汽车尺寸匹配思路探讨
随着合资汽车品牌价格不断下探,自主品牌依靠价格吸引顾客的优势已不再明显,更多的自主车企把资源投放在提升整车感官质量和性能可靠性方面。其中,顾客选择的目标更多来源于汽车感官质量,提升汽车感官质量的手段一般是采用综合匹配(虚拟匹配+实车匹配)的方式优化间隙面差。本文结合众多尺寸匹配工程师的实践经验,从结构、强度、定位及公差等方面,探讨汽车间隙面差匹配优化的思路。
尺寸匹配应贯穿设计和生产全过程,包括产品开发阶段的尺寸目标制定(DTS)、定位及公差设计(GD&T)、虚拟制造(VA)到测量计划的测点开发(MPD)、测量系统规划实施(MS)及投产阶段尺寸管理中匹配活动(MC)。DTS侧重于整车内外观匹配区域的间隙面差、尺寸目标及外观美学要符合要求,并根据制造、工艺水平制定整车尺寸公差目标。零部件及总成的公差设计最终需满足整车的DTS要求,所有尺寸匹配工作都围绕DTS展开。
设计阶段尺寸匹配
产品开发阶段,尺寸匹配人员要全程参与设计部门发布的CAS(前期外表面数模)、断面及TG数据校核,对数模进行分析、装配,也就是虚拟匹配。虚拟匹配可以解决很多低级的设计错误,保证设计尺寸匹配的设计质量。作为尺寸匹配工程师,CAS数据主要确认偏差累积、偏差吸收以及外观分型线条对后期匹配的影响。
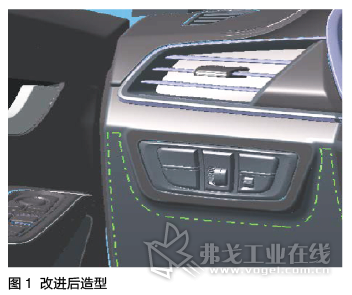
比如某公司A车型CAS阶段,仪表台与前门内护板配合处,X向有明显搭接面,此处的面差要求必须为0±1.0 mm,才能在感官上使顾客满意。但实际在后期的工程工艺上,X向面差无法控制在0±1.0 mm以内,易导致仪表台与门护板平度差。对于此类造型,结合本公司现有工艺水平,要求设计部门进行优化或改进。按尺寸匹配人员要求改进后造型(图1),此造型对门护板与仪表台的X向面差无要求。
TG数据主要从零件自身结构、零件配合结构、零件定位及结构强度等影响后期尺寸匹配的方面进行校核。
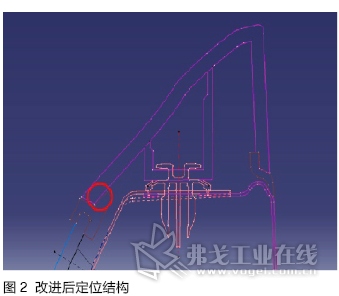
某车型TG1阶段,在D柱外饰板与侧围及后观景窗配合处,D柱外饰板仅有3个卡扣安装点,且均在X向,限位不足,实车此处会晃动,后期难控制外饰板与侧围及观景窗的间隙面差。对定位结构改进,增加和侧围的搭接点,观景窗处增加3M胶固定;改进后定位结构(图2),可以保证后期尺寸匹配要求。
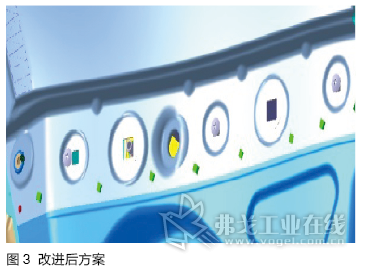
某车型侧围外板上后保支架安装面结构强度不足,安装后相对于侧围会有位移,无法保证后保险杠与侧围的间隙面差匹配。尺寸人员分析后,对设计部门提出增加加强筋的改进方案,效果如图3所示,理论上满足后期匹配DTS。
