机器人CMT焊接在汽车顶盖上的应用
汽车车身制造是汽车制造产业中的重要一环,焊装工艺是汽车制造四大工艺中新技术应用最为集中、复杂程度最大和工艺方法最多的工艺过程,是机、电、自动控制及检验技术的集大成者,因此加强对焊装工艺方法的研究对提高焊装工艺水平、焊装生产效率、焊接质量控制及焊接制造成本控制是十分重要的。
我司某车型顶盖结构介绍
顶盖是汽车车身结构的主要组成部分,通常又有天窗与非天窗之分,本文主要介绍天窗顶盖制造工艺及方法。
1.产品定义
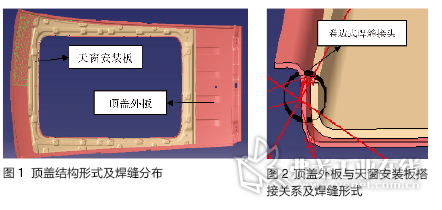
目前我司顶盖结构由顶盖外板和天窗安装板两部分组成,产品定义其连接方式为弧焊焊接,断续焊焊接,每条焊缝长度10 mm,共30条焊缝,如图1和图2所示。其中图1为顶盖结构形式及焊缝分布,图2为顶盖外板与天窗安装板搭接关系及焊缝形式。
2.弧焊焊接基本信息
基本信息如表1所示。

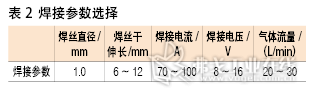
3.焊接参数选择
根据公司焊接参数库及《焊接手册》进行经验选择,再进行现场验证,最后匹配出最合适的焊接参数,如表2所示。
4.焊接方法选择
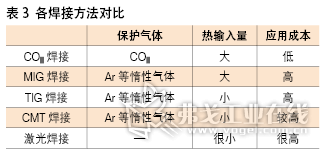
弧焊焊接方法常见的有CO2焊、MIG焊、TIG焊、CMT焊及激光焊接,各种焊接方法各有优缺点。对比如表3所示。
根据表3及顶盖结构的特殊性,我司的顶盖弧焊焊接方法选用CMT焊接方法。CMT焊接方法的最大特点是热输入量小,且能实现焊缝金属的冷热循环过渡,大大降低了焊缝熔池的热输入量,且焊接无飞溅,其最小焊接板厚能达到0.3 mm。
5.操作方式选择
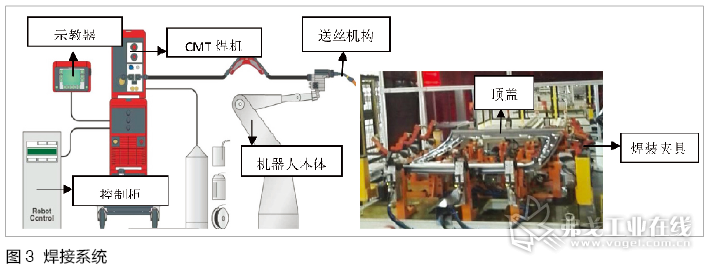
为了满足节拍、提高效率和保证焊接质量一致性,我们选择机器人+CMT代替人工+CMT的方式,其焊接系统构成包括焊接夹具、机器人底座及本体、清枪机构、保护气体、焊接控制柜和CMT焊机等。如图3所示。
机器人CMT焊接的调试与焊接质量控制
1.机器人CMT焊调试
(1)焊装夹具调试
1)板件定位机构调试 调整要素:3个定位销位置度及各基准面位置度;调整方法:按夹具数据建立测量模型,用关节臂三坐标测定各定位销及基准面位置度,保证各测量点理论与实际偏差不大于0.2 mm。
2)焊装夹具往复定位精度调试 焊装夹具设计为往复运动式,在上件工位上件,上件完成后夹紧,再由伺服电动机带动,滑动至焊接工位,停到焊接点后,机器人进行焊接。调整方法:在焊接工位建立测量点,将滑台多次往复滑动,选定滑台上一定位销,测定该定位销每次的位置度,要求往复定位精度不超过0.2 mm。
(2)机器人焊接轨迹调试
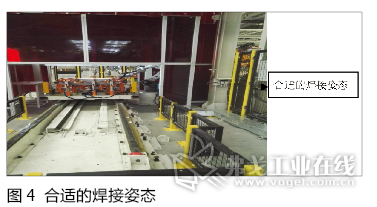
1)机器人本体姿态调整 由于夹具位置固定,机器人本体姿态对于焊缝质量的影响相当于人工焊接时人体姿态对焊缝的影响,其决定了焊缝的相对形式,平焊、仰焊和立焊等,不同姿态焊接难度不同,焊缝质量不同;同时,受制于焊接工位平面布局,机器人姿态需经多轮调试,最终找到适合于本工位的焊接姿态。如图4所示。
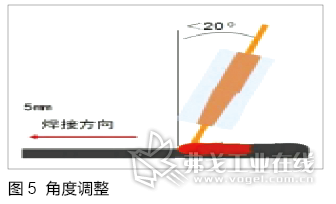
