破解焊装涂胶质量难题:自动计数防错系统实现零缺陷与降本双赢
0 前言
现代汽车制造工艺对车身焊接质量提出了严苛要求,其中结构胶的涂敷质量直接影响车身的动态刚度(提升约15%~20%)和疲劳寿命(延长30%~40%)。然而,由于焊装过程中的累计公差(典型值±1.2mm)和人工操作的不确定性,传统目视检测方法已难以满足智能制造的质量控制需求。
压力传感技术作为工业自动化的重要基础,其测量精度已达±0.5%FS,响应时间<5ms。本研究创新性地将微型压力传感器(量程0~1MPa)集成于涂胶枪气路系统,通过检测扳机动作时的气压脉动实现涂胶动作的精确计数。与现有机器视觉方案相比,本系统不受工作环境光照和胶线反光影响,硬件成本降低82%。
1 技术背景与现有技术不足
1.1 技术背景
在汽车焊装车间,涂胶工艺主要用于填补车身零部件之间的缝隙,增强结构强度并防止腐蚀。涂胶质量直接关系到车身的密封性和耐久性。然而,由于焊装过程中存在多种误差(如加工误差、定位偏差等),涂胶位置的准确性难以保证。目前,大多数车企仍采用人工目视检查的方法检测涂胶质量。这种方法不仅耗时较长,而且高度依赖操作人员的经验和技术水平。据统计,人工检测的平均出错率约为1%,漏涂胶的零件一旦流入后续装配环节,将导致不可逆的质量问题,甚至引发车辆召回事件。
1.2 现有技术的不足
手工涂胶在生产过程中面临四大核心问题,包括计数不精准、依赖经验、效率低下以及现有自动化方案的技术经济性缺陷等。
(1)无法精确计数:操作人员难以准确记录每次涂胶动作次数,易出现漏涂或多涂。
(2)依赖经验:涂胶质量受操作人员技术水平影响显著,不同人员间一致性差(标准差达±15%)。
(3)效率低下:人工检测速度仅1s/处,难以匹配高速生产线节拍(≤30s/台)。
(4)现有自动化方案的局限:机器视觉技术虽能实现非接触检测,但易受车间光照变化和胶线反光干扰,误检率高达3%~5%,且硬件成本高昂(单套系统>2万元)。
1.3 本研究方案提出
针对上述手工涂胶过程中存在的问题,本研究开发了一种基于压力传感技术的焊装涂胶自动计数防错系统。该系统通过在涂胶枪尾部气路集成微型压力传感器,实时捕捉涂胶扳机动作产生的气压脉动信号(0.4~0.6 MPa),利用PLC进行高速信号处理与精准计数逻辑运算,并通过HMI实现涂胶段数的实时可视化监控与防错报警,旨在以低成本、高可靠性的方式彻底解决涂胶段数漏检、错检难题。
2 装置设计与工作原理
2.1 装置结构
本文提出的自动计数防错装置主要由涂胶枪、信号采集和自动计数三部分组成,如图1所示。
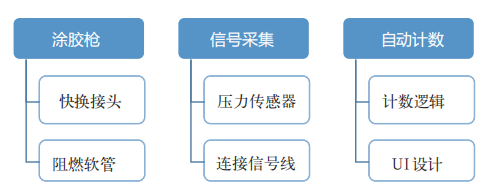
图1 组成部分示意
2.2 工作原理
如图2所示,在涂胶枪尾部开孔,安装管径为6mm的快换接头,并通过阻燃软管连接至压力传感器2,软管末端根据实际长度连接至气源接头1。压力传感器用于监测涂胶气压(监控气压次数,进行涂胶段数计数),并通过信号线从线体内JB箱取24V电源接通压力传感器,同时与PLC输入模块连接。涂胶枪底部直接接涂胶枪气源接头6,在涂胶枪扳机5扳动时,气源推动胶体排出,实现涂胶。气源接头1与胶枪尾部快换接头3连通,是连接外部气源与涂胶枪的关键部件,外部的压缩空气等气源进入涂胶枪内部,为涂胶枪涂胶输出提供动力,确保足够的气压来推动胶水顺畅地从枪头挤出。
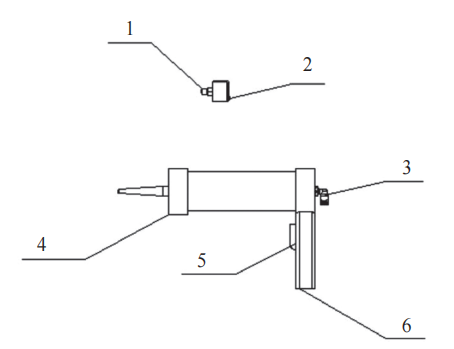
图2 装置结构示意
1-气源接头;2-压力传感器;3-快换接头;4-涂胶枪本体;5-涂胶枪扳机;6-涂胶枪气源接头
压力传感器2实时检测气源压力,并在涂胶枪系统中起监控作用,实时监测涂胶时气压输出次数,既能保证均衡气压,避免造成浪费和涂抹不均匀。通过压力传感器与PLC实现涂胶段数记录,操作人员可以及时查看涂胶状况,以保证涂胶工作的稳定和精确。
快换接头3连接阻燃软管,使得阻燃软管的连接和拆卸变得更加便捷高效,在一些对耐高温和防水有要求的工作环境中,有效降低风险,为快速更换阻燃软管提供了便利,有助于提高工作的灵活性和安全性。
涂胶枪本体4为涂胶操作的执行主体,涂胶枪的设计运用了人体工程学,以便操作人员能够舒适地握持和操作,其内部结构复杂,包含了胶水储存腔、出胶通道等关键部分,这些部分协同工作,确保胶水能够按照操作人员的意图准确地挤出。
