免水洗工艺保险杠漆膜表面颗粒问题解决
0 引言
环保要求的提高与人类环保意识的普遍提升,加速了汽车涂装行业向绿色工艺转型。免水洗工艺因节水、降耗及减少废水污染排放等优势,成为保险杠涂装的主流技术。业内对免水洗工艺在保险杠涂装中的工艺要点、前处理方式、投资成本及运营能耗均已有深入研究与技术探索。然而,相对于传统工艺,免水洗工艺保险杠漆膜表面颗粒缺陷频发,严重影响产品外观质量与市场竞争力。漆膜颗粒缺陷如图1 所示,增加了保险杠涂装不良率,导致车企返工成本与交付周期压力增加。

图1 保险杠漆膜表面颗粒缺陷
前人针对汽车涂装电泳颗粒问题开展了大量研究。李文峰等针对轿车涂膜表面颗粒问题,从前处理线、电泳线、PVC 线、喷涂线和人员操作等方面采取预防措施,有效治理了涂膜颗粒问题。王禹等通过对电泳前处理过滤系统、涂料本身、喷漆室洁净度和厂房供风系统等方面采取预防措施,有效控制涂装过程漆膜脏点,为提升汽车涂装质量提供了实用指导。李平通过分析电泳漆膜颗粒主要成因及分布位置,采取焊装吸尘、预清洗增加白车身擦拭及调整清洗喷淋等措施,使单台电泳颗粒数下降约60%。徐国庆等结合涂装线生产实际,通过优化白车身与前处理除污设备配置选择、改进涂装前处理-电泳线过滤材料分析及日常工艺维护等措施,使电泳车身表面颗粒缺陷数目显著下降。然而,针对汽车保险杠漆膜表面颗粒问题的研究却相对较少。
本文以某车型免水洗工艺保险杠漆膜表面颗粒问题为例,对涂装环境、原材料及施工工艺等方面进行排查及影响分析,通过采取全流程协同优化措施,验证保险杠漆膜表面颗粒改善情况。为汽车涂装企业提升免水洗工艺质量稳定性、降低生产成本提供理论依据与实践参考。
1 免水洗工艺保险杠漆膜颗粒问题分析
1.1 免水洗工艺原理与流程
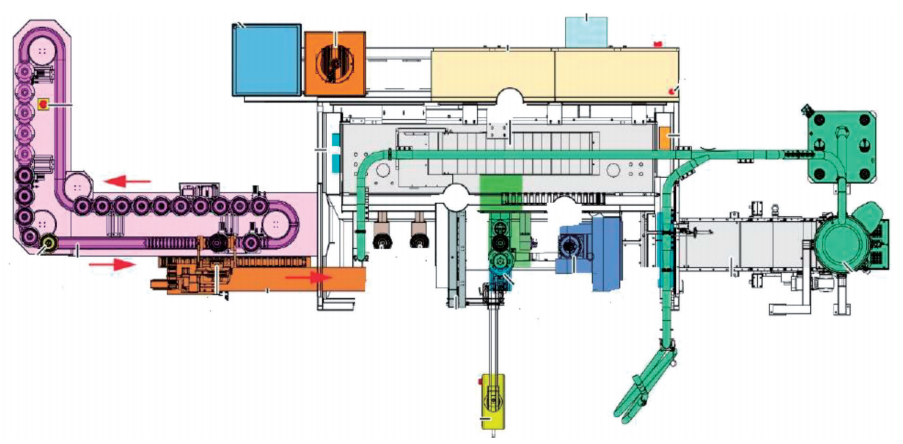
传统保险杠喷涂主要是3C1B 且含水洗前处理的涂装工艺,免水洗涂装工艺是基于传统工艺优化的一种短工艺,如图2 所示。免水洗涂装工艺的主要改进点:减少了预脱脂、脱脂、脱脂后水洗和水分烘烤等多道工序,缩短了整个涂装工艺流程,既降低了天然气等能耗的消耗,又降低了水资源消耗及废水处理需求,尤其是在环太湖流域对废水排放的要求较高,此工艺的实施,从根源上保护环境,符合绿色制造需求。但是由于取消了前处理工序,毛坯件本身所带来的油污、颗粒和塑料杂质等的清理需重点控制,尤其是毛坯件 B 面区域的清理。同时对环境本身的洁净度要求更高,这也使得漆面颗粒等缺陷控制难度加大。
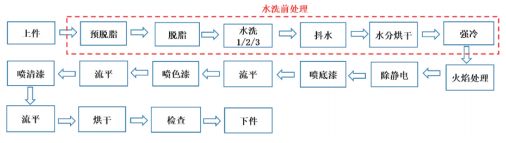
图2 保险杠传统涂装工艺流程
1.2 漆膜表面颗粒问题现状调研
某工厂保险杠喷涂前处理采用水洗工艺,由于取消了水洗前处理工序,漆面颗粒等缺陷控制难度大,致使产品不良率增加。通过对该工厂免水洗工艺保险杠涂装线不良品数据收集及分析,发现产品不合格的主要原因是漆膜表面颗粒问题。经统计,漆膜表面颗粒问题占总缺陷类型的68%,保险杠外表面及拐角处颗粒问题尤为明显。
如图3 所示为该工厂颗粒类型统计结果,由图3可看出,环境粉尘颗粒占比42%,这主要是由空气中悬浮的灰尘、纤维等杂质组成的。涂料自身杂质及调配过程引入的颗粒占比18%,通过分析多为颜料团聚物或过滤不彻底的杂质。喷涂设备残留颗粒占比16%,这主要是喷枪内壁固化的漆渣、输漆管路中的沉积物等。保险杠毛坯件表面料渣占比14%,这主要是产品结构或者模具结构设计不合理等导致的表面缺陷。这些颗粒缺陷导致保险杠表面出现凸起、麻点等瑕疵,严重影响产品漆膜外观质量,使产品良品率从理论值90%降至70%。因颗粒缺陷需要人工修补、打磨等修复,甚至引发返工、报废等问题,导致单台保险杠生产成本增加约12%,显著降低了工厂生产效率与经济效益。