2)焊枪对于板件姿态调整 焊枪姿态即机器人相对于板件焊接时与板件的角度,是焊缝成形的关键因素,由于板件很薄、搭接边小,焊枪角度不合适会导致焊缝焊偏到其中一层板上,导致焊缝失效。调试焊枪角度范围0°~45°,通过多轮调试、验证,总结出当焊枪角度为20°左右时焊缝成形质量最为理想。如图5所示。
(3)焊接参数调试
调试前,焊接工艺参数按经验及标准进行焊接参数选择(表2),调试过程分别对焊接电流、焊接电压、焊接速度及气体流量进行调整、验证。
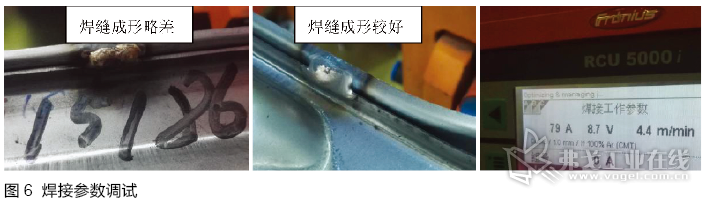
1)焊接电流、电压及焊接速度验证 焊接电流调整范围为75~85 A;焊接电压调整范围为8~15 V;焊接速度调整范围为3~5 m/min;最终根据焊缝质量确定合适的焊接参数,焊接电流(79±1) A,焊接电压(8.7±0.5) V,焊接速度(4.4±0.2) m/min,如图6所示。
2)保护气体流量验证 保护气体的类型、纯度和气体流量对弧焊焊接质量影响非常大,CMT焊接选用气体为纯度99.9%以上的Ar气,其纯度经过检测合格后方可入厂;气体流量大小对焊缝成形至关重要,流量过小会有空气进入,焊缝成形差甚至无法成形,流量过大会产生涡流,焊缝会有气孔等缺陷产生。按经验值进行选择,验证范围为15~30 L/min,经验证气体流量小于15 L/min,会有大量气孔产生或成形差、不成形;气体流量大于30 L/min,焊接效果变差且浪费气体,增加成本。
2.焊接质量控制
调试过程中产生的主要缺陷为焊缝焊偏、烧穿、焊瘤、焊缝气孔、焊缝成形差及焊接变形等,其中前几种焊接缺陷主要为焊接参数及焊枪姿态造成,焊接变形主要由于热输入量及焊接结构造成。
(1)焊接热输入量的影响及控制
焊接必然会产生热量,板件局部受热不均,必然会导致焊接热应力产生,当焊接热应力被焊装夹具约束而无法释放时,必然会产生变形,但通过控制焊接参数来控制焊接热输入量会有效控制热量对板件的影响。
根据公式E=ηUI/V,式中E为焊接热输入量;η为热输入量系数,与母材材质有关;U为焊接电压;I为焊接电流。
由此看出,通过控制合适的焊接参数,可以控制焊接热输入量。CMT焊接的独特优势即为“冷”金属过渡,也可大大减少焊接热输入量。
(2)产品结构及焊缝定义
目前产品定义焊缝长度10 mm,共30段,通过对10 mm焊缝进行多轮调试、验证,焊缝长度在10 mm以上变形较大,在6~7 mm时,在相同的焊接参数下,变形量明显减小。
焊缝长度大,热输入量必然增大,母材局部不均匀受热增大,必然会导致较大的焊接变形,因此,为了减小焊接变形,需要对焊缝进行如下定义及验证:①定义焊缝为联接焊缝还是强度焊缝;②通过CAE分析焊缝长度对焊缝强度的影响,如果不影响焊缝强度的情况下,尽量减小焊缝长度,这样在保证强度的前提下,既可以减小焊接变形,又可以降低焊接成本;③对优化后的焊缝用相同的工艺参数进行实际验证与对比,最终确定优化方案,达到改善目的。
结语
汽车制造尤其是车身制造,对新技术、新工艺的要求越来越高,这就要求我们不断地探索、创新,将新技术、新工艺引入到生产实践中去。通过对不同工艺方法的研究、验证,来提高车身制造质量、一致性及生产效率,降低生产成本。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