发动机装配线生产效率提升要点研究及实践
发动机装配线相对机加工线存在较大的拓展空间,但需同步提升各种关键要素才能从根本上提升生产效率。本文列举了在效率提升过程中的具体实例,以效率提升为核心进行了论证。
2012年我国汽车工业产销突破1?900万辆创历史新高,同比分别增长4.6%和4.3%,再次刷新全球记录,连续四年蝉联世界第一,我国汽车工业已进入总量较高的平稳发展阶段。
发动机的产能不足成为各大车企的一大瓶颈,随着生产运行成本的不断增加,人员成本的不断攀升,生产效率的提升成为一个新课题。对于发动机的装配线而言,生产效率提升至关重要,因为,装配线的设备、人员及工艺相对加工线有着较大的拓展空间。
背景介绍
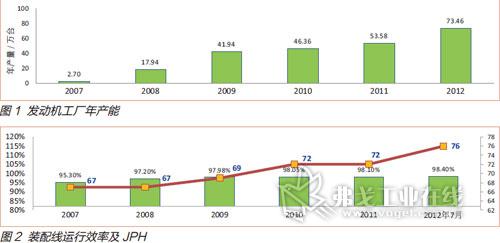
某公司的发动机制造产能自2007年以来,都呈现逐渐增长的趋势(见图1),但相对于整车的匹配量来讲,还需要再一大扩大产能才能满足装配需求。
该公司发动机的装配线主要是以装配操作工为主的流水生产线,关键的拧紧、测试工位采用自动化设备进行装配或测试,如连杆螺栓拧紧、缸盖拧紧、长缸体泄漏测试及发动机冷试等。流水线的生产效率主要取决于整线的生产节拍,生产线的节拍一般在42s左右,但自动工位的节拍一般控制在40s左右。人员的工作效率也是效率提升的一个难点,人性化的管理及生产环境的改善是提升员工生产效率的关键。
设备的开动率关系到产能的输出,随着生产设备的日益老化,驱动装置、传感器和测量系统等都会出现故障,严重的甚至导致设备停机等,需要定期对设备的易损件进行更换,对系统进行升级换代,做好PM、润滑及保养等工作,开展有效的预防性维修。现有装配线影响整线运行的主要设备有冷试、长缸体泄漏测试设备以及多轴拧紧机等,须对现有设备采取结构改进、程序优化和定期保养等措施才能确保开动率保持在95%以上。
生产过程的FTQ也影响着发动机的产出。如果生产线上发动机的FTQ低,则返修及重新测试的数量过多会导致生产堵线或产量减少。目前,FTQ低主要体现在设备的误判及发动机的装配质量缺陷、零部件质量缺陷等问题上,组织团队攻关FTQ提升也是至关重要的。为此,该工厂组建了FTQ攻关小组,全面主导生产过程中各类FTQ低的问题解决,一年来解决了3大设备的FTQ提升问题,由之前的平均90%提升至98%,并将产品的FTQ由之前的97%提升至99%。
工艺优化是生产效率提升的基础,工艺的制定基于原有产能及节拍需求的前提,如提升现有生产线的节拍,则需要优化平衡工艺和设备动作等来满足工艺节拍要求。目前该工厂已将现有的装配一线的产能由72JPH提升至76JPH,装配二线的产能由67JPH提升至72JPH,两条装配线的年度产能提升了6万多台,如图2所示。
提升举措
1. 人性化管理
发动机装配线上,操作工人的休息时间需合理安排,工作负荷如果过重会导致生产效率低下,在8h内很难保证都有良好的精神状态,特别是夜班的凌晨4~6点,白班中午的12~14点,都是人容易疲劳的阶段。
针对生产效率提升,需要制定一系列激励制度或措施来提高团队士气,增强团队凝聚力,充分调动操作工人的工作积极性。如调整休息的时间段或周期;举办劳动竞赛,提升团队合作力;增加产量激励制度及适当奖励超产班次最多的班组等。
