一文让你秒懂高速电机的六大关键技术挑战
在体积更小、功率更高追求驱动下,电机的转速一路攀升,从早期的两三千转,一直攀升到几万甚至几十万转,更高的转速使得功率密度和原材料利用率提高。因此高转速是强趋势,以新能源驱动为例,丰田Prius推出的第一代产品最高转速才6000 r/min,到第四代产品转速达到17000 r/min。本期我们用更高的视角去看看转速电机的应用场合及背后的关键技术。”
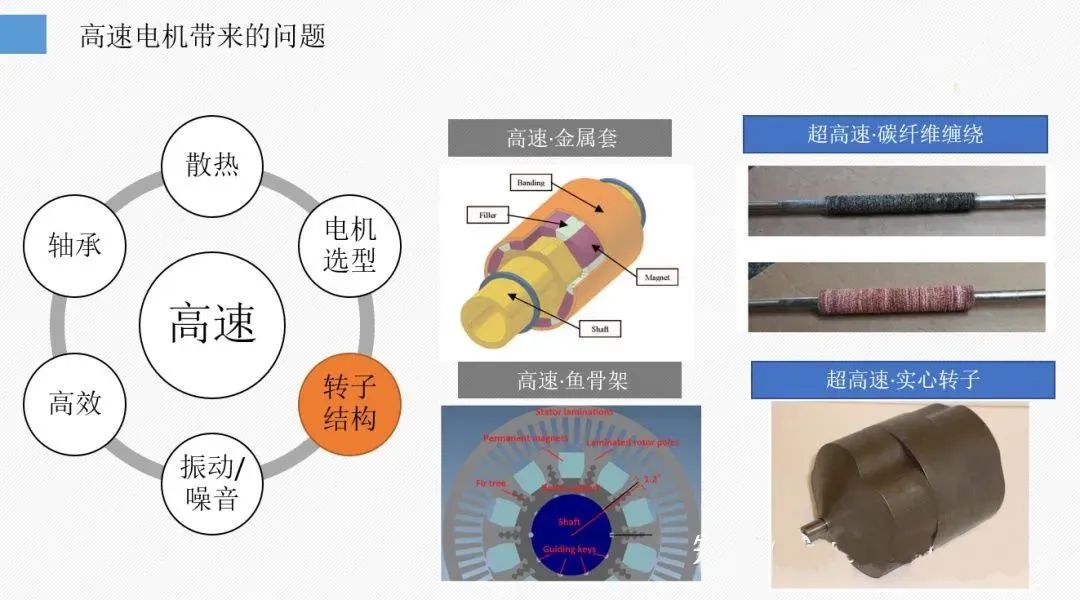
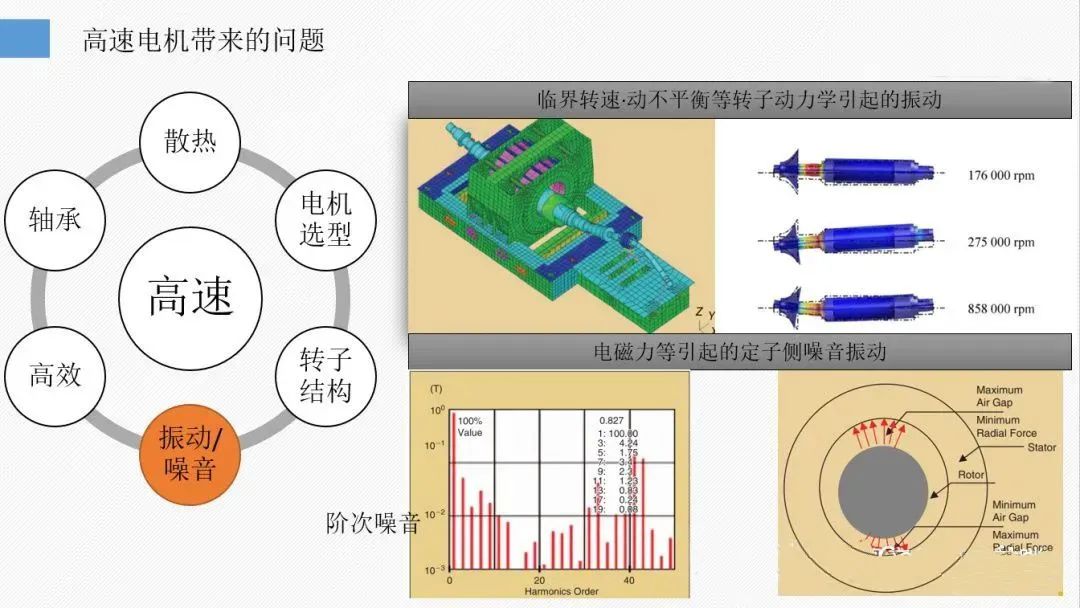
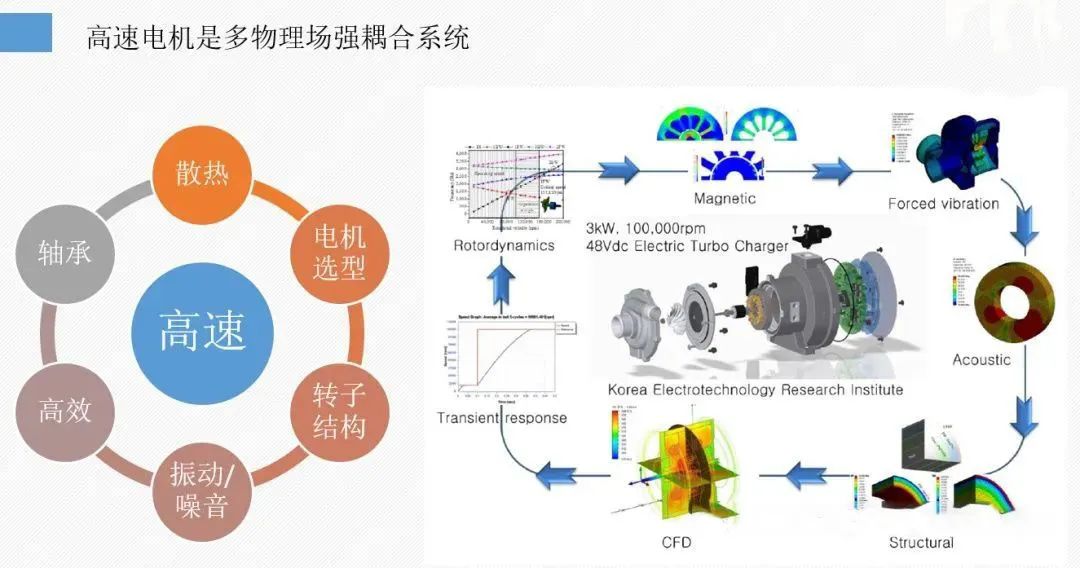
高速、超高速的应用前景广阔但同时给电机带来了极高的挑战,我们将这些问题合并同类项后发现有六大类:散热、选型、转子结构、振动噪音、高效设计、轴承。
散热的问题
