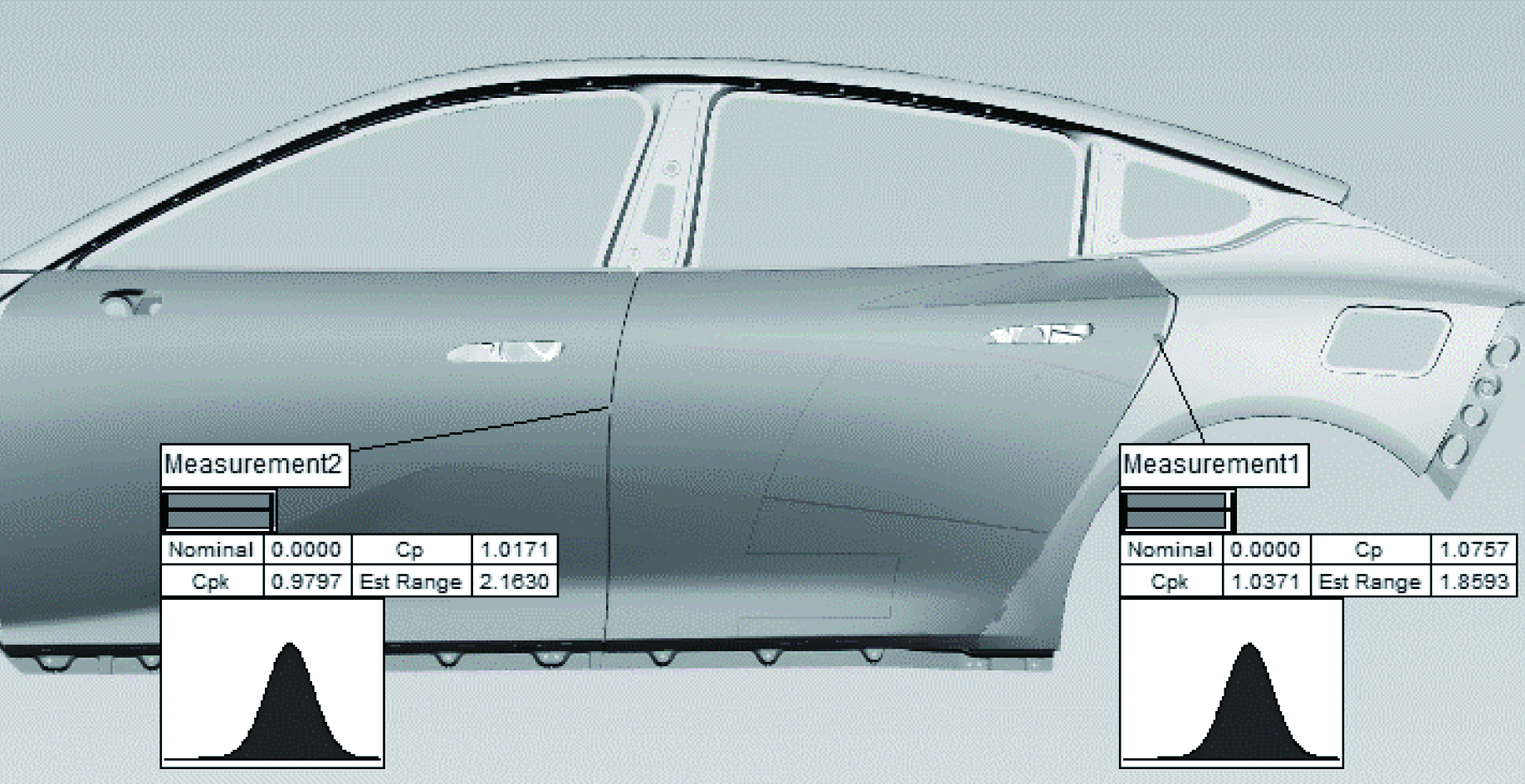
图6 VSA计算结果
对于后门与侧围间隙公差影响因素,通过三维仿真分析影响因子,贡献比例超过10%的有三项,如图7所示。

图7 后门与侧围间隙公差影响因素影响因子贡献比例
(1)侧围与后门测量点相对于基准轮廓度公差。
(2)车门与侧围测量点相对于基准轮廓度公差。
(3)侧围与后门工装配合X向面相对于基准轮廓度公差。从影响因子中可以看到采用内板定位对于后门与侧围间隙DTS影响最大的是以上三个影响因素,即:侧围与车门配合面的轮廓度和车门自身的轮廓度,在工业化阶段需要重点关注并控制这两处零部件的尺寸公差波动。
前门与后门间隙影响因素通过三维仿真分析,主要影响因子贡献比例超过10%的四项如图8所示。

图8 前门与后门间隙公差影响因素影响因子贡献比例
(1)侧围外板与后门工装X向配合面轮廓度公差。
(2)侧围外板与前门工装X向配合面轮廓度公差。
(3)前门与后门测量点相对于基准轮廓度公差。
(4)后门与前门测量点相对于基准轮廓度公差。