涂胶枪扳机5是控制气源开关的部件。操作人员通过扣动扳机来开启或关闭气源,进而控制胶水的挤出。扳机的设计兼顾操作的便利性和精确性,既保证操作人员能够轻松地扣动扳机,又能够精确地控制气源的通断,从而实现对涂胶段数的操控。
涂胶枪气源接头6接通气源,推动胶体排出,是气源与胶水之间的关键连接点。
当涂胶自动计数防错装置安装完毕并开始工作时,工作人员只需扣动涂胶枪扳机5,涂胶机即可起动工作,随着气源的挤压,涂胶工作将持续进行;同时涂胶枪尾部压缩空气,约0.4~0.6MPa的压力随阻燃软管输出至压力传感器2,压力传感器工作,将气压转换成电信号输出给线体内PLC,PLC采集到压力传感器转换的电信号,通过计数逻辑完成1次涂胶段数计数。
如图3所示,在人机交互界面(HMI)中显示零件涂胶位置和涂胶段数1;工作人员持续工作,涂胶自动计数防错装置持续输出涂胶气压信号,直至钣金件涂胶工作结束;压力传感器完成信号采集,PLC完成计数逻辑转换;如图4所示,比较采集的实际涂胶段数与预设涂胶段数,实现防错报警。
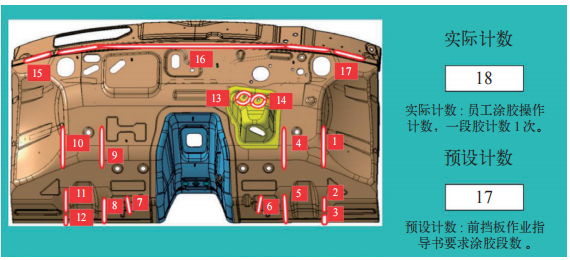
图3 人机交互界面示意
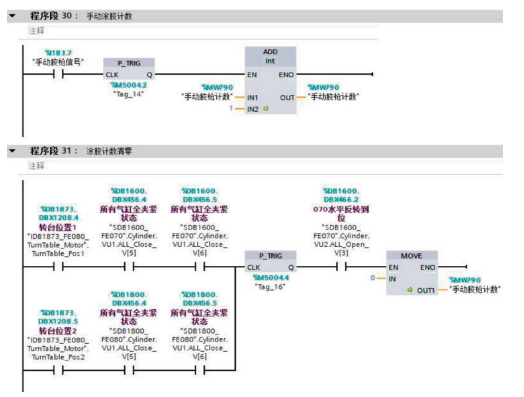
图4 手动涂胶计数示意
当工作人员手动操作涂胶枪时,PLC切换至手动模式,接收来自压力传感器的气压信号,通过计数逻辑实现涂胶段数的自动统计;完成一次钣金件涂胶工作后,涂胶计数输出计数涂胶段数并清零,等待二次钣金件涂胶工作;如果手动胶枪计数的涂胶段数小于钣金件预设的涂胶段数,则触发涂胶计数不足报警;如果手动胶枪计数的涂胶段数大于或等于钣金件预设的涂胶段数,则涂胶计数报警复位,完成涂胶自动计数防错报警。
3 技术效果与应用价值
PLC与焊装涂胶自动防错装置的集成显著提升了焊装涂胶的生产效率与工作一致性。该装置通过智能化的控制方式,有效降低了人工成本、减少了涂胶材料的浪费,并彻底杜绝了漏胶现象的发生,具有较高的应用价值。
3.1 显著提升生产效率
传统的人工目视检查方法耗时较长(约1s/处),而本装置通过压力传感器实时监测涂胶气压信号,PLC自动完成计数与逻辑判断,检测时间缩短至毫秒级,大幅提升了生产效率。相关研究表明,自动化检测技术可将涂胶工位的节拍时间缩短30%以上。
3.2 出错率降低至近乎为零
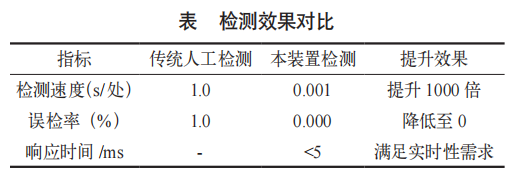
人工检测的平均出错率约为1%(见表),而本装置通过PLC逻辑控制将涂胶段数检测准确率提升至100%。压力传感器的信号采集与PLC的计数逻辑相结合,确保了涂胶段数的精确记录,完全避免了人为因素导致的漏检或误检。
3.3 节约生产成本
漏涂胶会导致白车身总成报废,单台成本损失高达数千元。本装置通过实时报警与夹具互锁功能,彻底杜绝了漏涂胶零件流入下一工序的可能性。此外,自动化检测减少了返工和材料浪费,综合成本降低约20%。
3.4 高性价比与广泛适用性
本装置采用的检测元件(如压力传感器、PLC等)均为工业领域常规器件,采购价格低廉且供应稳定。以压力传感器为例,其单价仅为50~100元,而PLC模块的成本也可控制在千元以内。这种低成本、高可靠性的设计使得该装置能够广泛应用于各类人工涂胶工位,实现汽车制造企业降本增效。
4 结语
本文提出的基于压力传感的焊装涂胶自动计数防错装置及方法,通过低成本、高可靠性的传感器与PLC集成,实现了涂胶段数的实时监测与防错报警。试验证明,该装置能够显著提升生产效率、降低出错率,并节约生产成本,具有广泛的适用性和推广价值。未来还可通过升级算法或增加物联网模块,实现涂胶数据的远程监控与分析。
参考文献
[1] 赵勇,陈刚.涂胶工艺对汽车车身结构强度的影响[J].汽车工程,2022,44(3):345-352.
[2] 张伟,李强.汽车焊装涂胶质量控制技术研究[J].机械工程学报,2020,56(1):123-130.
[3] 王磊,刘洋,陈辉.PLC在工业自动化中的防错系统设计[J].自动化技术与应用,2021,40(5):67-72.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:夏涛 汪彬 宋光强 李家凤 潘剑南 朱雪松 曹江怀,单位:奇瑞汽车股份有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