1. “内强迫风冷”如下图所示,强冷风能够直接吹入电机内部带走绕组和铁芯上的热量,这种方式一般出现在空压机、鼓风机、飞机电机这类本来就有强风可利用的场合。
2. “内油冷”在电机必须封闭防护,或者无强风的应用环境中,采用最多的是内油冷方式,比如AVL设计的高速电机采用的定子槽内油冷的方式的组合。有些电机也采用绕组喷油冷却+定子油冷+转子油冷等多种方式的组合。
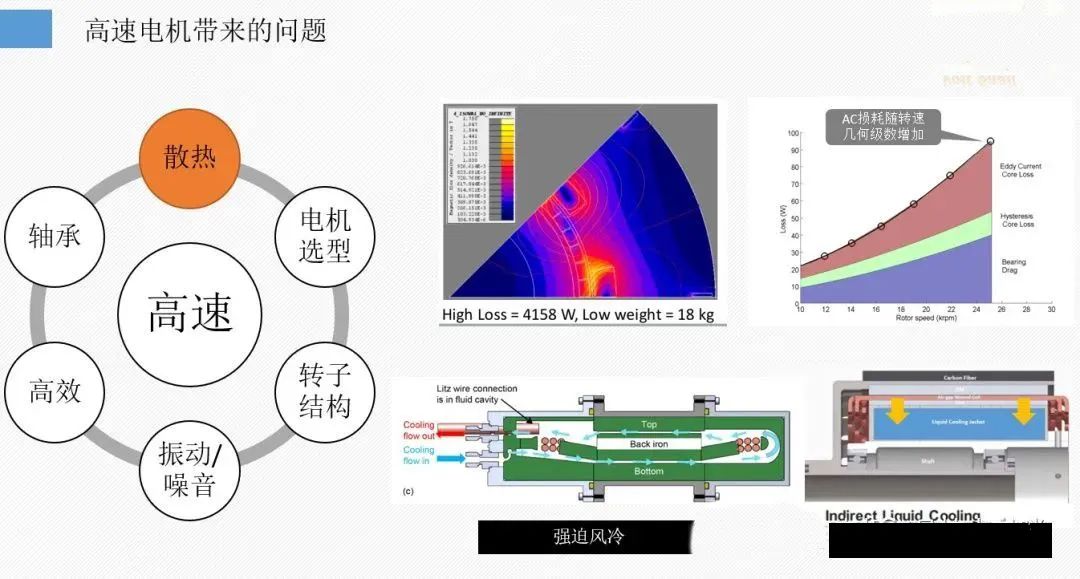
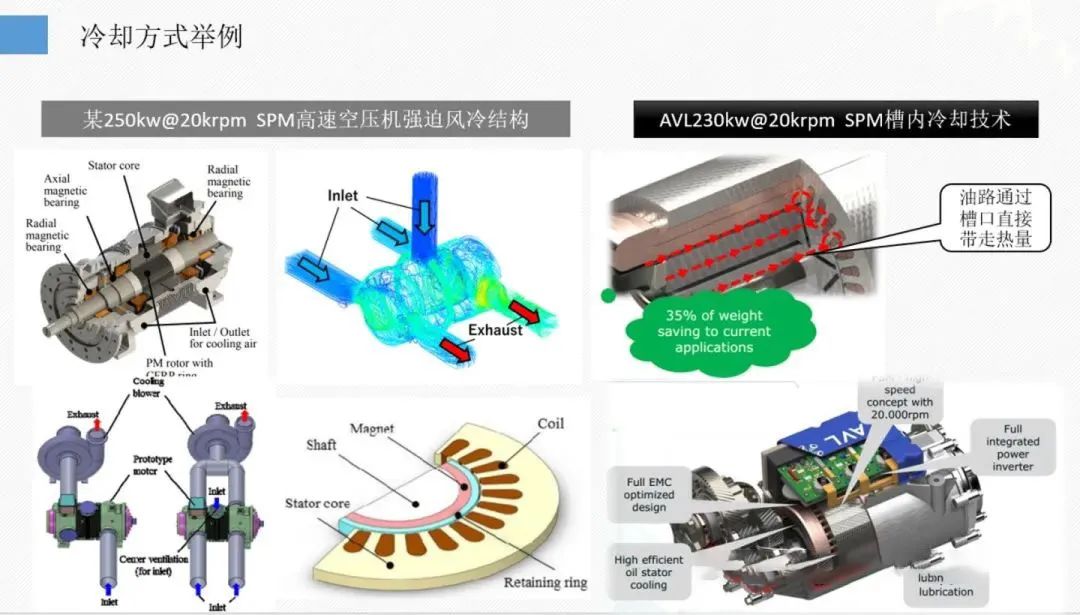
为了实现高功率密度、发热和冷却是高速电机必须要面对的重要问题。
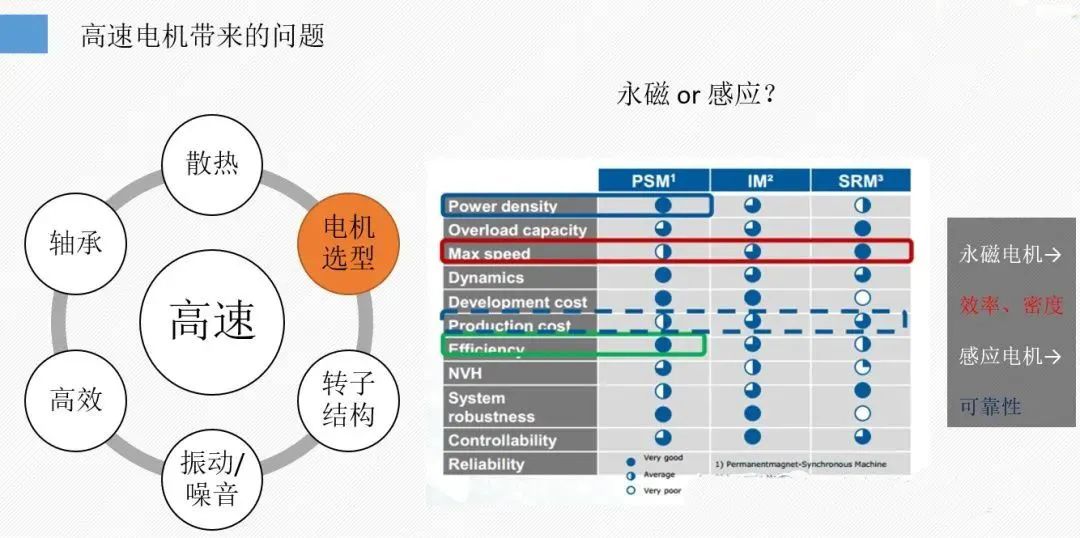
电机选型问题
永磁电机还是感应电机?还是开关磁阻等其它类型的电机,高速电机种类的选择一直是一个没有标准答案的问题。一般从功率密度和效率的角度出发,选择永磁电机比较有优势,而从可靠性出发选择感应电机和开关磁阻电机。但因为振动噪音较大,开关磁阻的应用较少。