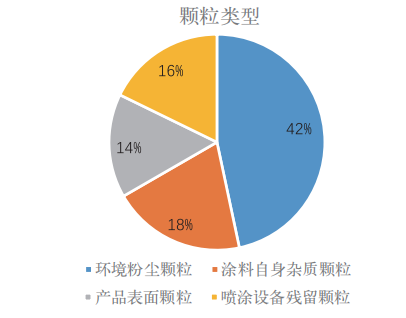
图3 某工厂保险杠漆膜表面颗粒类型统计
1.3 关键影响因素识别
针对图3 颗粒类型统计结果,从涂装环境、原材料和施工工艺方面对该工厂保险杠漆膜颗粒缺陷潜在因素进行全面排查分析。运用鱼骨图进行漆膜表面颗粒问题排查,如图4 所示,从人员、机器、材料、方法、测量和环境六个方面展开分析,结合5M1E 法系统性验证并锁定要因。
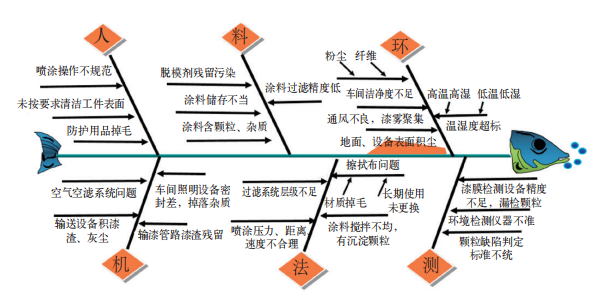
图4 保险杠漆膜表面颗粒鱼骨图原因分析
在涂装环境方面,粉尘、纤维等悬浮浓度较高,导致车间空气洁净度不足。原材料方面,涂料过滤精度仅为50 μm,无法有效拦截微小杂质,且部分批次涂料存在颜料分散不均匀问题。施工工艺方面,喷涂设备清洁周期过长,导致输送设备及输漆管路漆渣残留与管路堵塞。经综合分析确定,免水洗工艺保险杠漆膜颗粒缺陷的关键影响因素为车间空气洁净度不足、涂料过滤精度低以及喷涂设备清洁不及时。
2 免水洗工艺保险杠漆膜颗粒问题解决方案
2.1 涂装环境优化方案
2.1.1 改进车间封闭管理,减少粉尘杂质
为减少粉尘杂质对漆膜质量造成不良影响,对该工厂涂装车间进行封闭管理,对厂房人流、物流进行严格管理,通过车间封闭管理阻止外界环境中的灰尘、杂质等污染物极易进入涂装车间。
对于厂房,在出入口设置风淋室和货淋室,人员进入车间前需在风淋室停留一定时间,通过强劲洁净气流吹淋,清除身上附着的灰尘、毛发等污染物。货物则在货淋室经过全方位的清洁处理后,方可进入车间。
对于人员,制定严格的人员准入制度,所有进入涂装车间的人员必须穿戴经过特殊处理的防尘服、防尘鞋套和头套,佩戴口罩,最大限度减少人体携带的污染源。
对于物流运输,采用封闭的专用运输设备,确保物料在运输过程中与外界环境隔离,并对物流通道进行定期清洁和消毒,避免运输过程中产生二次污染。
2.1.2 优化车间送风系统,提升空气洁净度
为防止厂外粉尘进入车间,该工厂增加了洁净送风空调,将车间空气压力调整为正压状况,即车间内部空气压力高于外部环境压力。为了保障涂装环境洁净度,对涂装车间空气进行净化处理,采用多级过滤系统。对于颗粒较大的灰尘、纤维和毛发等污染物,在新风入口处安装初效过滤器进行拦截。对于较小粒径的粉尘,在初效过滤器之后安装中效过滤器对空气二次净化。对于空气中微米级的颗粒,在过滤系统的末端安装高效过滤器进行截留,确保送入车间的空气达到涂装工艺要求的高洁净标准,为免水洗涂装工艺保险杠涂膜生产创造洁净、稳定的环境。同时,定期检测车间压力值与空气质量,依据实际情况调整空调系统送风量及过滤设备,确保维持正压状态的稳定。
2.2 原材料管控方案
2.2.1 升级涂料过滤精度与检测标准
由前文可知,涂料过滤精度为漆膜表面颗粒关键影响因素,为从源头控制涂料中杂质颗粒对涂装质量的影响,将涂料过滤精度从50 μm 提升至25 μm。对过滤体系进行优化升级,采用三级递进式过滤体系,依次在涂料调配罐出口装袋式过滤器、输漆管路入口设精密滤芯过滤器、喷枪前端装配高精度滤网,确保进入喷枪的涂料无杂质。同时增加在线实时检测,引入激光粒度分析仪,对颜料颗粒粒径分布进行管控,颗粒粒径在1~5 μm 区间占比控制为95%以上,团聚物占比控制在0.5%以内。若检测数据超出阈值,会触发过滤系统将自动报警并暂停涂料供给。此外,对涂料配方进行优化改善,为提升涂料分散稳定性、抑制颗粒沉降,需添加新型高效分散剂和专用抗沉降剂,以确保涂料48 h 静置后仍均匀。通过升级过滤精度、增加在线检测与优化涂料配方,从源头减少颗粒污染源,为涂装工序提供高品质的涂料基底。