设计和制造的公差分配不合理也是造成后期间隙面差匹配困难的主要因素之一。首先,产品设计师要根据产品及其部件的使用性能、装配精度和其他要求,确定零件的基本尺寸及公差;其次,工艺设计人员通过尺寸链换算,确定各工序尺寸及其偏差;最后,装配工艺工程师要根据装配要求确定合适的装配方法,并能满足预定的功能要求,确保产品的质量。而尺寸匹配工程师要对涉及匹配的尺寸链进行校核,保证设计和制造过程中的产品公差合理分配,满足实车匹配要求,这对匹配工程师的要求较高,要了解设计要求和工艺、装配过程。
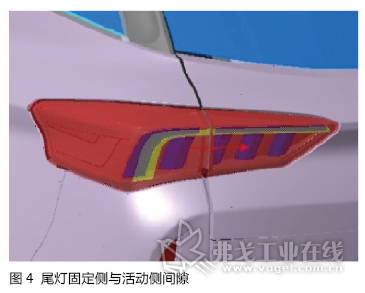
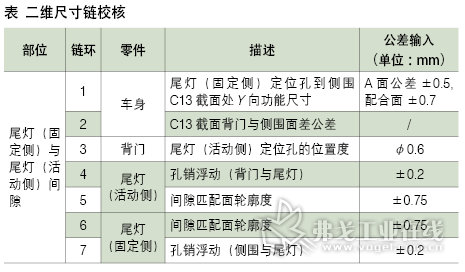
以D车型为例,针对尾灯固定侧与活动侧间隙(图4),设计和工艺人员已经给出各零件的公差,通过专业尺寸链校核软件,将各零件公差进行输入分析(如表所示)。尾灯活动侧与尾灯固定侧原有轮廓度±0.75 mm不能满足尾灯固定侧与活动侧的匹配间隙DTS(±1.0 mm)的要求,对尾灯设计部门提出改进建议后,轮廓度改为±0.5 mm,再次计算可以满足后期间隙匹配要求。
试制阶段尺寸匹配
数模虚拟匹配与实车匹配还有很多差别,如零件强度、开闭件及装配工艺影响等,很难在虚拟匹配中体现。这些问题只有在试制阶段,通过实车匹配才能发现。在试制阶段,匹配工程师要亲自反复装配涉及综合匹配的零部件,目的是为了验证零部件的结构合理性、强度、可操作性及一致性等,也是对前期设计阶段没有发现的问题进行挖掘。
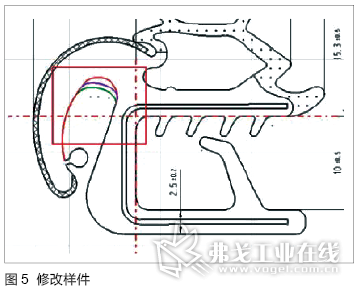
以K车型四门门洞密封胶条为例,试装时发现拐角处不服帖,出现起皱现象,此问题在设计阶段很难分析出对实车匹配的影响。多次装配后发现,装配过程门洞胶条的安装起始点和按压手法对起皱问题有一定影响,但不能解决全部问题,考虑后期大批量生产员工作业工时和作业强度,优先对门洞密封条零部件进行改进。对断面进行分析发现,加厚R角处厚度应该可以提高门洞胶条抗变形能力,通知厂商小批量制作R角处加厚的样件,如图5所示,把紫色线改到绿色线,验证有效后批量修模,后期匹配效果良好。
对于铰链强度问题,前期尺寸匹配人员有可能会疏忽或者很难分析到位。例如,某车型在试制阶段发现,机盖后端与翼子板面差在焊装车间调平,进入总装车间后发现机盖后端面差全部下陷,低于翼子板,排查铰链螺栓扭矩无问题,对铰链、车体铰链安装孔进行量测均无问题,推测与铰链强度有关,经CAE部门协助进行受力模拟分析,证实推测的合理性,改进铰链材质和厚度后,此匹配问题关闭。
已经进入试制阶段的车型,发现的匹配问题原因很明确,但是由于零部件模具已经制好,重修或者重开模具的费用很高、工时过长,便不能针对根本原因来制定措施,但是,可以针对问题现状制定有效可行的方法来解决。