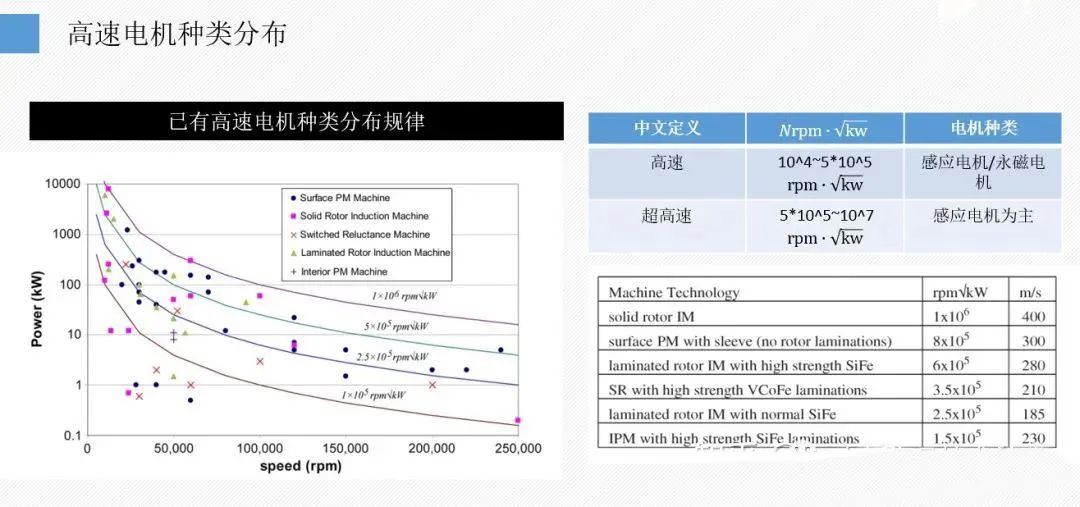
下图是前人统计的不同转速和功率下高速电机的种类分配规律,将电机的“功率*转速值”画成等高曲线,我们能够发现一些大致的脉络:“在超高的应用中感应电机居多,在高速的应用中感应电机和永磁电机共存”。只要遵循这条原则,我们就能在范围内根据需求选择电机类型。
转子结构的问题
高速电机的转子结构必须要克服的离心应力,一般在“高速”的范围内采用金属护套、转子本身结构(如Ipm的鱼骨架、IM的转子结构)等,而在“超高速”的范围内采用碳纤维缠绕,或者干脆将转子做成实心一体结构,如储能飞轮的电机。
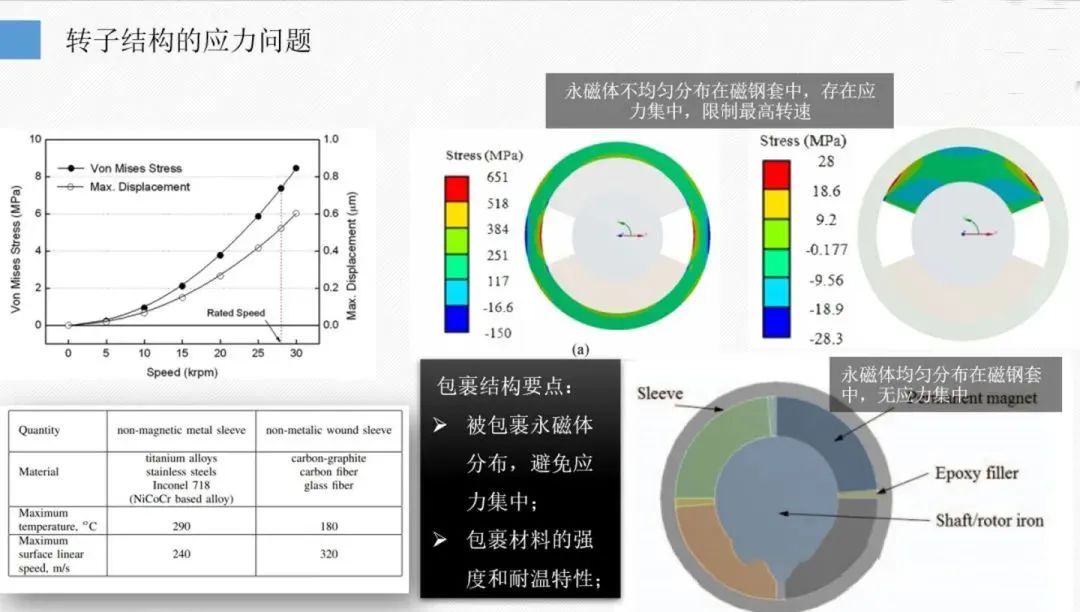