从影响因子中可以看到采用内板定位策略对于前门与后门间隙DTS影响最大的是以上四个影响因素即侧围外板上与工装配合面轮廓度公差,前、后门配合面轮廓度公差,这两处公差需要在后期工业化阶段重点关注控制。从分析结果来看,在Cp值达到1.0的情况下采用内置式工装定位策略前后门的公差只能做到±(1.0~1.1),而且已现有的经验内置式工装整体的稳定性不好,现场实物调试中工装时间过长之后定位存在失效,对于调试的难度比较大。
3.2 外板装配定位分析
按照外置式工装的装配定位策略进行VSA建模分析,外板装配定位的后门与侧围X向间隙公差在Cp值达到1.0的情况下能做到±0.7,前后X向间隙在Cp值达到1.0的情况下能做到±0.9,如图9所示。
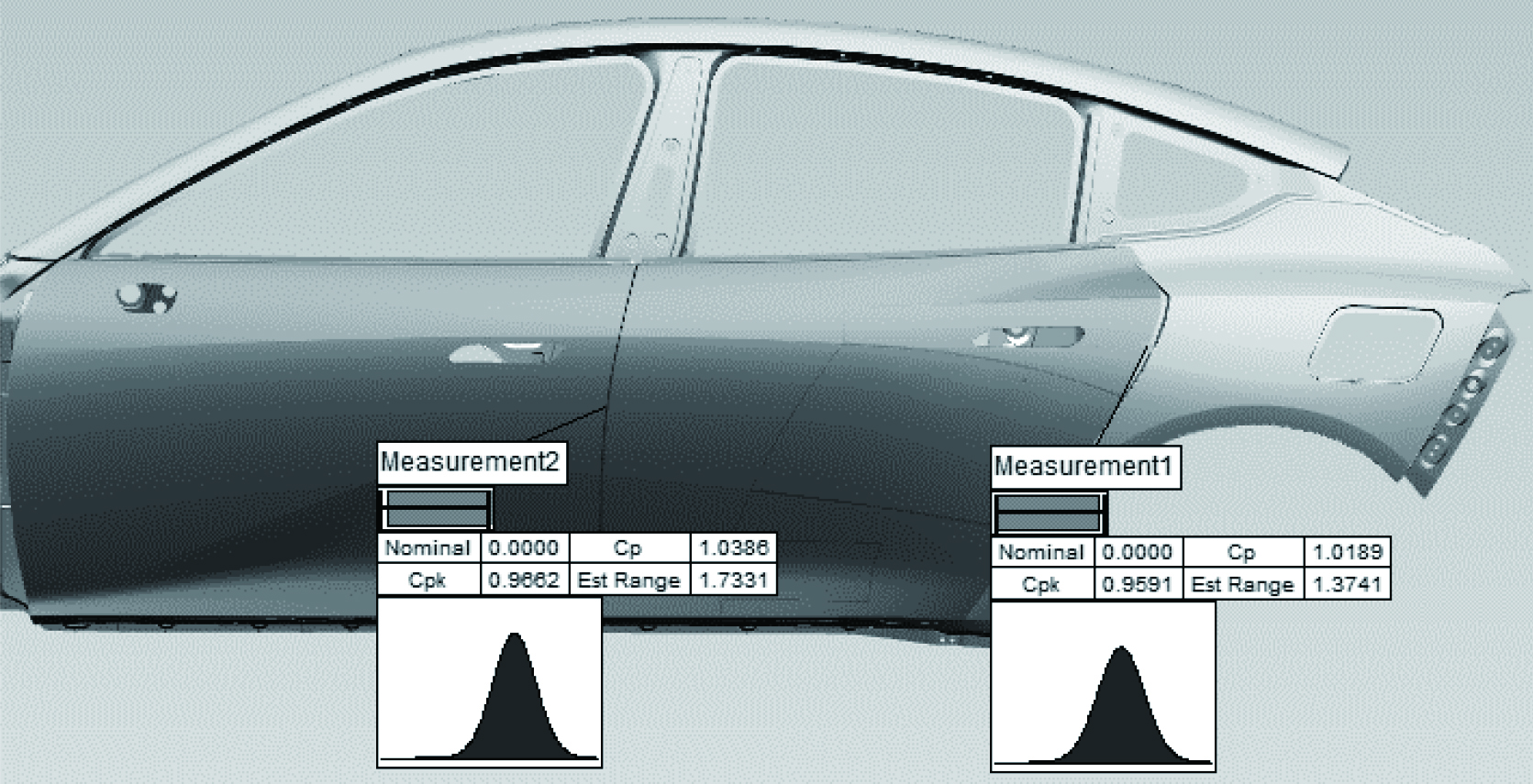
图9 外置式工装建模计算
对于后门与侧围间隙影响因素通过三维仿真分析,影响因子贡献比例超过10%的三项如图10所示。
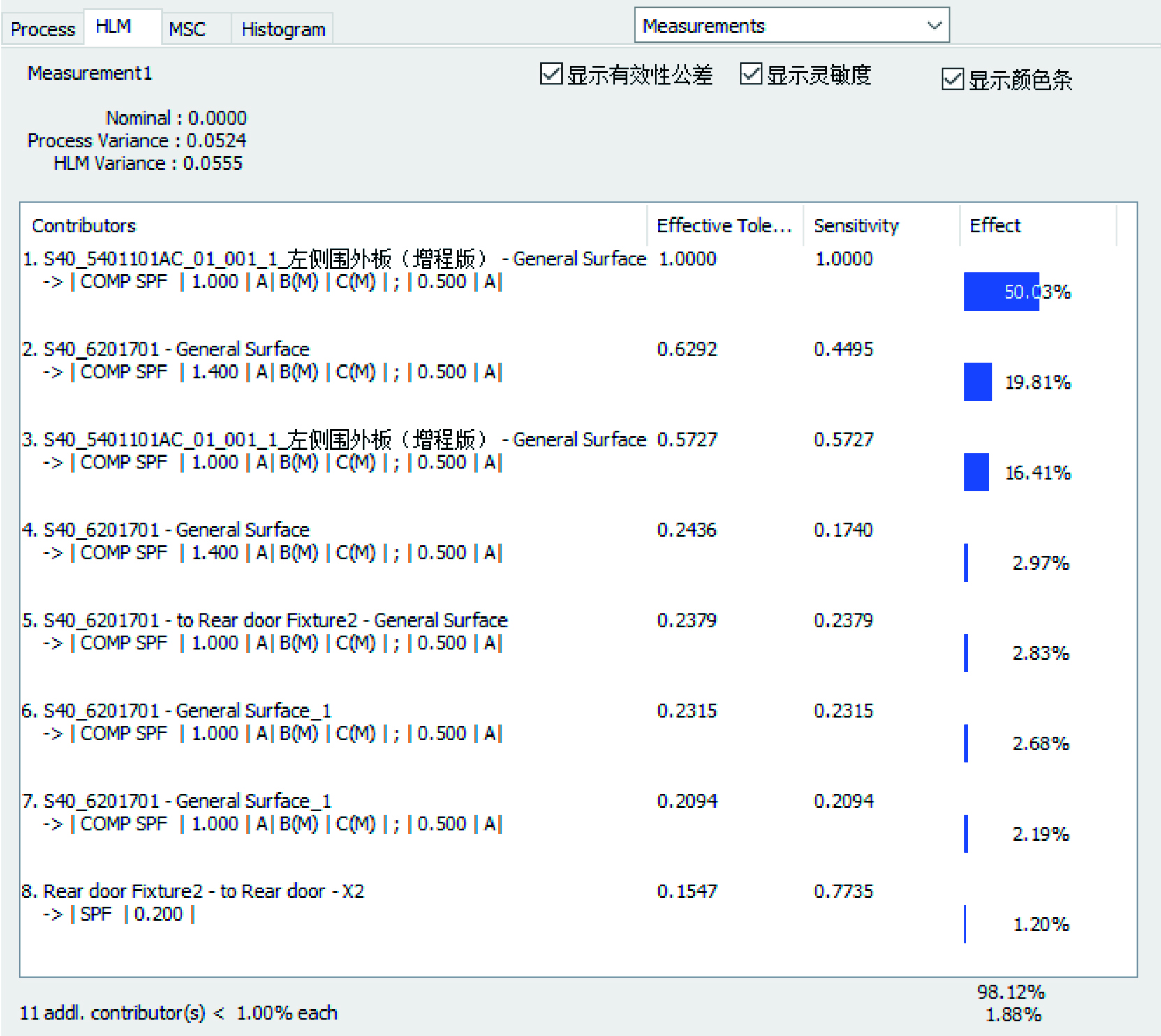