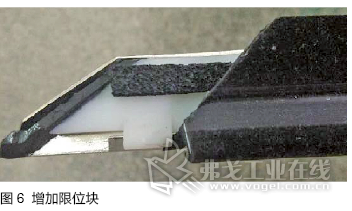
比如,C车型前门外水切与后视镜底座面差高出,不符合DTS定义。结合数模和量测数据分析得出,外水切卡接在车门外板钣金止口上,前门外板钣金前端为避让窗框,没有止口边,即水切前端和车门无连接。由于成本和上市时间限制,在钣金和水切同时开孔增加连接螺栓或者更改水切固定结构断面已无法实施。经手工验证,利用钣金没有止口边的缺口,在外水切对应处增加一个限位块(图6)可满足DTS要求。供应商利用3D打印设备制作5台份样件,验证有效后批量整改,此方案成本低,整改时间短,供应商和主机厂都可接受。
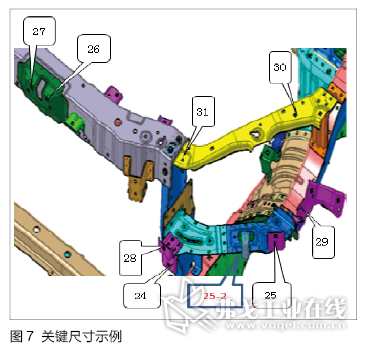
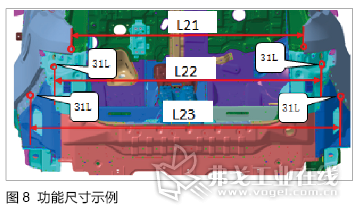
对于综合匹配涉及的零部件,都是安装在白车身上,在分析零部件的同时,也要对白车身安装点、面进行分析管控,建立关键尺寸(图7)、功能尺寸管控清单(图8)。
目前,各车企在试制和小批量生产阶段,主要通过CUBING(功能主模型)、零件检具及三坐标量测扫描等方法来分析尺寸匹配问题。有条件的车企尽量开发包含前后端模块、四门模块的整车CUBING。利用CUBING分析匹配问题时要注意,零件在CUBING上匹配时,量测间隙面差值实际是将车身和零部件的配合公差全部分配给零部件,将零部件的允许偏差扩大,占用了车身的允许偏差,从而造成错误的判断,将不合格的零件判定为合格。正确方式即零件与CUBING的实际匹配允许偏差值是零件与车身配合的公差减去车身的公差值。
而在分析多零件配合造成的间隙面差问题时,利用双悬臂三坐标、便携式三坐标和白/蓝光扫描仪等设备,对问题所涉及零件或整车进行量测,可以帮助工程师快速判别问题产生的方向,验证经验判断的真实性。
试制投产阶段的尺寸匹配过程繁琐复杂,需要对车身、零件及工艺等相关因素充分考虑。在零件匹配前,对于整改方案必须要进行严格深入的分析与验证,检验方案可行性,对各零件匹配过程进行把控,确保整改前后总成件尺寸相匹配,满足整车DTS要求,将改进的合理结构、公差定义等归档保存,逐步形成本车企的平台化结构,对以后的新车型开发设计提供依据。
结语
总之,随着顾客对汽车可视的间隙面差要求越来越高,汽车尺寸匹配工作已经从采取措施满足DTS公差要求,逐步向缩小DTS公差范围的精细化方面开展。尺寸匹配已成为汽车设计和制造过程的核心工作之一,尺寸匹配的好坏也成为车企设计水平、制造装配水平高低的标志之一。按照上述尺寸匹配的思路,从数据到实物全程参与,并结合各种先进实用的测量分析设备和软件,尺寸匹配才能顺利完成,满足DTS定义和顾客要求。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