2.2.2 加强原材料入厂检验流程
为减少涂料本身对漆膜质量造成不良影响,建立严格的原材料供应商评估体系,要求涂料供应商提供化学品安全技术说明书(MSDS)、第三方检测报告等资质文件。在每批次涂料入厂时,对涂料中颗粒杂质含量、黏度、细度和洁净度等8 项指标进行抽样检测。采用显微镜计数法检测颗粒大小及数量,若每毫升涂料中大于5 μm 的颗粒超过10 个则判定为不合格,直接退货处理,从源头杜绝劣质原材料流入涂装生产线。
2.3 施工工艺改进方案
2.3.1 优化优化静电吹扫与清洁工艺
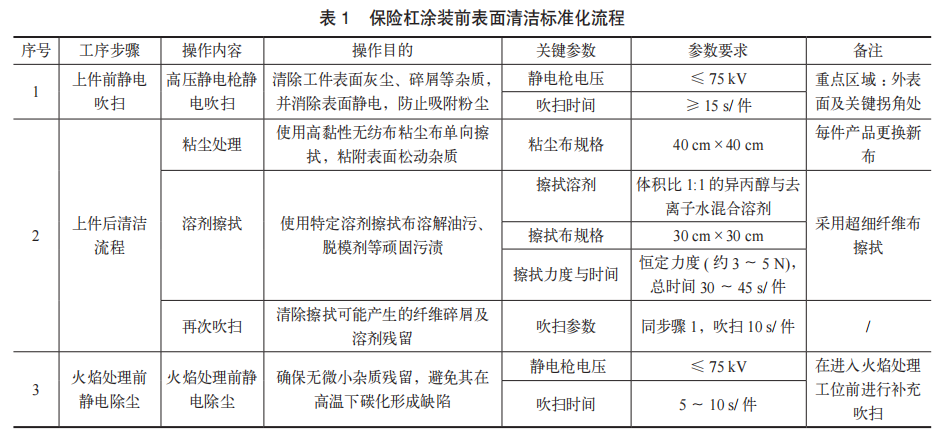
在涂装工艺流程中,保险杠表面洁净程度直接影响涂装质量。在设计阶段,产品结构或者模具结构等导致的产品表面缺陷应在SE 阶段充分识别规避。在生产环节,需对保险杠表面进行多环节协同处理,并制定量化标准流程,见表1,以确保为后续喷涂工序提供洁净基底。
2.3.2 优化喷涂设备清洁流程与维护周期
为优化喷涂设备清洁流程与维护周期,对喷涂设备清洁制定标准化的作业程序,清洁流程按照“预清洗—超声波清洗—高压冲洗”的三步清洁法,将喷枪清洁周期由72 h 缩短至24 h。在预清洗阶段,使用专用稀释剂冲洗残留涂料。为去除顽固漆渣,采取超声波通过高频振动清洗。为清除内部缝隙杂质,最后采取高压冲洗清洁。为确保输漆管路内壁无漆渣残留,采用清洗剂与清水交替冲洗的方式进行清洁维护,由每周1次的清洁周期调整为每班次结束后进行循环清洗。
2.3.3 调整喷涂参数(如压力、温度、喷涂距离)
基于正交试验法对喷涂压力、温度和距离等关键参数进行系统性优化与验证,最终确定并锁定最优参数组合,具体调整内容及依据见表2。
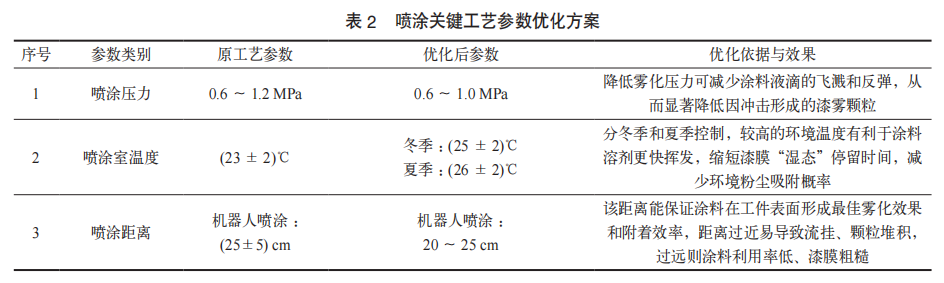
经生产验证,上述优化后的参数组合是降低颗粒缺陷的关键工艺保障之一。结合其他改进措施,该参数组合对整体漆膜表面颗粒缺陷率降低(10%~18%)的贡献率估算约为20%~25%。
2.4 质量管控体系构建
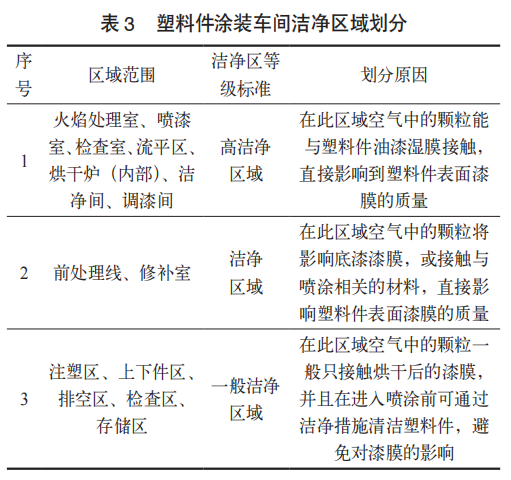
2.4.1 建立塑料件涂装车间质量控制规范
科学划分涂装车间洁净区域,包含火焰处理室、喷漆室、调漆间、前处理线、修补室、注塑区、检查区和存储区等功能区域,见表3。
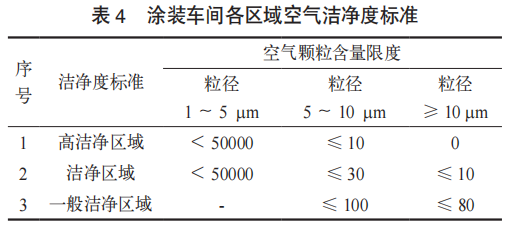
根据表1 各区域建立空气洁净度分级控制标准。依据不同区域的功能对环境洁净度的需求,明确各功能区域的空气颗粒限度量化指标(见表4),形成精细化的环境监控管控体系。同时,规范性梳理免水洗前处理保险杠喷涂作业指导书,明确班组操作人员在各生产环节的作业内容及要求,针对不同型号保险杠产品,详细说明各工位的操作要点、工艺参数及质量控制标准。通过标准化的作业指导,规范生产工艺流程,保障产品质量稳定达标,为生产工艺优化、质量持续改进提供可参照的基准,确保免水洗工艺保险杠涂装质量及生产效率。
2.4.2 制定颗粒缺陷预防与快速响应机制
