发动机总成冷试技术
发动机冷测试可以尽早地发现产品生产制造中出现的一系列问题,并且试验成本低廉,无需采用点火的方式,同时也减少了对环静的污染。
发动机测试技术是汽车测试技术的一个重要组成部分,也是最复杂的一个部分。以前,汽车发动机制造企业在发动机总成装配完成后都要进行数十分钟的发动机热试,用来检查发动机的装配质量。但是现在很多著名汽车公司(如美国通用、日本丰田等)生产的轿车汽油发动机的生产试验都采用冷试验取代热试验。
冷试是一种检测发动机装配过程中出现的错误的方法。一般在发动机装配线末端进行,查找生产中可能出现的装配错误或零件缺陷。发动机采用冷试验的目的是在发动机装配线最后对发动机制造和装配质量进行验证测试,能较早地发现零件缺陷或错误的装配,避免有缺陷的产品流转出发动机工厂,以降低返修成本,改进装配质量。发动机在冷试过程中,其本身并不供油燃烧,而是使用电动马达拖动待测试发动机。电动马达根据不同的测试要求自动控制转速,发动机运转过程中由传感器收集各种测试数据。发动机冷试的时间根据测试规范而定,一般只有几分钟。发动机冷试试验台见图1。

图1 冷试台架样例
冷试验的优缺点及范围
相比传统的热试系统,冷试有如下优点:
1.冷试能较早地发现缺陷或错误装配的零件而使废品率减少,从而更好地保证发动机质量。
2.同传统热试数据相比,测试节拍更短,成本、投资更低廉。测试不需要冷却液和燃油,且没有废气产生。
但是冷试也存在不足:
1.冷试的试验时间较短,使发动机稳定工作时间太短,易发生错误警告。
2.没有燃烧过程、无热量和压力产生。冷试不能检测同热循环有关的缺陷。
对于不同的发动机测试要求,冷试的测试项目也会有所不同。一般的发动机测试项目包括转动扭矩(可以检测出活塞有缺陷、进排气门泄漏、火花塞缺失、活塞环缺失等问题)、起动扭矩(可以检测出发动机是否存在卡住而无法转动等现象)、进气压力(可以检测出气门正时、气门/气门弹簧/挺柱缺失、进气门泄漏、气门是否弯曲等问题)、排气压力(可以检测出气门正时、气门/气门弹簧/挺柱缺失、排气门泄漏、气门是否弯曲等问题)、机油压力(可以检测出机油泵缺陷、发动机内油路堵塞、轴瓦缺失等问题)、点火测试(可以检测出线圈和连接点是否连接完好、火花塞电极间隙是否存在问题、点火模块问题)、NVH(噪声/震动/舒适性)测试(可以检测出连杆轴瓦缺失或型号错误、推杆型号或尺寸错误、火花塞松动、缸孔粗糙等问题)等。需要特别注意的是,在冷试开始时,如果机油压力不正常或者起动扭矩太高,应该中止发动机测试,否则发动机会损坏;而且必须把所出现的问题解决后才能再次进行冷试。
发动机冷试验有自动测试系统和半自动测试系统两种。自动测试系统是在发动机冷试开始前,设备自动将各种管路连接到发动机上;而半自动测试系统是在发动机冷试开始前,由人工将各种管路连接到发动机上,然后进行测试。根据不同的测试要求,发动机在进入冷试工位时的状态是不相同的,如是否需要在冷试时安装连接线束、是否需要安装进气管、是否需要安装排气管等。对于冷试台,必须定期对各种传感器进行标定,以保证冷试台测试出来的结果是准确的。
冷试系统的工作过程
普通冷试系统是这样工作的:发动机在进入测试工位前,添加足量的机油;发动机连同托盘到达冷试工位,读取托盘上的信息,安装好各种连接管路;冷试工位的PLC将发动机的编号输入到测试台架电脑,创建一份针对该发动机的测试文件;冷试台驱动各封堵头和夹紧单元把发动机封堵和夹紧后,通过一个连接着发动机飞轮的装置连接到一个交流伺服电动马达上;测试工位启动所有的测试传感器,电动马达拖动待测试发动机运转;在发动机不燃烧的状态下按照测试要求进行各种测量。发动机的测试循环是自动控制的。测试计算机在整个测试过程中收集数据,通过专用的算法来处理并和固定的极限比较。测试结束后,测试工位把一个通过/失败的结果传输给托盘,各封堵头和夹紧单元回位并且释放发动机。
在测试过程中,测试工位上的电脑根据测试规范自动控制发动机在不同的速度和条件下进行测试。在测试期间,各个传感器收集发动机运转过程中的实时模拟信号,数据以波形的形式记录、分析、存储和使用。冷试计算机将收集的数据同预设的极限值进行比较,来判定测试发动机是否通过/未通过该冷试工位。测试的波形和结果在每次测试之后进行存储。技术人员可以通过网络把测试数据从单一工位上传至到服务器。所有工位的数据都上传至同一服务器存档,以备未来调用。发动机所有的测试参数都合格后才能认定为发动机通过测试工位。如果测试发动机没有缺陷,任何信号的波形和预设的极限值都很类似并都处于合格范围;如果存在缺陷,观察到的数据将显示异常,数据和波形将发生改变。有问题的发动机在离开发动机厂之前必须返修好。发动机测试结果波形见图2。
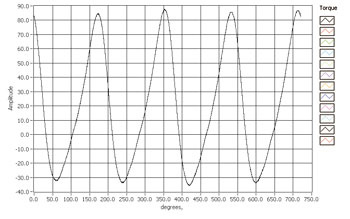
图2 测试结果波形样例
在发动机制造企业一般都设有专门的测试工程师。测试工程师应该根据测试要求和设备供应商一起设计冷试台架、安装和调试设备。通常情况下,测试工程师需要把可能出现的问题做一个列表,根据列表故意制造有缺陷的发动机,并把它们拿来做冷试。在冷试过程中记录和分析波形,对波形所对应的缺陷类型、数值、特征进行归类。各个测试参数的极限值应该围绕这些数值建立,这样有利于发现问题并能更好地设置各参数的极限值。需要注意的是,这是一个持续的过程,各个参数的极限值需要不断地修正直到稳定。装配零件的变化或设备的老化都可能要求重新去考虑和定义测试参数的极限值;而且如果不合格发动机的数量突然增加,测试工程师就需要去查找问题的根源,及时调整设备,保持设备的稳定性和准确性。测试工程师需要对产品和零件的变更及时作出反应,需要了解变更对波形的影响,并提前采取措施,减少生产中批量发动机不合格情况的出现。
另外,环境变化可能会在各个方面影响测试参数,如发动机的机油温度变化会影响到测试结果。虽然现在很多测试软件内置了自我补偿程序,但是都有一定的补偿范围,测试工程师需要关注测试环境的变化,及时采取措施。
结语
现在越来越多的发动机制造企业都在向以采用冷试技术来代替发动机热测试的方向发展,强调在发动机工厂生产过程中的在线检测,改进装配技术,控制装配质量,避免不合格产品流出工厂。这也是当今世界各国汽车发动机生产试验的一种新潮流和发展趋势。
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多