图10 后门与侧围间隙影响因素影响因子贡献比例
(1)侧围与后门测量点相对于基准轮廓度公差。
(2)车门与侧围测量点相对于基准轮廓度公差。
(3)侧围与后门工装配合X向面相对于基准轮廓度公差。
从影响因子中可以看到采用外板定位对于后门与侧围间隙DTS影响最大的是以上三个影响因素即:侧围外板与车门及工装配合面的轮廓度公差和车门与侧围DTS测量位置的轮廓度公差,这两处公差需要在后期工业化阶段重点关注控制。同时可以对于侧围外板上工装配合面与间隙配合面两处位置给予复合公差缩短尺寸链环提高DTS可达率。前门与后门间隙影响因素通过三维仿真分析主要影响因子贡献比例超过10%的三项如图11所示。
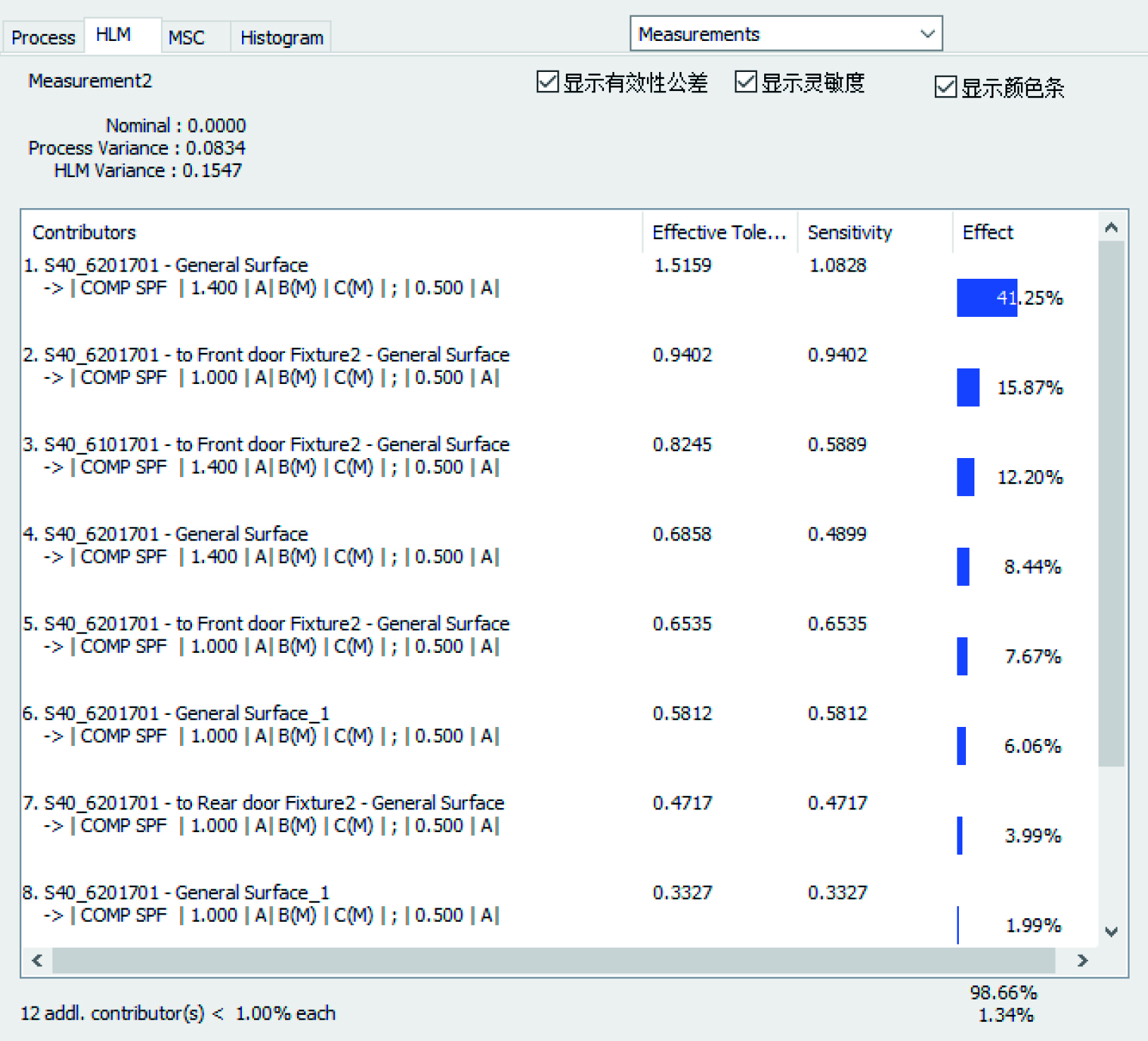
图11 前门与后门间隙影响因素影响因子贡献比例
(1)后门与工装X向配合面轮廓度公差。
(2)前门与后门测量点相对于基准轮廓度公差。
(3)后门与前门测量点相对于基准轮廓度公差。