大多数永磁高速电机采用的是转子护套的结构,此类设计也非常讲究,即要保护永磁体,又要防止护套失效。因此要尽量避免出现应力集中的情况,如下图所示,若磁钢不填满整个圆周,则会在护套和磁钢上都出现应力集中,这也就是为什么高速永磁电机都采用完整圆环磁钢的原因,如果做不成完整圆环也采用填充物将圆周填满。
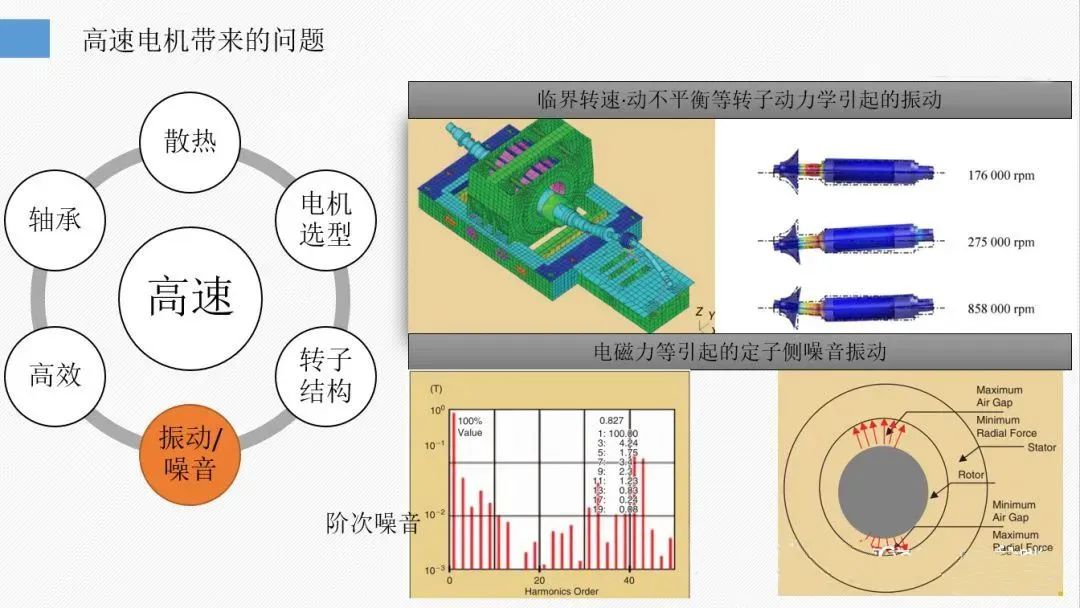
震动噪音的问题
振动噪音的问题是高速电机一大拦路虎。相比普通电机,即有转子动力学产生的振动问题,比如转子的临界转速问题,轴的偏摆振动问题。也有高频电磁力产生的啸叫问题,高速电机的电磁力频率更高,分布范围更广,极易激起定子系统共振。
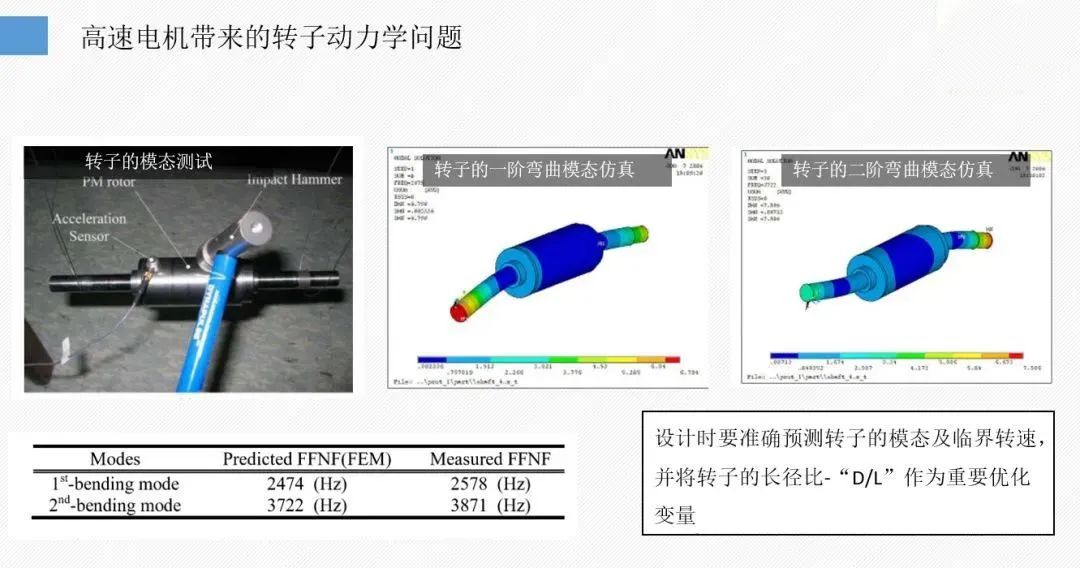
为了避免临界转速振动,高速电机的转子设计非常关键,需要作严格的模态分析和测试。在设计时需要将长径比作为优化变量:转子设计过粗短,能够提高临界转速的上限,不易发生共振,但转子克服离心应力的难度会增加。