车身工艺虚拟评审大幅提升产品开发效率
白车身制造是一个复杂的系统工程,在制造过程中涉及到零件搬运、工装定位和零件的点焊/涂胶/折边等多种工艺,其相关设备工艺的独特性直接影响产品开发的可制造性。因此,在产品开发过程中,将制造要求信息输入给产品工程的同时,通过虚拟技术评估白车身的可制造性,及时发现车身结构设计问题,对于提高产品开发效率,降低整车制造风险及制造成本有重要意义。
本文在介绍白车身制造过程的基础上,探讨了整车产品开发过程中车身工艺相关的虚拟评审技术和评审内容,分析了车身工艺虚拟评审过程中存在的问题及改进方向,为车身工艺虚拟评审的深入研究及产品开发效率提升提供了参考。
白车身制造过程
汽车白车身是指尚未进行喷漆的汽车车身,其结构如图1所示。对于轿车来说,白车身一般包括底板、左侧围、右侧围、车顶、后围板及前后盖等车身部装件。白车身制造过程是在车身焊装线上,物流将进厂级零件通过料箱输送到生产线旁;操作工或机器人将零件从料箱中取出,搬运至工位;通过定位工装将需要拼合的零件进行定位夹紧后,综合运用电阻点焊、涂胶连接、螺栓连接、冲压铆接和折边等工艺将这些分总成零件连接成白车身总成。各个分总成和主线间及主线通过各种机运系统连接。
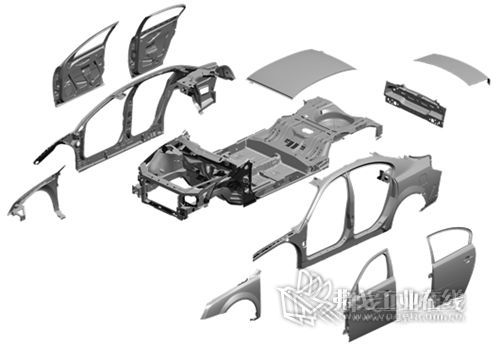
图1 白车身结构
车身虚拟评审内容
1.制造要求的符合性
制造要求是由车身工艺制定并与产品工程达成一致,平衡产品和制造成本,用以约束产品工程设计的技术要求。产品工程在产品设计过程中需将制造要求予以实施,以保证整车的制造质量,提高制造效率和降低制造成本。
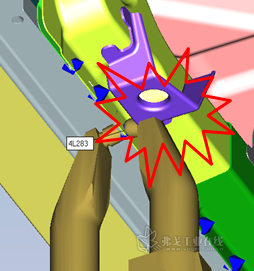
在白车身虚拟评审过程中,可根据制造要求条目,人工在数模中有针对性地进行逐条检查,如产品搭接关系、上料顺序、总成级别以及螺柱种类和数量等,前后地板面皮搭接要求如图2所示,需及时与产品工程进行沟通要求更改或评估制造影响。
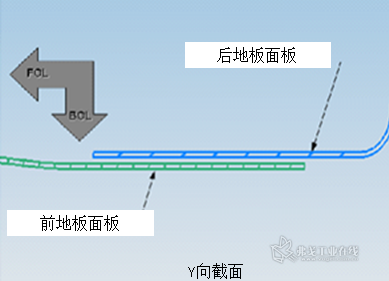
图2 零件搭接方向要求
2.零件在搬运过程中的变形
白车身制造过程中,通过物流将装有零件的料箱送至生产线旁,然后通过手工上料或者机器人搬运的方式,将零件放置到工装上,各个总成和主线间也通过各种机运方式连接。若零件或零件总成刚度设计不足,在搬运过程中容易产生零件塑性变形、影响整车尺寸精度以及后道无法装配等现象。
在白车身虚拟评审过程中,可通过CAE分析软件Optistruct,模拟零件在搬运过程中的受力状态,计算零件的变形量。同时,可根据计算结果对零件搬运的抓取点位置进行优化,指导工艺设计。
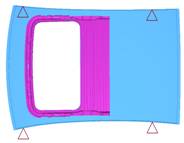
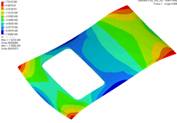
图3 车顶搬运变形
3.零件上料路径动态过程干涉性
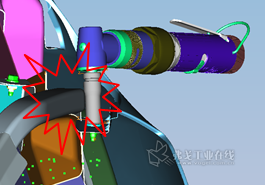
零件的上料是一个动态的过程,若产品设计失误,会在零件上料过程中发生干涉现象,即一个零件阻挡了另外一个零件安装到设计位置,如图4所示。
在产品开发过程中,可根据实际生产中零件的上料过程,在软件系统中分析零件上料过程中是否与其他零件或现有工装发生干涉,如图5所示。上料方向一般为垂直方向从上到下,或水平方向从外到内。针对侧围零件,通过挂钩挂在车身上,既有竖直运动也有沿挂钩点为轴进行的旋转运动。手动移动零件完成上料,可采用Vismockup软件。零件上料路径的自动检查可以通过eM-simulation系统进行,可动态检查上料过程中的干涉,并通过多个窗口检测上料过程,使用定义的产品设计标准检查分析结果,如图5所示。
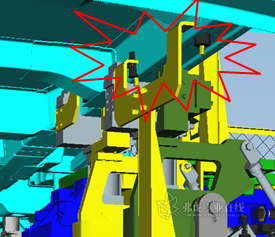
图4零件与现有工装的干涉性
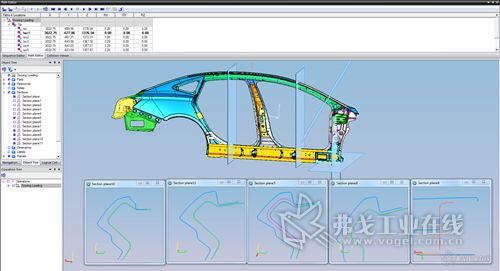
图5多窗口动态检查上料路径