从影响因子中可以看到,采用外板定位对于前门与后门间隙DTS影响最大的是以上三个影响因素,即:前门总成、后门总成配合位置的轮廓度公差,后期工业化阶段只需要将这两处配合面的轮廓度重点控制就可以很好地保证前后门间隙的DTS公差。
从分析结果来看,在Cp值达到1.0的情况下采用外置式工装定位策略前后门的公差可以做到做到±(0.7~0.9),相对于内置式提升了一个档次,但是外置式工装相对体积较大,整体使用比较笨重,占用场地空间,对于多款车型共线的情况,对于焊装调整线的规划挑战较大。
3.3 铰链装配定位分析
按照铰链拆分式工装的装配定位策略进行VSA建模分析,外板装配定位的后门与侧围X向间隙公差在Cp值达到1.0的情况下能做到±0.7,前后X向间隙在Cp值达到1.0的情况下能做到±0.9,计算结果如图12所示。
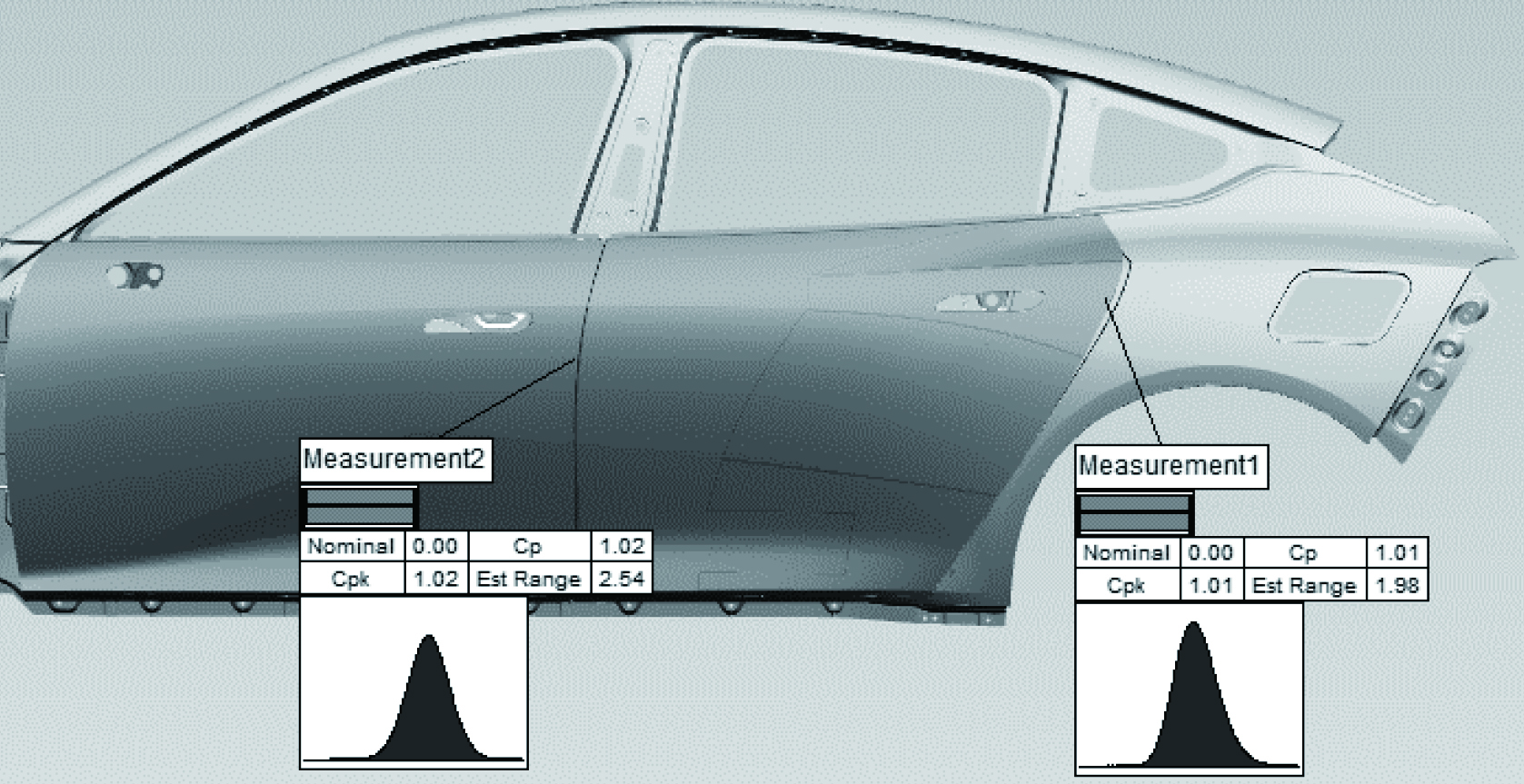
图12 铰链拆分式工装建模计算结果
对于后门与侧围间隙影响因素通过三维仿真分析,影响因子贡献比例超过10%的三项如图13所示。
