轿车车身涂装线工艺规划
本文通过分析讨论大型轿车车身涂装线的工艺规划理念,对多层轿车车身涂装线工艺布置、工艺设备、设施的选择应用以及设计思路等进行了研究。
代表汽车涂装技术最高水平的轿车车身涂装线,通常采用多层立体化、区域化工艺布置。这种工艺布置可以充分利用空间、有效使用工艺面积和节省占地面积。但是,工艺方案布置较复杂。
工艺规划要点
1.区域化、立体化
工艺方案采用区域化、立体化布置。区域化、立体化布置是把同类型、同洁净度要求的涂装设备布置在车间同一区域和楼层,目的是按不同的洁净度分区。通常涂装线划分为一般洁净区、洁净区、烘干区及噪声区等。
一般洁净区设在多层厂房底层,为密封、车底喷涂线及手工操作的检查、打磨、修整和返修等易产生尘埃颗粒的工位,并与各种辅助设备和洁净度要求较低的各类库房、物流输送频繁的各种材料存放地布置在同一区域。洁净度要求高的喷漆设备为洁净区布置在厂房二层。烘干室及各排空线在厂房二层或三层布置,防止热污染。空调机房噪声大,布置在厂房第三层或顶层。
喷漆排风机房和烟囱布置在喷漆室附近的侧面或端部区域。为了防止脏物、噪声和热污染,采用金属轻质密封隔墙将喷漆区、烘干区和空调机房封闭,空调机房设在顶层时用楼板封闭,用砖墙将喷漆排风机房、喷漆室下部的水洗系统和废漆处理设备封闭。
2.涂装线物流
涂装线涉及机械化类型较多。通常大型轿车车身涂装线内的机械化输送距离长达6~7km,车身由涂装线入口到涂装线出口通常运行时间大约需要6.5~7h。
涂装线各种物流要求便捷顺畅,涂装产品、材料、设备维修和废物输送等物流不相互干涉;根据生产组织需要有相应的工序间产品排空、缓冲和编组输送线;不合格产品可就近下线并返修。涂装线物流需经相关专业多次配合优化完成。
3.柔性生产
涂装线应满足多品种混流生产,应考虑机械化输送适合不同平台产品的输送要求,满足不同产品的喷漆质量。
4.节能环保
涂装线厂房全密闭,采用封闭、隔热、减振和降噪等方法,保护工作环境。厂房密闭和保温至关重要,在保证室内环境洁净的同时,采取节能建筑结构和措施。选择的涂装设备可靠节能,特别是喷漆室和烘干室的结构形式的确定,将直接影响涂装线能耗和CO2排放量。充分考虑水的循环使用及节水措施,废气热回收及余热再利用等因素。
5.确定工艺规划前提
工艺规划前提需要合理确定各类设备的设计参数,如车身质量、表面积等,由于涂装产品向多元化发展,应综合考虑各种设计数据的确定值。
工艺规划布置
1.工艺流程规划
在工艺规划时应考虑完整、全面,符合实际生产情况。对于大型轿车车身涂装线,应事先确定工艺流程,制定物流图、功能图,然后绘制工艺布置图。
物流图、功能图表示涂装线生产过程和布置情况。区域化、立体化布置很容易实现涂装线洁净分区。经验证明,涂装线保持洁净度要求,可降低返修率达5%以上。因此,区域化、立体化布置是降低涂装成本的有效手段。
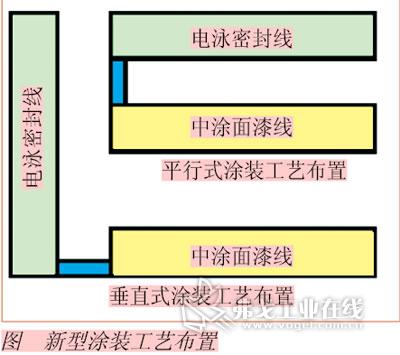
新型涂装工艺布置思路:在实现区域化、立体化布置的同时,使电泳和密封线、中涂和面漆线分别布置在两个独立的厂房中,两个厂房分平行式和垂直式两种涂装工艺布置方式。根据能耗和洁净的不同要求分别考虑,以实现节能环保,达到需要洁净的区域更加洁净。布置简图如图所示。
2.可实施性
工艺布置必须考虑下列因素:
(1)各种设备和设施齐全,但是功能不过剩。
(2)方便施工建设和安装维修,使各种施工周期尽量短。
(3)在消防、环保、安全和卫生等方面符合国家法规。
(4)要全面考虑物流,初步确定各种设备安装时进入厂房的入口或位置;细分各种物流通道,包括消防、备件、材料、维修及人员疏散等通道;考虑各层物流、人流楼梯、电梯和设备安装孔洞等运输方式。