采集历史数据进行分类分析,分析颗粒缺陷数据走势图,总结漆膜表面不同颗粒的产生频次、分布位置及与工艺参数的关联规律。工艺人员借助趋势图,制定各个工序的滤材、清洁计划。如涂料杂质异常生成问题报告移交工艺人员推动整改,保障生产质量与工艺稳定。
3 解决方案实施与效果验证
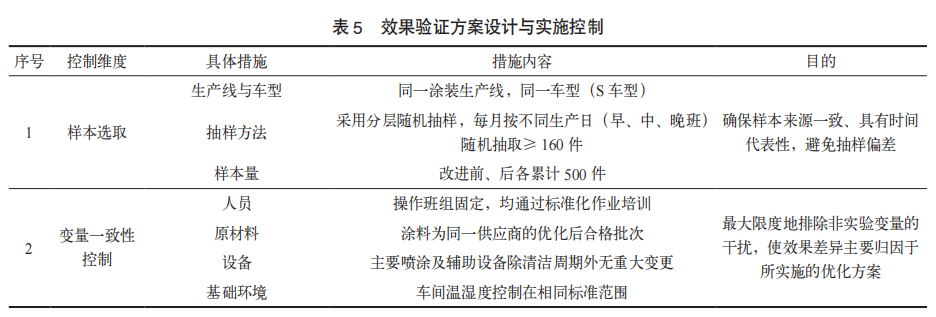
为客观评估改进效果,对方案实施前3 个月(对照组)与实施后3 个月(试验组)的数据进行对比。验证方案的设计与关键控制点见表5,旨在确保对比结果的可靠性与归因明确性。
在严格控制变量的基础上,对实施效果进行量化评估。改进后,漆膜表面各类颗粒缺陷占比显著下降,具体对比如图5 所示。
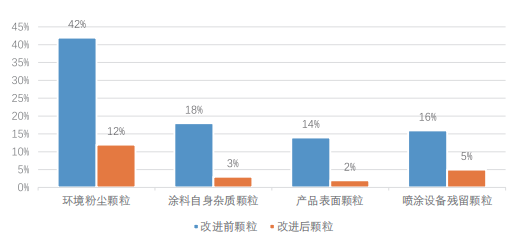
图5 改进前后漆膜表面主要颗粒类型占比对比
同时,关键制程稳定性指标与最终质量结果得到全面提升,具体数据见表6。
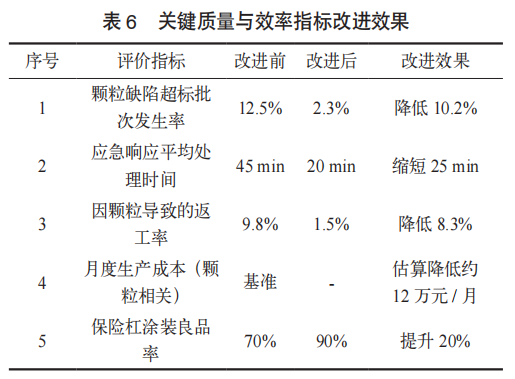
通过上述系统的验证设计、严格的过程控制及全面的数据对比,结果表明保险杠漆膜表面颗粒显著减少及良品率的大幅提升,与所实施的涂装环境优化、原材料管控、施工工艺改进及质量体系构建等措施具有直接的因果关联。方案有效解决了免水洗工艺中的颗粒缺陷问题,提升了质量稳定性并取得了显著的经济效益。
4 结语
文章针对免水洗工艺保险杠漆膜表面颗粒问题,通过鱼骨图分析与全流程协同优化,并在控制关键变量的条件下进行对比验证,实现了保险杠产品质量与生产效益的双重提升。通过优化车间除尘系统、升级涂料过滤精度、改进喷涂设备清洁流程及建立过程质量管控体系等措施,成功解决了免水洗工艺保险杠漆膜表面的颗粒问题。各项数据表明,颗粒缺陷占比大幅下降,产品良品率显著提升,生产成本有效降低。文章中漆膜表面颗粒问题解决方案,为免水洗工艺保险杠涂装的质量稳定提供了有力保障,也为类似工艺难题的解决提供了可借鉴的经验。
参考文献
[1] 柳星来,于超,李肖伟,等.乘用车保险杠免水洗前处理的工艺要点[J].电镀与涂饰,2020,39(18):1246 -1249.
[2] 叶晓天,王高坤,胡伟.保险杠喷涂前处理工艺浅析[J].汽车实用技术,2020(4):155-157 .
[3] 卞陈忠.一种保险杠不水洗前处理工艺:201711257140[P][2025-07-01].
[4] 李文峰,徐洪雷,白峰,等.轿车涂膜表面颗粒的预防[J].汽车工艺与材料,2009,000(7):14-19 .
[5] 王禹.汽车涂装过程中漆膜脏点的形成原因与控制[J].现代涂料与涂装,2006,9(10):57-60 .
[6] 李平.汽车涂装电泳颗粒问题研究[J].现代涂料与涂装,2019,22(1):26-28 .
[7] 徐国庆,申标,孙自松,等.实现“电泳零打磨”目标的改进措施[J].汽车工艺与材料,2014(8):51-54 .
[8] 苏玉霞,李飞,葛强.影响汽车保险杠油漆附着力的因素[J].电镀与涂饰,2020,39(18):1250-1256 .
[9] 李抗战.汽车涂装过程的洁净度管控与提升[J].电镀与涂饰,2022(10):723-727 .
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:何凡 李飞 柳星来 张自健 王云飞 段雪娜,单位:浙江吉润汽车有限公司宁波杭州湾分公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