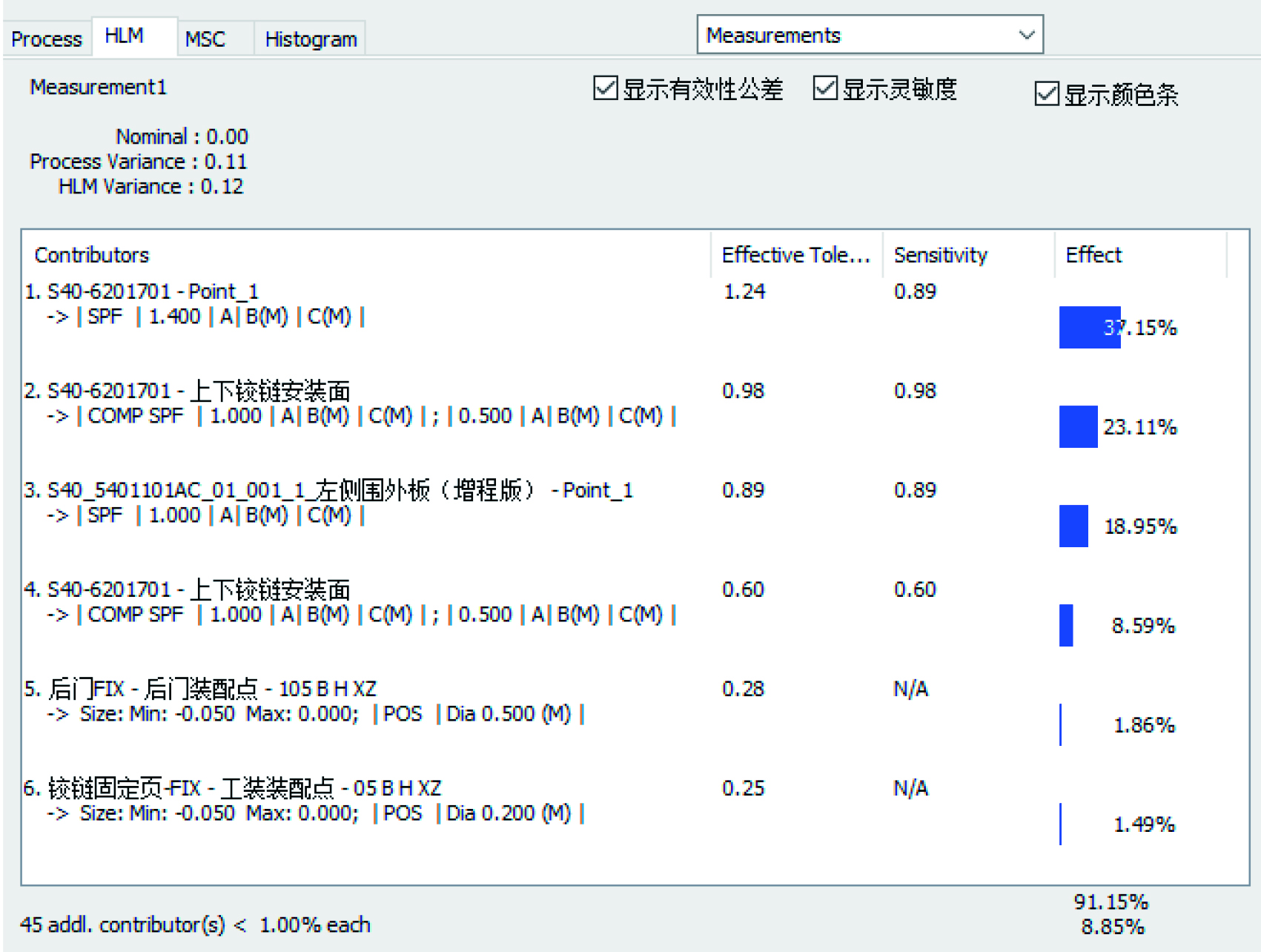
图13 后门与侧围间隙影响因素影响因子贡献比例
(1)侧围与后门测量点相对于基准轮廓度公差。
(2)车门与侧围测量点相对于基准轮廓度公差。
(3)后门上下铰链安装面相对于基准轮廓度公差。
从影响因子中可以看到,采用铰链拆分式定位对于后门与侧围间隙DTS影响最大的是以上三个影响因素,即:侧外板上与后门配合位置的轮廓度公差,车门上与侧围间隙面轮廓度公差,另外最重要的是铰链安装面的轮廓度公差,因为牵扯到焊接变形,所以此处在后期工业化调试阶段需要重点关注。
前门与后门间隙影响因素通过三维仿真分析,主要影响因子贡献比例超过10%的三项如图14所示。

图14 前门与后门间隙影响因素影响因子贡献比例
(1)后门与前门测量点相对于基准的轮廓度公差。
(2)前门与后门测量点相对于基准轮廓度公差。
(3)前门上下铰链安装面相对于基准轮廓度公差。
从影响因子中可以看到,采用铰链拆分式定位对于前门与后门间隙DTS影响最大的是以上三个影响因素,即:前门与后门配合位置前后门的轮廓度公差,另外最重要的就是铰链安装面的轮廓度公差,因为牵扯到焊接变形,所以此处在后期工业化调试阶段需要重点关注。
