汽车总装线关键特性信息化管理与 过程监控研究
随着物流与汽车产业的发展,不同车型实施混线装配,造成总装线工艺参数变化较多,而总装线装配关键特性参数直接决定整车的质量与性能,因此关键特性工艺参数需精确维护到每一种车型并实施到位,实现精准监控。
开发总装关键特性管理系统,将信息化技术与智能设备相结合,实现生产现场工艺参数自动获取,同时对作业数据进行采集和存储,实时比对、异常报警,使用SPC 方法对生产过程数据进行统计分析,实现总装过程质量监视与预防控制。
传统总装关键特性传递与管理
1. 工艺参数预置与现场选择
工艺参数与零部件图号绑定,记录在设备本身或上位工控机中,一般情况下需要扫两次条码,其中零部件图号条码用于识别工艺参数,VIN 条码用于记录追溯。
工艺人员新增、修改工艺参数需要到设备或上位工控机去修改。修改的时间和人员难以做到有效记录。
2. 汽车工作液加注
汽车工作液加注主要有定量加注和抽真空加注两种模式,工艺参数控制有单机设备控制和联网控制两种方式,单机设备加注是传统加注方式,加注工艺参数均在设备触摸屏上维护和存储,需要人工识别车型,选择对应的加注量进行加注,靠人工进行判断与识别。
汽车工作液联网加注是近几年兴起的一种信息化加注系统,实现了扫描VIN 码自动获取加注工艺参数的功能,同时可以将加注量、加注压力及真空度等关键数据上传后台进行查询追溯,但工作液联网系统不能实现加注数据的整理分析以及设备与过程能力指数的信息化自动生成与预防控制分析。
3. 关键力矩拧紧
总装线关键力矩电动拧紧分为单机设备运行和系统联网两种模式。单机设备拧紧参数保存在设备本身的触摸屏或上位机中,操作者需要人工识别车型,选择对应的档位进行变距和拧紧,靠人工进行判断识别。
电动拧紧控制系统实现拧紧参数自动获取,但未能实现对拧紧数据的整理分析及设备与过程能力指数的信息化自动生成与预防控制分析。
4. 报警信息联动
目前关键参数实现设备报警和工艺参数维护提示等,仅做后台记录,未能实现与ANDON 系统、企业微信及企业邮件等实时信息发布系统的联动。
关键特性防错管理信息化系统概述
关键特性管理系统是通过信息化技术和智能化设备结合,将产品的关键特性参数预置到系统中,实现对生产过程监控、识别、转化、传递及防错管理。系统功能如下:
1. 工艺参数维护绑定
将工序的设定工艺参数绑定到相应零部件图号下,系统与工厂BOM 系统对接,生成车辆VIN 对
应每个工序的装配工艺数据。
2. 作业防错
拧紧设备和加注设备通过扫描VIN,系统自动调用对应的拧紧程序和加注参数,进行拧紧和加注。
3. 过程数据采集与报警管理
对装配过程拧紧、加注、打胶、气密检测和数据刷写等关键数据进行实时读取与采集,同时与系统内工艺标准进行比对,异常报警,在下线录入工位,根据车辆VIN 码,对车辆各项数据进行复查与比对,异常报警提示整改。
4. 历史数据查询
车辆装配过程历史数据均保存到数据库内,可随时查询。
5. 工艺分析并输出图表
对关键特性参数的异常信息可按时间段进行数据查询、统计、分析和输出相应报表。
6. SPC 分析