2. 设备开动率及FTQ提升
装配线开动率及FTQ低的主要设备有冷试、气门间隙测量及长缸体设备。目前,冷试设备主要是机械故障及测试程序设置不合理,现通过改进机械结构、调整测试程序已将开动率由85.9%提升至96%。气门间隙测量机的主要问题是测量程序补偿K值设置不合理以及零件尺寸超差等,通过调整K值,增加凸轮轴测台零件超差的上下限后,FTQ由92%提升至97%。长缸体设备主要是封堵机构密封不严,导致测试过程中FTQ低,通过重新设计封堵堵头的结构及改进材料后,FTQ由之前的96%提升至99%。
下面以几个改进实例进行描述。

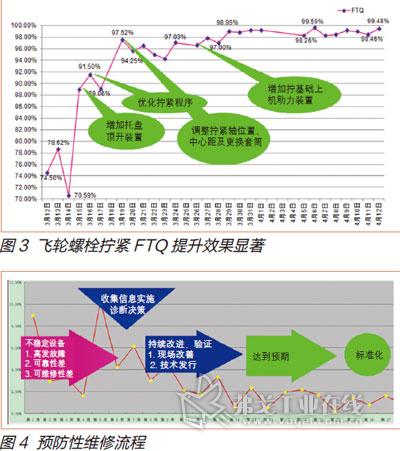
实例一:飞轮螺栓拧紧工位不合格
装配发动机时,飞轮螺栓拧紧工位出现拧紧不合格问题,平均FTQ约75%。其主要表现是:拧紧轴套筒与螺栓对位不准,无法实现拧紧;螺栓拧紧扭力偏低,终扭力小于标准。
分析原因:托盘位置偏差影响导致套筒对位不准;拧紧轴位置偏差引起套筒对位不准;拧紧套筒过长导致对位时套筒摆动幅度太大;螺栓或螺栓垫片表面粗糙不平,拧紧过程中存在应力,最终导致扭力偏低;员工手动控制拧紧机移动距离及控制拧紧过程中拧紧机的位置,易出现拧紧过程中拧紧机晃动,最终造成扭力不稳。
解决措施:
(1)增加托盘顶升装置 通过增加托盘顶升装置来避免发动机到站位置偏移、受辊道影响导致套筒无法对准螺栓情况的发生。
(2)优化拧紧程序 增加拧紧轴套筒对位程序,使套筒对位更加顺利;增加中间反松步骤,消除拧紧过程中零件表面颗粒或杂质引起的应力因素影响。
(3)调整拧紧轴位置及中心距 调整3根拧紧轴的位置及中心距,消除拧紧轴本身位置不对导致套筒无法对准螺栓的情况。
(4)更换短套筒 将原80mm的长套筒更换为38mm的短套筒,同时加大拧紧机移动距离,减少拧紧过程中套筒摆动引起的扭力不稳定。
(5)增加拧紧机助力装置 增加汽缸装置,将由操作工手推拧紧机改造成设备推动,消除拧紧时拧紧机移动不到位或操作工手臂晃动导致的扭力不稳定。
实施效果:通过实施以上措施,飞轮螺栓对位不准及拧紧扭力偏低的问题得到有效抑制,拧紧合格率得到较大提升,由平均75%提升至99%以上,如图3所示。

实例二:预防性维修
通过诊断监测技术实现对设备状态进行监控,对故障进行预测,减少非计划性停机;通过对设备的升级改造,提高员工维修技能,提升设备可靠性,使设备便于维护维修,减少设备停机次数和维修时间。
该公司与某大学正在合作开发PDM预测性维修点检系统,具体内容包括:根据设备失效模式的故障树模型,制定、完善加工设备的点检标准,规范设备点检工作;开发点检信息管理系统,实现对点检标准库以及点检过程的标准管理;开发设备故障、异常和劣化的趋势分析、预测、诊断和评估模块,实现对设备健康状态实时监控,及时预测设备潜在故障,为预知性检修提供科学依据。
3. 生产工艺及节拍优化
装配线的生产工艺主要分为内装、外装工艺,生产效率的提升主要是平衡外装工艺,另外对现有的生产节拍进行优化调整,提升节拍。一般是通过优化步骤,减少等待与多余步骤来缩短节拍。表中所示为该公司在效率提升过程中采用的一些优化方案。
