冷却系统卡箍紧固力矩的确定方法与性能分析
0 引言
商用车发动机冷却系统的主要作用是调节发动机的温度,确保其在适宜的工作温度范围内运行。其主要由散热器、风扇、水泵、节温器、冷却液、发动机机体上的水道(水槽)、气缸盖上的水套及其他附加装置组成。冷却液在发动机内吸收热量后,通过水泵的驱动在系统中循环,循环过程中,冷却液流入散热器,散热器的散热片和管道增大了与空气的接触面积,冷却风扇加速了空气流动,促使冷却液散热降温。节温器则像一个阀门,根据冷却液的温度来控制其循环路径,让发动机能快速达到合适的工作温度并保持稳定。
冷却系统各部件之间主要由不同的管路连接组成,卡箍用于紧固连接的冷却管路,保证管路连接紧密,防止冷却液泄漏,软管连接管路的卡箍松动或密封效果差时,冷却液就会泄漏。同时,由于冷却系统在运行过程中会因温度变化产生热胀冷缩,卡箍能够在一定程度上适应这种变化,依然保持管道连接的稳定性和密封性。因卡箍紧固时作用在橡胶件上并且工作环境存在高压力、高温度现象,选择好的紧固方案可保证其可靠性和密封性。为对卡箍紧固力矩及方法进行系统的分析,本文拟采用不同的紧固方案对卡箍预紧力矩和复紧方案的影响因素进行研究,以找到最优的紧固方案。
1 试验目的
本次试验研究选择目前行业主流的美式重型卡箍为研究对象,其采用高强度的不锈钢材质,具有较高的抗腐蚀性和耐磨损性,能适应恶劣的工作环境和长期使用,美式重型卡箍与软硬管路连接时能承受较大压力和扭矩,对管路的作用力矩均衡,可有效防止液体的泄漏,相比其他类型卡箍,在高压力或振动环境下表现更优,能提供可靠连接紧固效果,能适应热胀冷缩,保证密封性能。本文策划了7组不同的安装工艺对比试验,以对卡箍的合理安装提供数据支撑。
2 试验验证策划
2.1 试验工具
(1)电动扭矩枪,精度±0.2N·m,为卡箍安装过程中的锁紧装置。
(2)数显扭矩扳手,精度±0.01N·m,用于锁紧力矩检测。
2.2 试验样件
(1)选取同硬度、尺寸及性能一致的硅胶管若干个。
(2)选取同材质、外径尺寸相同的钢管若干个。
(3)选取美式重型卡箍14件。
2.3 不同紧固方案对卡箍紧固力矩的验证
选取同硬度、尺寸及性能一致的硅胶管和同材质、外径尺寸相同的钢管若干个。选取美式重型卡箍14件,共7组试验,分别编号为A1-A2、B1-B2、C1-C2、D1-D2、E1-E2、F1-F2和G1-G2。首先将胶管套在钢管上,同时将美式重型卡箍套在胶管上,如图1所示。