变速器高精度齿轮的复合加工技术研究
本文聚焦于高精度齿轮的复合加工技术,深入研究如何通过工艺优化实现齿轮制造的高效与精密。通过对工艺流程、精度控制策略及装备适应性的系统分析,建立了完整的齿轮复合加工技术体系。研究结果表明:采用优化后的复合工艺,齿轮加工效率相较于传统工艺可提升30%以上,加工精度可稳定达到DIN5~6级,齿面表面粗糙度Ra值可控制在0.35~0.8μm。
2026-04-15
-

多品种柔性化高效加工在电驱动异形壳体的应用实践
针对新能源汽车小批量异形电驱动壳体的加工需求,本文采用数控雕刻工艺开展实践。文章从6061铝合金材料选型、3轴+5轴CNC(数控机床)工序规划、通用组合式夹具设计以及刀具选用等方面,详述加工全流程,梳理并解决加工异常问题。对比传统压铸工艺,该工艺交付周期短、综合成本低且柔性适配性强,验证了数控雕刻在小批量电驱动异形壳体加工中的可行性与优越性。
2026-04-09
-

新能源汽车轴齿类零部件加工技术发展趋势
全球汽车产业向电动化、智能化转型,新能源汽车竞争上延至核心零部件,尤其是轴齿类零部件直接影响整车性能与成本,其加工技术正朝高效精密、数字化智能、柔性自动化和绿色可持续方向发展,是提升我国新能源汽车核心零部件产业全球竞争力的关键。
2026-04-08

