轿车车身涂装工艺设计优化

涂装线如何建造,如何通过优化取得低投资、低成本,并使涂装产品达到质量要求,已成为国内汽车涂装行业研究的课题。其中,涂装工艺设计优化始终是涂装线建设中的关键内容之一,做好设计优化、合理投资和降低运行费用,是非常必要的。
近年来,随着国内各大汽车企业不断投入扩建和轿车制造技术的发展,国内汽车涂装工艺已经代表了当今国际的先进水平。涂装线如何建造,如何通过优化取得低投资、低成本,并使涂装产品达到质量要求,已成为国内汽车涂装行业研究的课题。其中,工艺设计优化是重点内容之一。
涂层质量要求
国内轿车车身涂层要求,普遍采用了“三涂层”涂装工艺,即涂底漆、中涂漆和面漆。但是,依据产品特点和市场需求,涂层标准各不相同。高级轿车通过增加各单涂层厚度或增加涂层数(如四涂层)达到涂层规定厚度和保证涂装质量。国内汽车企业都先后制定了自身的涂层标准。基本标准如下:
1.高级轿车
底漆耐腐蚀性要求达到≥1 008h,漆膜耐候性在南方地区使用时严重失光和变色不少于8年。漆膜厚度:本色漆≥110mm;金属漆≥120mm。
2.普通轿车
底漆耐腐蚀性要求达到≥840h,漆膜耐候性在南方地区使用时严重失光和变色不少于6年。漆膜厚度:本色漆≥85mm;金属漆≥100mm。
涂装工艺
1.高级轿车
增加各涂层厚度的“三涂层”涂装工艺:脱脂-表调-磷化-(钝化)-阴极电泳-密封-抗石击中涂-面漆(本色面漆或金属底色漆+罩光清漆)。
“四涂层”涂装工艺:脱脂-表调-磷化-(钝化)-阴极电泳-密封-抗石击中涂-珠光封底漆-面漆(珠光底色漆+罩光清漆)。
2.普通轿车
“三涂层”涂装工艺:脱脂-表调-磷化-阴极电泳-密封-中涂-面漆(本色面漆或金属底色漆+罩光清漆)。
3.水性漆轿车工艺
“三涂层”涂装工艺:脱脂-表调-磷化-阴极电泳-密封-中涂-面漆(本色面漆或金属底色漆+中间加热晾干+罩光清漆)。
工艺分析
1.设备通过性的确定
涂装产品外形大小决定了对涂装设备的通过性。因此,在产品为几种外形尺寸时,选择设备通过性应该按照经济适用考虑,以生产的主要产品和产量较高的产品为主,其他产品能够通过即可,以节省建设投资和设备运行费用。
2.前处理电泳设备由连续式改为间歇式生产
对于前处理设备和电泳设备的生产节拍处在采用连续式生产方式的下限范围,可以由两班生产改为三班生产。使生产节拍处在采用间歇式生产方式的上限范围,按照间歇式设备考虑工艺方案,增加适当的产品存放区,可以降低设备投资、材料投入和设备运行费用。
3.前处理电泳线全浸处理方式的选择
前处理、电泳采用全浸是目前涂装技术中的一个重点,通常采用悬挂链和摆杆链车身整体入槽不翻转全浸,无法解决车身顶部内腔的气泡引起的涂装缺陷;无法解决内部涂层厚度不均匀;无法完全解决输送链滴水、滴油、滴液和掉脏物对车身和槽液的污染;无法降低槽液带出量等问题。新的车身全浸技术采用了滚浸处理方式,车身进入槽液翻转,形成车身顶部朝下、底部朝上的倒置运行处理状态,彻底消除了工件不翻转全浸处理中存在的涂装缺陷问题,同时明显减少了车身外表面脏点缺陷。但是,要求产品结构能适应翻转和能防止产品脱落。
轿车车身通过前处理设备、电泳涂装设备进行滚浸时,在浸槽中采用翻转360o的方式,如图1所示。
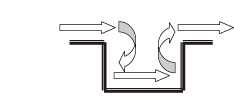
图1 轿车车身进行滚浸时,车身在槽中翻转360°
4.根据产量确定中涂和面漆线的布置
产量较小时,可以采用中涂和面漆共线涂装的办法布置设备,少建一条中涂线;产量较大时,可以采用把面漆涂装线分成两条线设置,根据实际产量高低,确定涂装线的单双线开动。
5.自动喷涂方式的确定