图1卡箍安装示意
在常温下,将电动扭矩枪扭矩设定为11.5N·m,按表1中的7组试验安装工艺使用电动扭矩枪对卡箍测试件进行紧固,在最后一次紧固完成后,立即使用扭矩扳手检测锁紧力矩并记录,距最后一次锁紧24h后第2次使用扭矩扳手检测锁紧力矩并记录,力矩试验数据见表1。
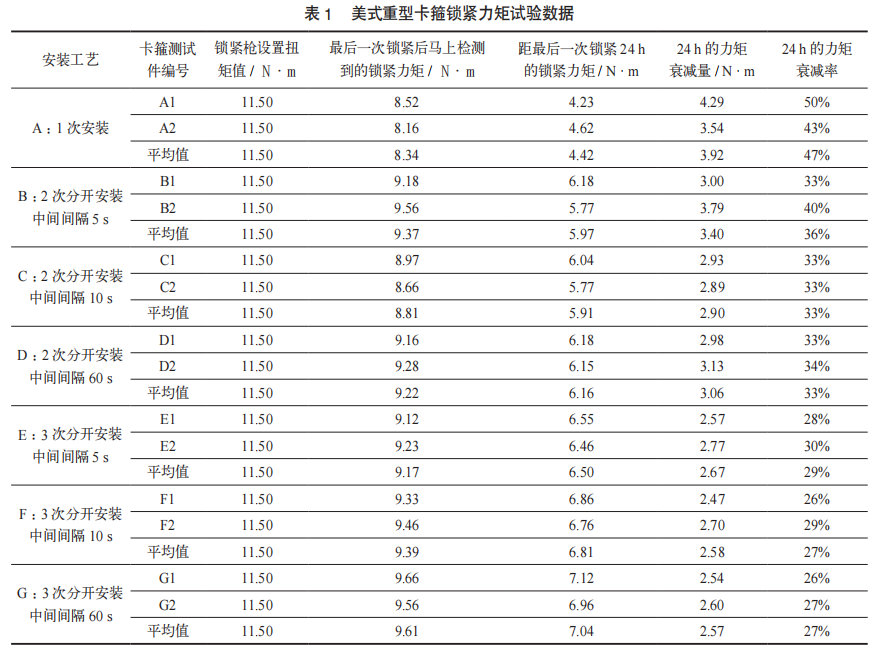
3 试验过程和结果分析
在本次试验验证中卡箍的衰减率计算公式如下:
式中,S为24h的衰减率(%);F1为最后一次锁紧后马上检测到的锁紧力矩(N·m);F2为距最后一次锁紧24h的锁紧力矩(N·m)。
由表1可知,卡箍在采用1次安装工艺A时24h的力矩衰减量达到最大3.9N·m,力矩衰减率达47%。卡箍在采用2次复紧安装工艺B、C、D时,相比1次安装工艺A,24h力矩衰减量降低0.5~1.31N·m,力矩衰减率降低约19%,并且随着两次复紧时间的加长,衰减量和衰减率均有所下降。卡箍在采用3次复紧安装工艺E、F、G时,相比2次复紧安装工艺B、C、D,24h力矩衰减量降低0.1~0.7N·m,力矩衰减率降低1%~7%,并且随着两次复紧时间的加长,衰减量和衰减率均有所下降。但复紧间隔时长10s和60s,无较大提升。力矩衰减柱状图如图2所示,力矩衰减率柱状图如图3所示。
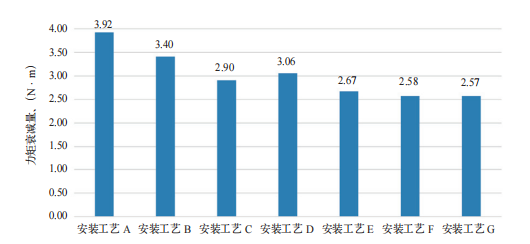
图2 7种安装工艺方案力矩衰减
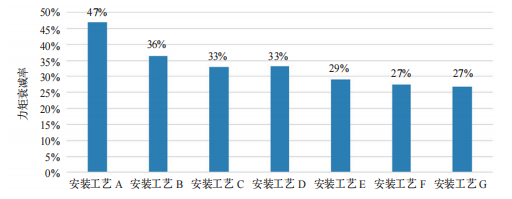
图3 7种安装工艺方案力矩衰减率
4 结语
通过对不同锁紧方案的力矩对比试验,美式重型卡箍在采用1次安装工艺时,24h力矩衰减约47%,力矩损失较大,卡箍可靠性和密封性效果变差。2次安装工艺效果优于1次安装工艺,力矩衰减率提升约19%。3次安装工艺优于2次安装工艺,力矩衰减率提升约1%~7%。采用2次复紧安装工艺和3次复紧安装工艺,时间间隔10s、60s对力矩衰减影响较小。从数据分析可知,卡箍在紧固过程中力矩衰减的主要原因应为材料形变(包括胶管形变和卡箍箍带材料形变),卡箍收缩时产生的抗扭力矩,其中包括蜗杆、箍带及胶管这些零部件在紧固过程中产生的摩擦力。2次复紧安装工艺和3次复紧安装工艺的优点在于,材料形变的阻力已大部分在首次安装时发生,第2次安装和第三次安装时不会产生较大的力矩衰减。因此针对软管连接的管路部位,无法通过1次安装来达到卡箍安装力矩的要求,卡箍在紧固时应采用2~3次的紧固安装工艺,可在管路可靠性和密封性提升上达到好的效果。目前商用车行业中解决蜗轮蜗杆卡箍扭矩衰减,除了此方法之外,还有采用“降低电动扭矩枪转速”“先预紧至最终扭矩的一半,再紧固至最终扭矩”以及“采用手动定扭扳手来进行非冲击式紧固”等措施来解决扭矩衰减问题,各工厂应根据实际情况,选用适合自己的方法以解决卡箍力矩衰减问题。
参考文献
[1] 农毅.浅谈汽车冷却系统常用卡箍性能特点及选用[J].装备制造技术.2015:141-143.
[2] 惠耀兵,齐宝鹏.卡箍预紧力矩影响因素研究[J].汽车实用技术.2020:111-112.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:江南 李艳 巩耀武 吴远康 喻稳稳,单位:陕西重型汽车有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