(5)充分利用通道上方的有效空间,实施公用管线布置,使工艺规划具有可实施性,保证正常生产和管理。
3.重视环保
轿车车身涂装线为密闭厂房,使用的化学药品很多对人体有害,各类设备会产生噪声和热量。为了避免工人工作环境变得恶劣,必须重视环境保护。
将烘干区布置在厂房上层,将空调及排风风机布置在隔音的空调机房层,消除不良环境影响。厂房通风换气,有化学药品的房间进行单独全室通风,改善房间空气质量。设置应急设施对被化学品伤害的人员进行紧急救治。夏季根据实际情况对操作工位、休息室送制冷后的新鲜风,设置更衣淋浴、卫生间和餐厅等。
4.多品种生产
为能实现多品种混流生产,有些车型需套色及大返修,其套色喷涂工作量和大返修车身喷涂工作量较小,喷涂位置变化较大,不适合返回机器人面漆线进行喷涂,可布置一条实用的综合喷漆线。有些高档轿车采用四涂层珠光漆,只占生产纲领的一部分,无需增加四涂层的喷漆线,可利用中涂线或面漆线循环喷漆。为满足定单化生产需要,在调漆间布置、喷涂机器人配置及工序间缓冲存放等几个方面都要考虑小漆种产品物流。
工艺规划优化
国内主要生产自主产品和美系、欧系、日系及韩系的轿车产品,尽管主体涂装工艺相同,但不同体系的产品依据其企业内部的产品和涂装工艺涂层标准规定仍有不同。因此,在工艺规划时,应该细化涂装工艺,例如:
1.根据轿车的基本型、多功能型(MPV)和运动多用途型(SUV)等不同品种,确定不同的工序过程;
2.根据轿车的相同品种、不同体系,确定同种涂装工艺采用不同的工序数和工序顺序等;
3.根据不同品种、不同体系,确定采用不同的工艺材料、制造技术、设备配置和操作方法等。
工艺优化在涂装工艺规划中十分重要,它不仅能够决定经济合理的工艺方案,还将为企业节省建设资金,保证功能不过剩或不短缺,降低生产运行成本,增强产品的市场竞争力。
主要设备选型
涂装线的各种工艺设备、辅助设备和公用设备的选型,要环保、节能、经济适用且功能不过剩。
1.前处理和电泳设备
前处理、电泳设备的喷淋室、工作液槽、转移备槽及辅助设施分三层布置,也可以采用喷淋室、工作液槽双层布置,转移槽及辅助设施合理布置在主体设备旁边。
输送设备采用推杆悬链或摩擦链输送机时,采用大“C”型吊具及仿形室体设计能够将输送悬链与前处理、电泳产生的各种腐蚀性水汽或上部污染隔离,有利于保护输送悬链系统。采用摆杆输送机、Rodip输送机、多功能穿梭机和倒挂升降输送机等,明显缩短设备长度。其中Rodip输送机、多功能穿梭机和倒挂升降输送机是滚浸式输送机,使车身入槽后旋转180°或360°,底板朝上,显著提高涂装质量,能节约投资,节省电能、化学药品和后冲洗水。多功能穿梭机更适合柔性化生产。
2.喷漆室
喷漆室主要为文式和水旋式结构形式。采用文式喷漆室,调输漆间位置及输漆管路走向规划较方便,并且容易布置在喷漆室下部或近旁。布置方式为直线型和U型。水性漆的面漆喷漆室采用U型布置,排风机布置方便,投资与运行费用低。
机器人喷漆采用壁挂式是选用趋势,使喷漆室宽度降至3.8m或更窄,减少喷漆送风量,节省能耗和降低CO2排出量。出漆量最大已达1000ml/min,可使机器人数量减少。
机械化运输设备采用滑橇输送机、反向积放链或摩擦链输送机等。也有带托架的独立板链输送系统,其前后需要工件转载。
为喷漆室供风的空调机布置在喷漆室上方或侧面。厂房高度应该控制在24m以下。
最新的节能和环保型的干式喷漆室已经开始投入使用,这是涂装节能减排技术的又一大进步。
3.烘干室