反过来转子设计的细长,离心强度问题改善,但临界转速下移,出现共振概率提高,而且电磁功率也会随之下降。因此转子的设计需要反复平衡,是高速电机设计的重中之重。
高效的问题
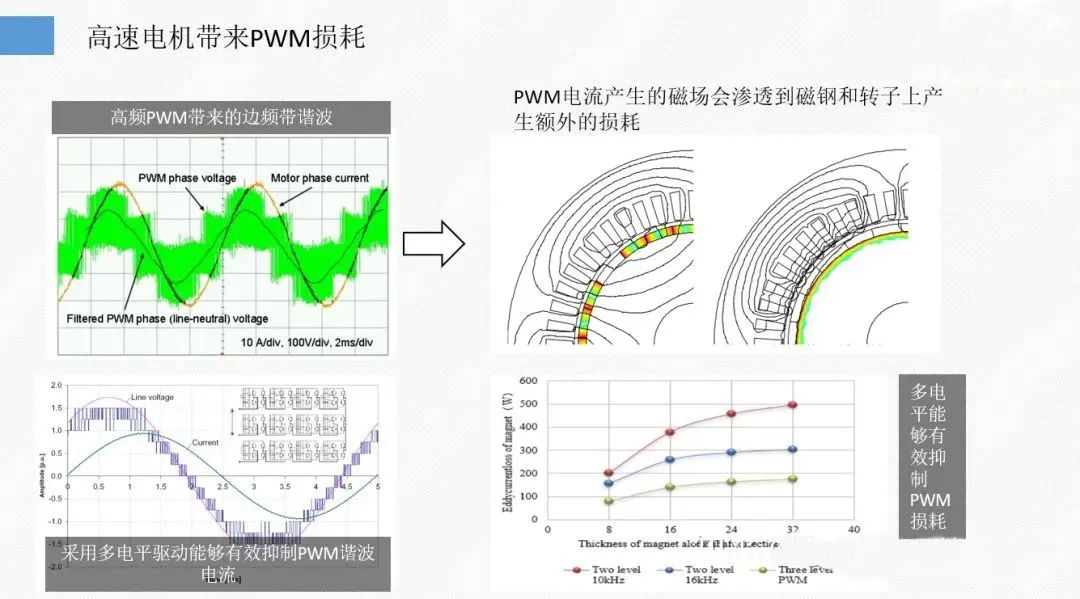
电机损耗随转速几何级数提高, 高损耗使得电机效率快速衰减,为了实现高效,必须治理好各类损耗。以铁耗为例,为了降低涡流损耗,一般采用0.10 mm、0.08 mm的超薄硅钢片。超薄片能够降低涡流损耗但改善不了磁滞损耗,因此超薄片的铁耗磁滞损耗占大头,而普通片中涡流损耗占大头。改善磁滞损耗,可以从下面三条路子出发:
1.优化磁路设计提高磁场正弦性、降低谐波铁耗;
2.降低磁负荷、增加热负荷,降低基波铁耗;
3.从材料选型出发,选择磁滞损耗较小的硅钢片。
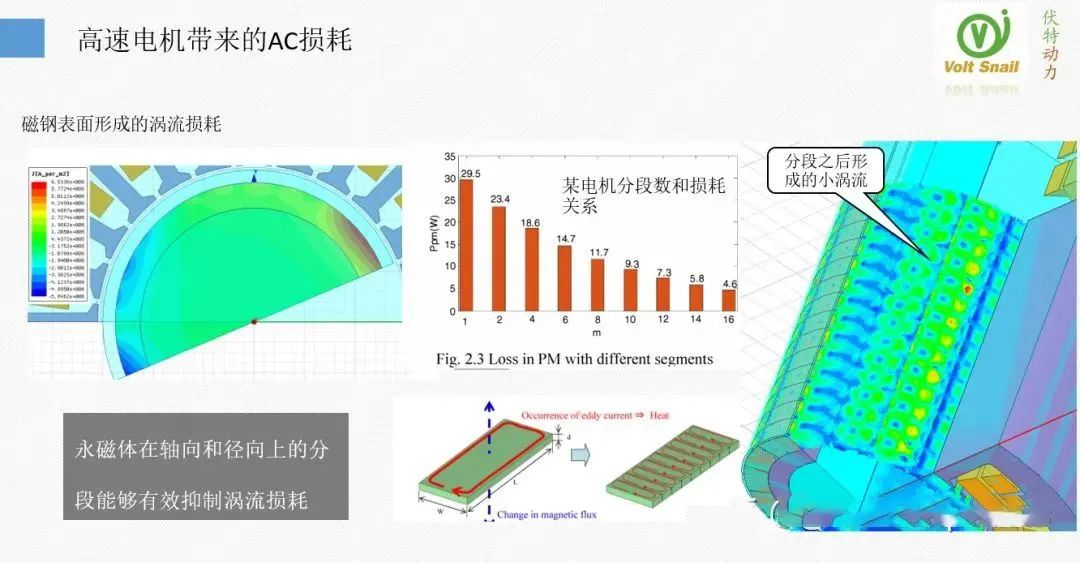