采用往复式自动喷涂机或采用喷涂机器人是自动喷涂的关键。随着企业市场竞争的需要,喷涂线的生产越来越柔性化、多品种化和智能化。因此,涂装线要适合柔性化生产的需求,越来越多地采用喷涂机器人承担自动喷涂已经成为发展趋势。这样,可以保证产品质量,并能够使涂装线生产满足市场对产品要求。
6.应用立体化区域化布置,降低产品返修率。
区域化布置便于生产管理,能实现按不同的洁净度分区。立体化多层厂房,通常在底层布置一般洁净区,如:密封、车底喷涂线及手工操作的检查、打磨、修整和返修等易产生尘埃颗粒的工位,各种辅助设备和洁净度要求较低的各类库房、物流输送频繁的各种材料存放地;洁净度要求高的喷漆设备为洁净区,布置在车间二层;烘干室及各排空线布置在车间二层或三层,防止热污染;空调机房噪声大布置在第三层或顶层。
通过控制区域洁净度降低产品返修率。在环境洁净、操作方式、设备质量和生产管理等方面,从工艺设计入手直到正式投产,每一个环节都要细致考虑,优化全过程。
工艺优化的主要途径
1.减少前处理工序
采用新开发的无磷化节能、环保型预处理工艺替代现行的磷化处理工艺。如:德国凯密特尔公司的无磷预处理OXSAM技术和日本汽车公司采用的无磷预处理技术——转化膜是非结晶质的氧化锆(ZrO2)。通过取消表调等工序,减少前处理工序内容,缩短工艺时间,降低工艺温度,实现了缩短前处理设备长度,减少设备投资和运行费用的目标。
2.合并中涂和面漆线
对于中涂和面漆喷漆线,在产量允许的情况下,可以采用中涂和面漆共线涂装的办法布置设备。少建一条中涂线,只建一条面漆线,完成中涂和面漆各自的涂装生产。
3.合理采用间歇式生产方式的前处理设备和电泳设备
对于前处理设备和电泳设备的生产节拍处在采用连续式生产方式的下限范围时,通过三班生产采用间歇式生产方式,按照间歇式设备考虑工艺方案。
4.面漆线的布置
产量较大或产品外形尺寸差别较大时,可以采用分线布置工艺段,降低运行费用。根据产量或产品匹配情况,把涂装线分成两条线设置,按照实际产量大小和产品差别,确定同时开动或仅开动一条涂装线。
5.缩短电泳烘干时间
电泳烘干室对产品加热烘干,由于对表面装饰性要求不高,可以采用高红外线辐射与热风对流相结合的方式,缩短烘干时间,减少烘干室长度。
6.二涂层代替三涂层
三涂层优于二涂层涂装工艺,其中中涂层的作用不仅有抗石击性能,对电泳漆表面有良好的填充作用,还有提高耐候性、装饰性和具有紫外线隔绝性能。取消中涂层始终是涂装技术研究的重点内容之一。取消中涂可减少VOC排放,减少设备投资和维修保养费用,降低能耗及减少人员使用费用等。
国外公司新一轮取消中涂的涂装工艺已经进入实施阶段,德国大众公司已经开始使用“二涂层”涂装工艺。因此,国内新建的轿车车身涂装线的工艺设计,可以在设计普通轿车涂装线时,采用“二涂层”涂装工艺布置,适当增加每涂层厚度,以降低涂装线一次性投资和生产运行成本。
同时,在环保和节能方面,“二涂层”也明显优于“三涂层”。不同的工艺方案基本数据比较如表所示。
7.采用中涂和面漆的3C1B代替3C2B
在电泳以后,以湿碰湿喷涂方式完成中涂、面漆底色漆和面漆罩光漆喷漆,然后一同烘干的工艺为3C1B工艺,传统的分两次烘干的为3C2B工艺。在日本和韩国已经有公司在涂装线上采用并推广使用3C1B工艺,欧美国家也开始应用类似的3C1B涂装工艺。该工艺取消中涂烘干工序,减少中涂后打磨,擦净、烘干和强冷设备的费用投入,降低总的涂装设备能源消耗,节约了中涂打磨擦净等人工和材料费用。
在轿车车身涂装线设计中采用3C1B工艺来简化三涂层工艺,采购的中涂漆和面漆材料必须适合3C1B工艺。
8.PPG公司推荐使用的B1:B2紧凑油漆系统也是一种优化的涂装工艺。B1:B2工艺是使用一道色漆喷涂工艺(含实色漆和金属漆)替代传统的中涂漆和面漆底色漆。该工艺可节省建设投资和运行成本10%以上。