热点文章
-

看见·增程的“第二生长曲线”
2026-07-14
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

多模态感知驱动的车载儿童情绪识别与智能交互系统设计
2026-07-15
-

动力电池新国标落地:安全红线再抬升 存量缺陷亟待兜底
2026-07-15
-

【产销数据】上半年汽车总销1501.7万辆、出口达509.6万辆,同比增长65.3%
2026-07-09
-

布雷博与春风动力宣布建立长期战略合作伙伴关系
2026-07-09
-
多模态感知驱动的车载儿童情绪识别与智能交互系统设计
随着智能网联汽车技术的快速发展,车载人机交互系统正从“指令响应”向“主动服务”演进。针对当前车机系统在儿童情绪管理方面存在的智能化不足、交互模式单一、内容固定化等问题,本文提出一种基于端侧大模型的车载虚拟人物系统。该系统集成多模态感知、动态用户画像、自然语言生成与多模态交互引擎,能够精准识别车内儿童的年龄、性别及情绪状态,并基于用户画像生成定制化互动内容(如故事、谜语和儿歌),通过3D虚拟人物的生动呈现进行交互。系统支持方言自适应和双语混合交互,同时具备由哭声识别触发的安全监护机制。试验结果表明,该系统能有效缓解家长哄娃压力,提升儿童乘车的舒适度与安全性,显著提高车机系统的智能化水平并优化用户体验。
作者:
-
浅谈智能座舱与人机交互技术创新
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述





评论
加载更多