分析结果来看,在Cp值达到1.0的情况下采用外置式工装定位策略前后门的公差可以做到做到±(0.7~0.9),与采用外置式工装能够达到的公差基本一致,并且前后门只需要一套工装,其体积相对较小,员工操作也比较方便。但是在调试阶段对于铰链安装面的调试比较困难,还会存在铰链活动页板落不到位的情况,进而影响前后门整体的装配质量和效率。
4 结语
四门装配定位形式的不同,对于一次装配的结果是不一样的,目前各个汽车主机厂几种工装的形式都有,工装定位形式对于车门间的间隙影响因素也各不相同。通过VSA软件进行分析,可以提前识别影响因素,在前期设计时就可以针对不同影响因素来进行重点控制,可以有效缩短后期调试周期,以指导后续项目能更快更好的开展,将前期项目已发生的问题在新项目的数据设计阶段进行规避。
本文对汽车行业通常采用的几种四门的定位方式进行简单介绍,文中提到的几种四门定位方式可供大家根据自身企业的实际情况进行选择,形成自身的通用化、平台化的定位方式。
参考文献
[1] 李海滨.车门定位方式及其在车门面差分析中的应用.制造研究.2020,(08):40-41.
[2] 刘峰、杜坤、肖子润,等.车门定位系统及检测方法研究.汽车制造业.2016,(15):52-54,57.
[3] 邵金金.白车身车门装具形式及装配公差累计.汽车工艺师,2019,(10).16-18.
[4]王志丹、叶靖、居坤,等.基于3DCS的汽车车门装配尺寸偏差仿真分析.机电工程技术.2019,48(01).76-78,121.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:张兴旺 王倩 褚雪伟 李宇彤 ,单位:合众新能源汽车有限公司 。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

无线I/O 技术在整车总装车间暗灯系统 的研究应用
本文以上汽通用五菱某整车总装车间暗灯系统为研究对象,分析该车间暗灯系统的使用需求情况,重点研究总装车间孤岛工位暗灯呼叫与响应问题。通过研究无线I/O 模块和组建无线I/O 扩展局域网,自主设计集成无线暗灯系统,以满足总装车间远离生产线的孤岛工位暗灯功能需求。
2022-02-21
-

总装模块化装配技术在新能源电动汽车上的应用
随着科技发展和消费端个性化的需求,电动汽车越来越多样化,需要实现在同一生产线上同时生产几种产品或同一平台的不同车型,为最大限度地提升产能及实现多车型共线柔性生产,越来越多的模块化装配技术被应用在新能源电动汽车的总装车间生产线上。
2022-02-21
-

汽车总装线关键特性信息化管理与 过程监控研究
本文介绍关键特性管理系统的开发,实施总装线关键特性信息化防错管理,通过扫描VIN码实现车型智能识别获取工艺参数,数据实时采集、比对及异常报警,实现过程管理,对数据进行SPC 分析,实现关键特性过程质量监视与预防控制。
2022-02-21



热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多