多车间多车型滚床式WBS在焊装车间的应用
北汽福田汽车投入全新车型——超级VAN新能源汽车,因而在福田全球多功能中心工厂建设了一条目前国内商用车线体自动化程度最高的生产车间。本文通过对北汽福田汽车全新超级VAN新能源汽车焊装车间滚床式WBS的介绍,对工艺路线、控制系统及设备进行了分析,充分展示了工业4.0机运系统的自动化、智能化、多车型以及多车间的应用。
2025-07-30
-

AI 视觉革新:焊装车间检验的智能化升级
本文针对焊装车间错漏检验工艺的痛点,提出基于深度学习的 A I 视觉检测技术方案。通过对比传统人工检验(效率低、错漏率约 1%)与 A I 视觉检测(准确率 99.9%、检测速度 0.4 s / 件)的性能差异,验证了该技术在降低返工率、提升产线节拍及实现数据化管理方面的显著价值。并构建了一套端到端的智能化检测系统,并通过整车三工厂焊装车间的实际部署案例,证明其单工位年节约成本约 21 万元的经济效益。
2025-07-29
-

铸铝连接工艺技术研究
本文主要研究了铸铝零件之间的连接工艺,通过对SPR自冲铆连接技术、FDS流钻螺钉连接技术和MIG焊连接技术的研究,通过连接试验及试验件拉伸试验,研究铸铝材料连接的可行性和可靠性。该技术能够为铸铝零件连接提供工艺技术参考,有效降低铸铝零件的制造和维修成本。
2025-06-18
热点文章
-

直播预约 | 尺寸偏差、缺陷遗漏、反复整改?从试制到量产,如何从容应对车身质量挑战
2026-07-31
-

直播预约 | EINES-AI视觉赋能整车制造:焊装到总装的质量控制
2026-08-04
-

某间接式热泵架构电驱低温余热利用控制方法的仿真优化研究
2026-08-04
-

电动汽车分布式牵引力控制功能开发与优化研究
2026-08-03
-

德国马牌携手品牌大使尹正,共塑“无惧湿滑”的驾控安全新标杆
2026-07-30
-

奇瑞尹同跃:2000万辆以后,我们不再参加内卷
2026-07-28
-

质量为源:APIS助力中国汽车高质量发展
2026-07-30





评论
加载更多