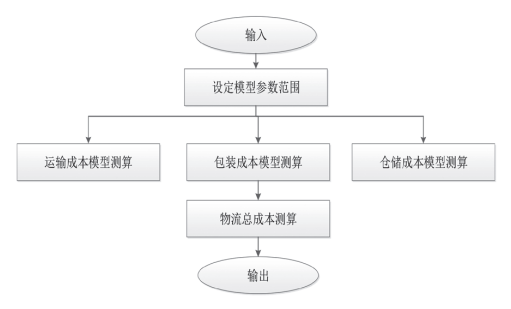
汽车零部件物流成本的数字化模型构建及应用
本文聚焦数字化技术与物流成本管理的深度融合,通过对供应商分布、生产计划波动、仓储管理水平、 运输路线选择及包装方案设计等多个方面的分析,探讨影响汽车零部件物流成本的关键因素,揭示各因素如何共同作用于物流成本变化。同时,本文通过拆解物流成本因子,构建数字化成本模型,以实现降低物流成本、提高运营效率的目的。最后,以国内某汽车企业为实际应用案例,验证了数字化模型在物流成本管理精度与管理效率方面的有效性。
2026-03-24
-

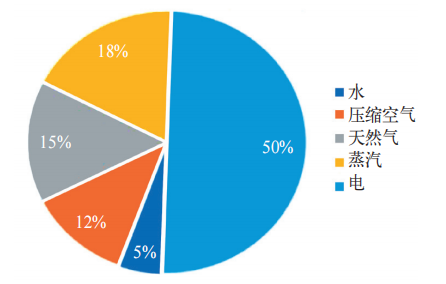
供应链视角下的汽车制造业压缩空气系统优化管理
本文从供应链管理视角出发,系统探讨现代汽车制造企业高效、可靠压缩空气系统的构建策略与管理方法。首先分析压缩空气系统在汽车制造企业供应链中的重要性,并从应用角度阐述其对工艺、质量与能效的影响。随后从系统设计、优化策略与供应链协同等维度提出构建高效系统的具体方法,并基于全生命周期管理理念,进一步优化压缩空气系统的能源效率,为汽车制造业绿色转型提供可行的实践路径。
2026-03-23
-

产品设计与工艺规划结合的增效降本应用探索
一款产品或一条产线的效能,取决于产品与工艺本身的设计水平。优秀的产品构造与卓越的工艺策划,往往能够自然带来更高效的制造能力。本文围绕产品与产线设计展开,从产品端(平台化、模块化)与规划端(规划通用化、工艺标准化)两个方向进行探索与论述,旨在实现高质量、高效率、高柔性且低成本的规划设计理念,打造精益高效的智能制造场景。
2026-03-20

热点文章
-

看见·增程的“第二生长曲线”
2026-07-14
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

多模态感知驱动的车载儿童情绪识别与智能交互系统设计
2026-07-15
-

动力电池新国标落地:安全红线再抬升 存量缺陷亟待兜底
2026-07-15
-

【产销数据】上半年汽车总销1501.7万辆、出口达509.6万辆,同比增长65.3%
2026-07-09
-

布雷博与春风动力宣布建立长期战略合作伙伴关系
2026-07-09
-
多模态感知驱动的车载儿童情绪识别与智能交互系统设计
随着智能网联汽车技术的快速发展,车载人机交互系统正从“指令响应”向“主动服务”演进。针对当前车机系统在儿童情绪管理方面存在的智能化不足、交互模式单一、内容固定化等问题,本文提出一种基于端侧大模型的车载虚拟人物系统。该系统集成多模态感知、动态用户画像、自然语言生成与多模态交互引擎,能够精准识别车内儿童的年龄、性别及情绪状态,并基于用户画像生成定制化互动内容(如故事、谜语和儿歌),通过3D虚拟人物的生动呈现进行交互。系统支持方言自适应和双语混合交互,同时具备由哭声识别触发的安全监护机制。试验结果表明,该系统能有效缓解家长哄娃压力,提升儿童乘车的舒适度与安全性,显著提高车机系统的智能化水平并优化用户体验。
作者:
-
浅谈智能座舱与人机交互技术创新
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述





评论
加载更多