4. 工作环境改善
改善工厂作业环境,员工操作环境舒适化也是效率提升的一项关键工作。目前,该公司正在制定一些举措来提高车间的生产环境:优化厂房的送排风系统,季节性的人为调控厂房内的空气质量;设备保洁、地面保洁以及化学品管理采用服务外包的形式,即降低成本又提高了效率和服务积极性。
5. 零件配送过程改善
发动机零件的配送节拍及准确率关系着装配线的生产效率。该公司现有发动机机型共计约20种,在零件的防错上需要制定较多的控制手段,物料的配送需要建立线边零件库进行周转。零件的质量要严格按照“三不原则”,对物料的收、发和存等需进行系统化管理。
(1)不接收有缺陷的物料 根据发动机物料精密性、外观、尺寸要求高、需防尘、防潮和防锈等特点,不断总结,从以下四个方面持续改进,做到“四位一体”,有效避免了缺陷物料流入发动机工厂,筑起了第一道坚固的防火墙。
①不断改进、优化物料的包装器具,将由包装器具引起的零件质量问题降至最低。
②每周对第三方物流的存储现场、转包装操作及运输车辆等进行审查,提高三方物流的管理及服务能力。2012年,三方物流5S及目视化覆盖率达到90%以上,短装、混装和供应商不安全行为等比2011年降低36.9%,防错体系建立覆盖率达到80%,零件预警次数下降70%。
③加强来料检查核对,按照零件类型进行30%、60%和100%的抽查并核对。
④通过培训及竞赛等方式提高员工质量意识及技能,平均每年进行1次防错竞赛、1次操作技能竞赛,每个月对员工进行重复培训。
(2)不制造有缺陷的物料
①各种不同类型、功能及性质的物料分区域、依据先进先出存储,如大件区域、小件区域、除湿区域、非除湿区域、可疑物料区、项目零件区、PTR物料区和溢库区等。物料的分区域存储,有利于物料的接收入库、盘点、取料和防错,确保零件的存储质量。
②物料接收入库采用平板车推拉及叉车装卸,尽量避免二次搬运给零件带来的质量影响。
③严格按照先进先出进料、取料,对于物料存储时间超过一个月的,定期进行跟踪和处理。
④每班次下班前对库房物料进行盘点及核对。
(3)不传递有缺陷的物料
①物料转运采用防尘、防雨的转运车进行短途驳运,确保物料在室外转运期间的质量安全。
②接收到物料备料信息,备料员进行按制定好的线路进行备料,备料过程中对每一箱物料检查、核对。
③转运司机对所转运物料再次进行检查核对。
④配送员对配送物料再一次进行检查、核对,确保零件数量、质量无误后方可配送上线。
经过以上多重检查、防错,该公司发动机装配线现有的物料配送准确率达99%以上。
结语
发动机产能的拓展是各大车企目前正在研究的新课题,企业的各种要素均关联着生产效率,应综合提升各要素才能从根源上提升生产效率。发动机装配线是工厂的产品输出点,直接关系着生产任务的交付,随着我国汽车工业的腾飞,发动机的产能需求不断攀升,装配线的生产效率提升迫在眉睫。通过该公司各级团队的共同努力,在不增加设备、人员等的基础上,成功将现有的两条发动机装配线的年度产能提升了6万多台,效率提升效果显著。
上汽通用五菱汽车股份有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多