4.基准一致性
为满足不同车型在同一工厂进行制造,或同一车型可以在不同工厂制造,制造工程制定了通用基准定位策略。同时,通用基准定位策略对于白车身从小总成零件制造成分总成,最后制造成白车身的整个制造过程中,其质量问题的识别、分析及追溯更加准确和方便。
在产品开发过程中,通过人工逐个检查零件设计定位特征与通用基准定位策略要求的一致性,如白车身分总成的零件组成、上料顺序、接头构造、典型焊点顺序、零件定位基准、基准位置的典型截面以及关键区域的设计间隙等,如图6所示,确保制造过程中能够实现工装设备共用,降低制造成本。
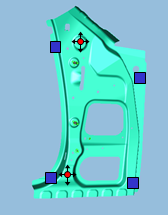
图6 零件定位基准
5.零件材料匹配的可焊性
可焊性是指金属材料在采用一定的焊接工艺包括焊接方法、焊接材料、焊接规范及焊接结构形式的条件下,获得优良焊接接头的难易程度。可焊性检查是检查零件材料匹配是否满足焊接规范要求,如零件上是否有重复焊点,焊接接头尺寸是否满足要求,接头总板厚是否超过最大允许值,是否有4T焊点,接头板厚比是否超差,所用焊接板料是否符合材料标准,翻边角度是否满足要求,焊点间距是否满足要求等。
在虚拟评审过程中,针对数模中的焊点信息如焊点号、焊点颜色、焊点层和焊点属性等,通过可焊性分析检查工具,可以自动从TcAE中提取零件的材料属性、板材厚度和连接点的板材厚度比、焊点最小间距以及焊接翻边最小宽度等参数特征,并根据焊接标准进行逻辑判断,自动得出每一个焊点的可焊性风险状态(红、黄和绿)。
6.连接工具的可达性
制造过程中,零件完成定位后,根据零件连接工艺的不同,采用相应设备工具将车身零件连接成白车身总成。因此零件设计应满足连接工具的操作空间要求。
在产品开发过程中,可按照现场运行实际情况,以及连接工具的结构,建立各个部分运动的相对关系。在仿真软件系统中建立连接工具运动学模型,检查连接工具的可达性,如图7所示。焊枪可建立焊枪全开、半开和关闭,分析打磨电极帽后的多种状态的焊枪可达性情况,同时人工检查焊枪可达性分析结果,可确保工具可达性分析的准确性。
b)转矩枪可达性
a)焊枪可达性
图7 连接工具可达性分析
讨论
1.评审内容全面性
在车身虚拟评审过程中,点焊、涂胶和折边等成熟工艺有相关的设计及制造控制标准,可以据此进行检查。而在实际造车过程中发生的问题及解决方案,需要通过知识积累,转化成对产品设计的制造要求,从而更全面地对产品设计进行评审,降低后续项目的实施风险。
2.评审效率及质量
上述六大车身工艺虚拟评审内容中可焊性、工具可达性、上料干涉以及零件搬运过程中的变形检查,可以通过数字化资源和软件工具进行自动检查,评审效率较高。而零件基准及定位策略的检查及制造要求的检查需要人工进行,由于人员工作经验及工作效率因人而异,对于虚拟评审的效率和质量也有影响。因此,如何针对以上两项评审内容开发出自动检查评审的技术及工具是可以研究的课题。
3.评审结果准确性
工装、焊枪等制造资源数据是采用软件自动进行虚拟评审的基础资源。在仿真软件中,这些制造资源是否能够真实再现现场设备,是否和真实设备有相同的运动情况,直接影响虚拟评审的准确性。因此了解现场设备的运动原理,使用数学的方法真实再现资源的运动过程,准确定义各种制造资源的各种姿态还需要深入研究。
4.新材料工艺等的评审方法
针对产品性能要求可能出现的新材料、新设计和新工艺,如大板厚铝板折边风险、长尺寸的激光钎焊产生的车顶变形风险等,这些全新内容的评审技术和方法还需要扩展。
展望
产品开发过程中同步进行车身虚拟评审可以提高产品设计质量、降低成本并缩短产品开发周期。现有成熟车身工艺可通过软件和相关数字化技术进行有效评审,但在评审内容全面性、提高评审效率及质量、评审结果准确性以及新材料新工艺的评审方法开发等方面,需要进一步深入研究,从而更好地保证白车身的制造精益性,提高汽车企业的竞争力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