烘干室尽量集中布置,便于动能集中供应和环境隔热。烘干室常采用U型桥式或Π型结构;也可采用Γ型结构,将换热系统放在烘干室顶部楼板以上,在烘干室下面布置其他操作工序。新技术应用表明,由于解决了烘干室门洞热损失问题,烘干室开始使用直通型结构。
U型桥式烘干室便于集中布置,节能、省投资而且管理方便。Π型和Γ型烘干室的输送系统为带垂直升降装置的输送机,U型桥式烘干室的输送系统为反向积放链、摩擦链或反向单轨输送机(IMC)。
烘干室的废气处理装置可选用蓄热式热力直燃系统(RTO)或回收式热力直燃系统(TAR),烘干烟气中的热量应回收利用,降低CO2排出量。
4.电控设置
先进的电控是现代化大型多层轿车车身涂装线必要的组成部分,电控设置通常从以下几个方面考虑:
(1)识别系统采用耐高温、耐化学腐蚀的数据载体;
(2)用现场总线连接现场传感器和执行器等电气设备;
(3)用带人机界面的PLC控制涂装线设备运行;
(4)用工业以太网连接各PLC,设中央控制室,通过网络服务器与办公自动化系统及生产管理ERP系统连接;
(5)适量设置大屏幕显示装置,及时传达生产信息;
(6)重点生产区域、事故易发区及重要物流门设摄像监控系统。
土建公用措施
1.厂房节能洁净
厂房结构可设多跨,跨度大小应综合考虑。选择保温密封性好、节能型建筑材料。
涂装厂房全封闭,除生活间特殊需要外,厂房外墙尽量不设可开窗,尽可能提高车间的密封性能,人员进出均通过车间风淋室,物料进出通过带双道风幕密封门的专用防尘过廊。
2.厂房通风布置
涂装线全封闭厂房供风系统为全空调供风方式,尽量采用回风装置,节约能源。一、二班生产时,全部供新风或加少量室内回风;三班停产时,全部采用室内回风。
3.公用设施及管道布置
涂装线的公用设施应按照使用方便布置。各类不同的公用管线超过20种,需将公用管线合理规划,分列或分层布置,及时绘制管道布置司令图。借助计算机三维汇总,使公用管道布置线路通畅合理。
值得注意的问题
1.车身涂装线大都采用多品种生产,应该设置漆前的白车身编组站、漆后车身编组站和面漆前颜色编组站,并具有单车召唤功能。对每个工艺段后边都设有缓冲线,保证工件班后或意外事故跑空。
2.人工打磨修整操作工位应全封闭,保持洁净度。在易产生灰尘的环境区域可设置水分喷雾器,在操作工位入口可设易清理的粘性地面等。
3.在每个工艺段设置离线返修工位,使不合格产品及时修整。在PVC和面漆后边设置质量抽检(Audit)工位。
4.重视节能减排新技术的吸纳运用,如“三湿”涂装工艺方法(3C1B涂装工艺、双底色涂装工艺以及B1:B2紧凑油漆系统涂装工艺等)。
5.设备及设施的布置必须准确到位。防止建设施工中,大型设备、密集布置的各种管道发生相互干拢和碰撞。
6.工艺规划设计必须充分考虑施工建设和安装维修方便,各种通道合理到位,特别是设备安装的孔、洞位置,要在设计时一同考虑。
7.要考虑未来发展,满足环保发展的需要。涂装工艺规划设计应该考虑将来采用环保型涂装工艺的可能性。
8.合理运用节能和环保技术,减少CO2排放量,充分回收利用设备排出废气中的余热。采用环保型、节能型设备和应用环保、节能措施,达到节能减排的效果。
9.投资经济合理。要结合建设工厂的实际情况和产品水平决定投资,不能使设备功能过剩。采用以国内设备及材料为主,关键设备及配套件从国外引进的建设方式更经济。
结语
立体化、区域化的多层大型轿车车身涂装线,占地面积少,分区明显,环境易满足洁净要求,工人操作环境良好,是轿车车身涂装工艺规划基本模式。通过节能设备和设施降低运行成本,采用环保型涂装工艺、设备和设施尽量达到环境友好性,是未来涂装工艺规划的发展趋势。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