9.取消胶烘干工序
目前,车底防护涂料和密封胶烘干温度与中涂漆、面漆烘干温度基本相同。特别是在密封胶上面直接喷涂白色面漆并且一同烘干,能够保证白色面漆表面不出现泛黄现象。因此,不论是二涂层工艺还是三涂层工艺都可以取消车底防护涂料和密封胶烘干工序。特别是中低端汽车产品完全可以取消车身密封胶和车底防护涂料的烘干及强冷设备。
但是,还应该结合车身门槛胶的喷涂部位、喷漆前的擦净方法以及涂装密封胶的固化要求等统筹考虑胶烘干工序的取舍。
10.节省能源
通过选择节能型涂装材料、工艺、设备以及应用涂装节能技术,达到节省能源。如:降低涂装材料的处理温度;缩短工艺处理时间;减少多余的物流存放和线路迂回;采用涂装设备的余热回收技术;选用外置式自动喷涂机或壁挂式喷涂机器人缩小喷漆室内部送风空间等等。
11.环境保护
在设计中应充分考虑环境保护,有条件的企业应考虑新建涂装线具有今后实施环保型涂装工艺的可能性,做好应用水性漆或粉末涂料等的准备。按照清洁生产要求,做好满足未来国家制定的环保法律、法规的准备。
值得注意的问题
1.在保证底漆耐腐蚀性和漆膜耐候性要求的情况下,普通轿车的漆膜厚度可以控制在本色漆≥75mm、金属漆≥90mm即可。国外普通轿车有的控制在本色漆≥70mm,以便节省油漆材料。
2.如果投资允许建议采用滚浸前处理电泳设备及RoDip输送系统或多功能穿梭机。
通常前处理电泳设备采用滚浸与非滚浸比较:可以节省投资10%~15%,节电7%左右,清洗水量和废水处理量减少25%左右。同时,电泳外表面膜厚波动在2mm以下。使车身表面100%处理,涂装产品质量明显提高。
3.涂装线是汽车制造工厂的耗能大户,涂装线的节能一直是备受关注的问题。
喷漆室和烘干室的平均耗能占全部涂装线耗能比重的60%以上,因此,应该尽可能使喷漆室和烘干室采取合适的节能措施,以降低生产运行费用。涂装烘干线如图2所示。

图2 涂装烘干线
4.应用自动喷涂方式时,有条件的应该尽量采用壁挂式喷涂机器人。它可以做到低成本、占用空间尺寸小、安装时间短以及适应产品范围大。
同时,尽量采用涂料流量较大的旋杯,可以节省喷涂机器人的数量。新型旋杯的涂料流量范围为50~1000cc/min。自动喷漆线如图3所示。
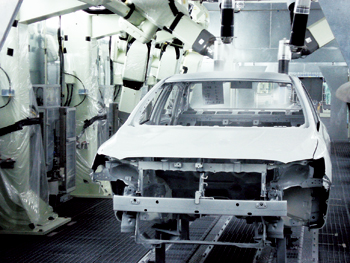
图3 自动喷漆线
5.跟踪关注国外正在研究开发的新一代的水性漆技术,其工艺要求及工艺参数与目前国内使用的溶剂型漆相近,如果能够实现将会促进我国涂装技术向环保型涂装技术转换的进程。
6.配备科学的物流方案。
对于涂装产品的生产物流和各种材料、物料及废物的物流,所选择的生产运行路线或物料运输路线越短越节省费用。不可忽略物料运输、物料存放地的存放周期,在满足工艺需要的基础上运输路线越短越合适,距离物料使用地越近越合适,并保证物料存放地的使用面积。因此,在制定工艺方案时,应从物流合理入手,以物流为导向,不断优化整体工艺方案。机械化运输设备如图4所示。

图4 机械化运输设备
7.确定合适的工艺方案,使设计适用、功能不过剩。
合适的工艺方案,不完全取决于投资的大小,而是取决于是否符合涂装产品档次和定位;应该做到工艺简化而不缺工序,功能齐全而不过剩;在保证质量的基础上投资越省越好。
总之,涂装工艺设计优化始终是涂装线建设中的关键内容之一,做好设计优化,合理投资和降低运行费用,是非常必要的。因此,对于工艺设计优化,涂装行业的设计研究和施工管理人员都应该给予足够的重视。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