设备能力指数Cmk :根据每台设备上传数据进行连续取样,自动计算设备能力指数Cmk。过程能力指数Cpk :根据要求的时间段,按规定的取样规则,自动计算过程能力指数Cpk。
7. 控制图绘制及异常工艺分析
根据上传数据制定取样规则,按月度绘制X-R 图,并利用SPC理论判异原则进行数据分析,判断过程异常并进行分析改进。
8. 报警信息实时通过企业微信、邮件推送给相关管理人员。
关键特性防错管理系统功能策划
1. 工艺参数预置
工艺参数与零部件图号绑定,关键特性管理系统与工厂订单系统及BOM 系统连接,自动为每台车绑定各关键工序的工艺参数,存储在服务器中。操作者每次只需扫一次VIN 条码,即可完成工艺参数识别和获取,同时实现参数修改规范化管理。
2. 设备数据采集
数据采集是关键特性管理进行的根本,也是进行统计分析的基础。关键特性管理系统根据不同的数据、应用场景和设备等方面的因素需要,选择不同数据收集设备,采用不同数据采集方式。
3. 工作液加注联网防错
关键特性管理系统可导入相关车型总成零部件图号工艺参数数据,通过与上游系统接口,实现VIN 与工艺参数的对应(图1)。通过扫码将VIN 信息上传至关键特性系统,系统自动查询到工艺参数后向设备下发相关工艺参数进行加注。定量加注机工艺参数为加注量,真空加注机工艺参数为抽真空度、加注量、时间和压力等。
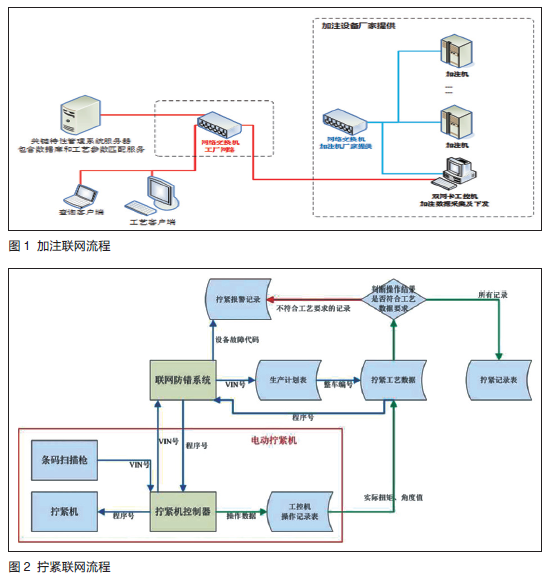
每次加注完成后,关键特性管理系统把实际加注量与设定加注量进行对比和存储记录,如果超出设定允许偏差范围,则通过加注设备进行报警并记录。加注设备出现报警后,关键特性管理系统可向ANDON 系统推送报警内容,在车间现场显示,也可通过邮件和企业微信推送至相关人员邮箱和手机上。
4. 关键力矩拧紧防错
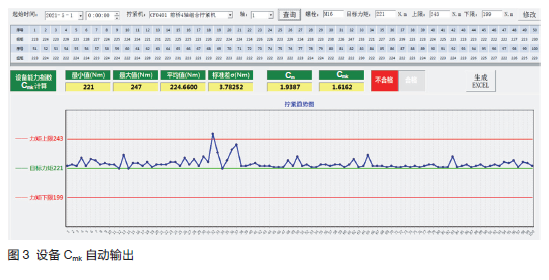
关键特性管理系统实现关键力矩参数与车型对应,生产现场通过扫码将车辆VIN 信息上传至关键特性系统(图2),对于多轴拧紧机,关键特性管理系统向设备下发扭矩和变距等工艺参数,实现自动变距和定扭拧紧;对于单轴拧紧机,关键特性管理系统向设备下发扭矩和拧紧次数等工艺参数,实现定拧紧固。
每次拧紧完成后,关键特性系统将采集到的实际扭矩和拧紧次数与设定值进行比对和存储记录,如果超出设定的允许偏差范围,或拧紧次数未达标,则通过拧紧设备进行报警并记录。拧紧设备出现报警后,关键特性管理系统可向ANDON 系统推送相关报警内容,在车间现场显示,也可通过邮件和企业微信推送到相关人员的信箱和手机上。
5. 整车数据刷写防错
随着汽车环保、安全等法规规范及相关要求,ECU、仪表、VIN 以及车载终端等整车数据实施生产线刷写,为保证数据的准确性,在通过刷写设备实现在线数据刷写的同时向关键特性防错系统上传刷写记录,系统可根据刷写时间范围、VIN 号及生产线等条件进行数据检索,并对检测结果进行判断,实现数据刷写在线防错管理。
关键特性系统可从产品和订单管理系统下载相关刷写数据信息,并对信息进行相应处理后建立对应VIN 的刷写信息,作为生产线数据准确性匹配的基础库。关键特性系统接入刷写数据后,将每辆车刷写的数据与系统数据进行比对,如果发生不一致或者漏刷的现象,则触发系统报警并记录。
