变速器装配线制造执行系统
MES系统软件技术层次
传统的变速器生产线已不能应对产品的个性化需求。面对小批量的混线生产、产品防错漏装、产品档案建立与追溯以及装配线管理等问题,变速器装配线制造执行系统发挥了重要作用。
传统变速器装配线注重机械设备的投入,装配线主要包括功能设备、关键设备、检测设备和试验设备等,通过合理的设备平面布局与物流配送及适用的工位器具相结合,使装配线达到设计产能并保证产品的质量。这种传统的装配线可以满足批量化的流水线作业,但是,随着产业技术的发展,对装配线提出了新的要求,用户对产品的个性需求日益强烈,用户订单出现了产品多样化、个性化需求,小批量混线生产成为主流,错漏装问题、产品质量跟踪追溯、生产现场精益化管理、产品BOM更新管理以及产品档案建立等问题逐渐暴露。本文介绍了一款变速器装配线制造执行系统(MES),能够很好地解决这些问题。
MES系统概要
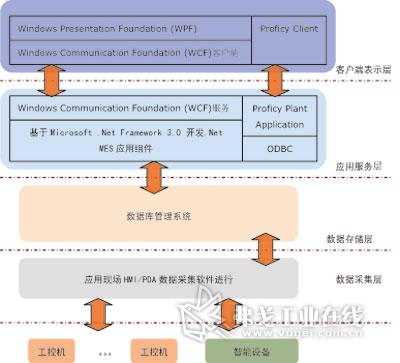
MES是一种位于上层的计划管理系统与底层的工业控制之间的面向车间层的管理信息系统。它为操作人员及管理人员提供计划的执行、跟踪以及所有资源(人、机 、料和客户需求等)的当前状态。MES软件系统按功能可划分为4个层次,即数据采集层、数据持久存储层、应用服务层及客户端表示层,如图所示。
1.数据采集层
实现对现场的生产过程数据采集功能。数据采集层负责采集生产过程数据,并将采集到的数据送到数据库中进行存储。考虑到生产管理数据的定制性,数据采集由人工编写代码开发数据输入界面来实现数据的采集。这样可以最大灵活度地满足现场数据输入的多样性和复杂性,并可以根据输入的数据进行验证,将验证结果返回给操作者。当网络出现故障时不会影响操作者的操作体验。
2.数据持久存储层
提供数据的持久存储及数据的检索。数据持久存储层实现生产过程管理数据的存储,并为系统其他层提供访问接口。
3.应用服务层
处理车间MES系统的主要功能业务逻辑。应用服务层实现制造过程的业务逻辑,通过应用服务层实现MES系统提供的所有功能模块的业务逻辑,根据各个功能模块所实现业务的不同特点采用多种技术实现的方式。应用服务层是整个MES系统运行的核心,在整个开发过程中占据重要的地位。
4.客户端表示层
客户端表示层实现人机交互界面,应用多媒体编程技术以多种形式呈现信息并提供人性化的操作界面。客户端主要应用MS的WPF架构实现。WPF为桌面客户端和浏览器客户端提供了通用基础,为所有的这些用户界面提供一致的技术基础。
功能模块介绍
变速器装配线制造执行系统(MES)主要由以下几大功能模块组成:
1.生产管理
(1) 生产计划接收 可与企业ERP系统进行集成;
(2) 生产计划编制与发布 根据接收的生产计划,按生产线、生产班组进行分配,并下达与发布生产计划;
(3) 生产计划监控与调度 对生产计划进行进度监控,也可以根据生产需要对计划进行紧急变更与调整。
2.物料配送管理
(1) 配送单生成 指定配送人员作业,起到防错作用;
(2) 配送计划 确定配送的数量及时间;
(3) 现场缺料、补料提醒;
(4) 配送进度的监控。
3.物料追溯
(1) 关键件追溯 针对关键零部件及总成进行追溯,可以处理针对性维修、供应商评价及质量召回等;
(2) 产品谱系生成;
(3) 物料条码采集防止错漏装;
(4) 批次物料 出库时采集,与计划进行对应;
(5) 单件物料 在线采集,与产品条码进行对应。
4.条码管理
(1) 条码生产 一件一码,生产追踪,生产信息采集的核心;
(2) 条码打印 一维纸质条码或二维条码标牌金属刻印。
根据产品生产条码,采用二维条码在标牌进行刻印,在产品上线前打印完成,并在上线扫描时与产品及计划进行绑定。在装配过程中金属标牌跟随产品流转,并在生产节点进行扫描,保证条码与产品的对应。
5.工位管理
显示生产计划、生产进度、生产线上产品序列信息及产品特殊技术要求;异常呼叫(缺料、紧急呼叫);人员信息记录。
6.返修管理
记录返修原因;替换件信息记录;返修原因统计;返修统计报表自动生成等;可以针对返修记录找出生产环节中的薄弱环节,以便整改。
7.质量管理
(1) 装配线设备实际工作参数采集 包括实验、检测设备检测数据采集,压机压力位移数据采集,电动拧紧机拧紧力矩数据采集,装配线线体运行参数采集,机器人运行参数采集等;
(2) 装配线异常报警与停线控制。
8.生产过程追踪与产品档案建立
(1) 记录下每个生产订单中的每一台变速器的生产时间信息、物料信息、装配人员信息、加工参数信息和质量检测信息;
(2) 建立起变速器生产档案,利用档案可以进行产品质量原因追溯依据、质量原因相关性分析依据。
9.生产统计
对车间、生产线和生产班组产量进行统计,自动生成产量日报、月报和年报;统计计划完成情况,统计生产异常、返修率等信息。
10.BOM与用户技术要求信息维护
装配BOM信息维护(用与配送单生产、物料信息采集比对防错等);用户特殊技术要求信息维护;现场工位计算机显示(指定装配工人装配)。
11.主机厂条码打印及条码对应
各主机厂家都有自己的产品条码要求,而且条码规格、格式种类很多,打印及粘贴条码易出错,利用该系统,采用一件一码的打印方式。产品条码与主机厂条码一一对应,可以起到防错的作用,也便于产品追溯。
12.系统管理及基础数据
(1) 编码管理 包括产品编码、工位编码和用户编码等;
(2) 用户及权限管理 根据需求主要按角色分配系统不同功能的使用权限。
(3) 系统角色包括高级管理员、装配调度、技术员、库房管理员、出库人员和操作工等。
结语
近年来,许多变速器生产企业在装配线设计时都考虑并采用了装配线制造执行系统。它是一条现代化装配线不可缺少的组成部分,对变速器装配线的精益化生产、产品防错漏装、产品档案建立与追溯以及装配线管理等都起着重要的作用。在方案设计时,生产企业还可以根据实际生产情况对功能模块进行增减。
西安法士特汽车传动有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多