除了铁耗之外,高速电机还要额外关注AC损耗,这些损耗是由于高频交变磁场渗透导致的,往往出现在磁钢外、金属护套、定子绕组表面。以治理磁钢的AC损耗为例,常用的方法是将磁钢分成多段,可以在径向分段也可以轴向分段。分段能够减小涡流环流面积,降低AC损耗,下图是分段之后涡流场的仿真,可知分段颗粒数越多AC损耗越小。除了分段之外还有更多的解决方案,限于篇幅不作展开。
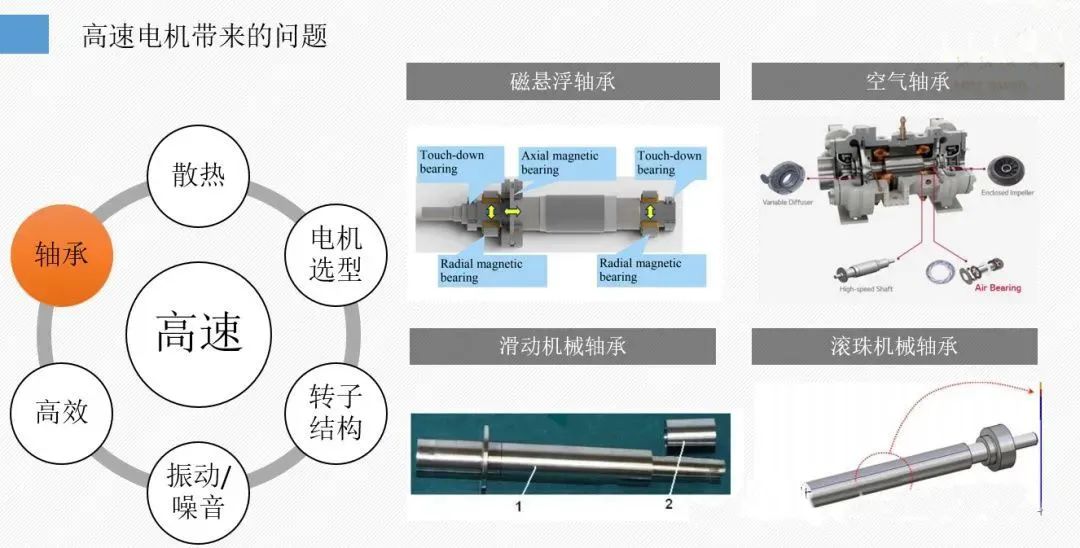
轴承的问题
高速电机的轴承选择是关键的问题,一般有磁悬浮、空气轴承、滑动机械轴承、滚珠机械轴承四大类可以选型。磁悬浮轴承应用在较大功率的场合,空气轴承应用在功率和尺寸较小的场合。机械轴承往往需要油润滑,在很多无油应用中受限制。
高速电机关键问题和技术还有很多,需要同时治理好这些问题,相比普通电机门槛高,难度大。需要采用力-磁-热-NVH多物理场耦合的方式来设计,是新的挑战也是新的机遇。