6. 涂胶玻璃检测
汽车前风窗玻璃涂胶设备每次涂胶前对每块玻璃检测6 ~ 8个点玻璃尺寸,关键特性管理系统采集这些尺寸数据,对检测数据和标准玻璃尺寸核算差异,并与预置的尺寸公差值进行对比分析,输出判定结果。
7. 关键特性管理系统数据分析
生产过程是产品质量形成的关键环节,生产过程控制目的就在于为生产出合格产品创造有利的生产条件和环境,从根本上预防和减少不合格品的产生。
通过关键特性管理系统采集现场数据,在实现存储及追溯管理的同时,对数据进行SPC 分析,自动计算每一台设备的设备能力指数Cmk 值和过程能力指数Cpk值,对数据趋势异常进行自动分析,进行关键特性质量控制。
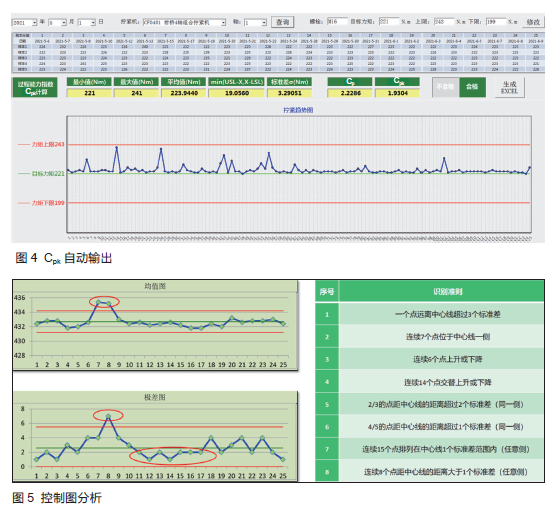
(1)设备能力指数Cmk 计算与自动输出
Cmk 是设备对产品质量的能力指数(图3),是衡量设备运行稳定性的一个指标。Cmk 仅考虑设备本身对产品结果的影响,因此采样时对除设备因素外的其他因素严加控制,关键特性管理系统取样时做到短时间连续取样,一般取样10 组50 个样本,设置计算公式自动计算与输出。
(2)过程能力指数Cpk 计算与自动输出
过程能力指数Cpk 是指工序在一定时间内,处于控制状态(稳定状态)下的稳定过程的实际加工能力,是指操作者、设备、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程能力指数,它是工序保证质量的能力。
关键特性管理系统利用信息化技术优势,可准确采集数据与计算每一个过程Cpk 值,一般在过程稳定受控情况下以适当频率抽25 组125 个样本。前桥U 形螺栓拧紧,关键特性系统自动选取样本计算 Cpk 值,Cpk 所取样本采用1 号轴拧紧M16 螺栓的合格记录数据(图4),根据Cpk 的样本选择原则,在过程稳定受控情况下,关键特性系统按每天一组数据规则,自动取25 组125 个样本进行计算:①选取25 个有生产任务的工作日;②每个工作日的1 号轴拧紧M16螺栓数据按照时间顺序排序;③每工作日前后按规则共取出5 个扭矩值, 组成5×25=125 个样本值;④计算Cpk 值并自动输出相应表格。
(3)控制图绘制及趋势分析
关键特性系统针对关键力矩值等关键参数可绘制月度控制图,并根据控制图判异原则进行趋势分析,工艺技术人员根据分析结果,使用七钻流程对生产过程进行分析改善,完成后重新生成控制图(图5)。
结束语
关键特性管理系统实现了通过扫码进行车型智能识别,获取拧紧和加注等工艺参数并传递到设备中实施,采集现场数据,实现现场工作数据与标准比对,报警及报警信息传递,实现过程数据存储及追溯管理,同时对数据进行统计过程控制分析,计算每一台设备能力指数和过程能力指数以及趋势异常分析,成为持续改进过程的控制手段,进而达到提升制造质量水平的目的。
AI《汽车制造业》
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多