本文介绍了高速电机的八大类应用和六种关键技术。总的来说高速电机是一种前景广泛,技术挑战极高的应用。有些技术看起来离我们很远,但从发展的角度我们能够看到“浅高速-中高速-超高速-超超高速”的脉络一直在演进。相比十年前,如今一两万的转电机已经司空见惯。因此高速化是“长期主义”,会缓慢的改变产业的格局。因此无论是寻找新领域机会,还是提升现有产品竞争力,高速化技术都是值得长期投资的领域。
电工维修技术课堂
龚淑娟
李峥
相关推荐
-

基于全过程的总装专业质量全面数智化管理
本文基于汽车总装生产过程中的常发质量问题,提出了基于“事前 - 事中 - 事后”的总装生产过程中的质量数智化管理提升方案,重点围绕总装生产领域的全过程生产要素、产品质量全业务和质量问题的全生命周期管理,利用数智化技术手段,进行贯穿式质量管控。
2025-04-08
-

车身间隙面差检测的柔性定位系统浅析
汽车总装生产线上,由于车型的车身尺寸差异和车身移动过程的累积偏差,导致每个车辆到达面差检测工位时的空间位置存在差异,这些位置偏差会极大影响自动检测的准确度。通过分析车身定位系统的定位原理,以及导致车身定位检测失效的各种因素,研究一种柔性的车身定位系统,满足不同车型或者车身偏移超出检测范围时的车身定位需求。
2025-04-07
-

车身匹配零部件尺寸质量评价浅析
本文旨在分析和评估车身外观匹配件的尺寸质量,深入研究现代汽车制造中尺寸精度的要求,并结合长城汽车某MPV项目外观匹配实际过程和经验,阐述了一套后期匹配尺寸质量评价综合体系,用于评估和优化外观匹配件及钣金件的尺寸质量,旨在提高外观尺寸技术规范(DTS)合格率,以此提升品牌市场竞争力。
2025-04-07



热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多