翻边成形与处理对策
覆盖件上的翻边除了要满足焊接和装配的要求之外,还能增加覆盖件的刚度,使覆盖件边缘光滑、整齐以及美观。翻边是覆盖件冲压的关键工序之一,在遇到问题时,有时补偿并不总能解决问题。本文从变形特点分析开始,试图找到更有效率的解决问题的方法和途径。
翻边按变形性质分为伸长类翻边和压缩类翻边,进一步可细分为伸长类平面翻边与伸长类曲面翻边、压缩类平面翻边与压缩类曲面翻边。翻边过程中,存在着回弹、翻边面起皱、开裂、料厚变薄以及翻边后的制件变形与扭曲等问题。为满足焊接和装配的要求,在分析这些缺陷之前,必须进行翻边的变形特点分析,然后进行实际问题的处理。
翻边形式及特点分析
1.各种翻边形式
各种翻边形式如图1所示。
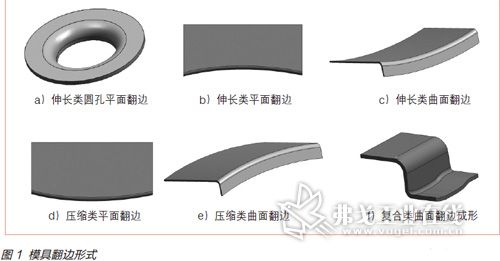
(1)伸长类翻边 在翻边的变形区内,毛坯受到两向拉应力(切向和径向)的作用,其中切向拉应力是最大主应力,径向拉应力是中间主应力,其值远小于切向拉应力。在翻边变形区域内的边缘毛坯处于单向受拉的应力状态,只有切应力的作用。当伸长类翻边有直翻边时,在直翻边和圆弧翻边的交接区域将产生剪切变形。变形主要发生在圆弧部分,此区域容易发生制件料厚减薄和开裂现象。
(2)压缩类翻边 在毛坯变形区域内,除靠近竖边根部圆角半径附近的材料产生弯曲变形外,其余主要部分都处于切向压应力和径向拉应力的作用,产生切向压缩变形和径向伸长变形,其中切向压应力和压缩变形起主要作用。变形主要发生在圆弧部分,这里容易发生失稳起皱。
2.翻边性质分析
在翻边顶面R上,材料处于弯曲变形状态(内侧材料受压,外侧材料受拉)
在平面上进行曲线翻边时,外缘的外凸形轮廓翻边为压缩类翻边,翻边部位的材料向邻区流动得越多,翻边质量越好。这种情况下,可使翻边部位的凹模镶块所组成的端面为凸形轮廓,翻边成形时,凹模镶块端面凸形形状的中间部位先与毛坯接触,使翻边部位从中间向两边顺序翻边,毛坯受到的切向压应力减小,不容易产生波纹、起皱以及积瘤等不良现象。
在平面上进行曲线翻边时,内孔的外凸形轮廓翻边为伸长类翻边,邻区的材料向翻边部位流动得越多,翻边质量越好。这种情况下,可使翻边部位的凹模镶块所组成的端面为凹形轮廓,翻边成形时,凹模镶块端面的凹形形状两边部位先与毛坯接触,使翻边部位从两边向中间顺序翻边,毛坯受到的切向拉应力减小,减小壁厚变薄、避免破裂等不良现象。
在曲面上翻边时,向曲面的曲率中心方向翻边是压缩类翻边,翻边部位的材料向邻区流动得越多,翻边质量越好。可使凹模镶块端面为凸形形状,翻边成形时,凸形形状的中间部位先与毛坯接触,可使翻边部位从中间向两边顺序翻边,毛坯受到的切向压应力减小。
在曲面上翻边时,向曲面的曲率中心的反方向翻边是伸长类翻边,邻区的材料向翻边部位流动得越多,翻边质量越好。这种情况下,可使翻边部位的凹模镶块所组成的端面为凹形轮廓,翻边成形时,凹模镶块端面的凹形形状两边部位先与毛坯接触,使翻边部位从两边向中间顺序翻边,毛坯受到的切向拉应力减小。
实际问题分析
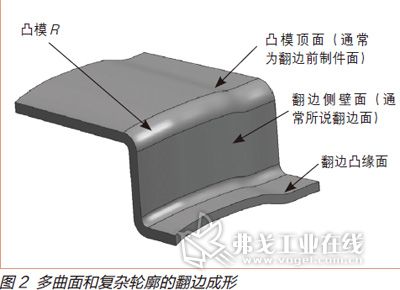
在实际的覆盖件冲压过程中,不仅是某一类翻边形式或单纯的直翻边,而是具有多曲面、复杂轮廓的复合翻边或翻边成形(见图2)。在翻边过程中,压料器将制件压紧在凸模上,凹模镶块的端面与凸模顶面(通常为翻边前制件面)的初始接触确定了翻边过程中的基本材料流动状态,在具有成形性质的翻边过程中,侧壁面的性质和凸模R的状态是最终材料应力状态的关键因素。在具有凸缘面的翻边中,凸缘面与顶面(翻边前制件面)的关系尤其重要,必须结合各种类型的翻边确定伸长类和压缩类翻边的范围,确认多料和缺料的区域,分析一次成形的可能性和必要的预成形形状。
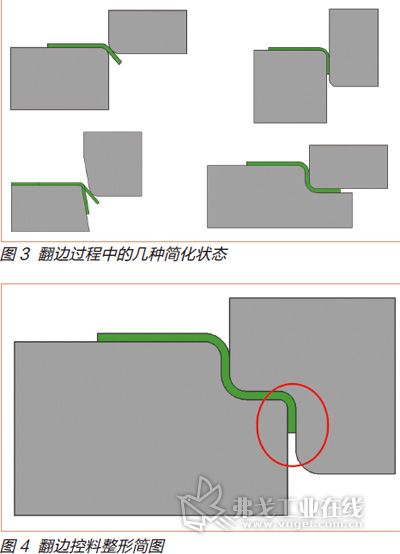
图3所示为表现了翻边过程中的几种状态,在开始翻边时,处于凸凹模R之间的材料是受到限制或控制的,当翻边凹模R完全进入翻边凸模R时,翻边凸凹模之间的材料是受到限制或控制的(伸长类翻边,翻边面处材料减薄通常未能贴住翻边凸模;压缩类翻边,内壁材料不流动但由于翻边凹模的挤压而紧贴翻边凸模);当制件翻边面未完全贴在凸模上或凸凹模之间时,由于材料的连续性和刚性,这些自由的材料将会充分体现伸长、压缩、变形出现材料变薄、材料波纹起皱等现象,当这些变形未能得到改善时,将会积累到最终状态。
翻边回弹可以通过角度补偿或面差补偿和在翻边R上增加畸形点得以改善;翻边面的平整度通过调整翻边间隙得以改善。对于刚性较差的部位或者具有较高屈服极限的制件,在翻边结束后,制件变形翘曲或扭曲是翻边回弹导致的结果,改善变形区的应力状态(不带凸缘翻边时调整翻边顺序、带凸缘时考虑二次翻边成形)是解决问题的根本方法,另外就是在制件上增加台阶(横向台阶和纵向台阶),将变形区分段化,减小同种变形的扩大延伸。值得注意的是,外板件翻边与刚性较差的部位,相对最小的相邻轮廓R或顶面R通常是回弹表现的起始区域,通过调整翻边顺序(翻入量)可以改善变形区的应力状态。
在凸缘和侧壁具有较复杂形状的情况下,增加如图4所示的形状将有利于改善变形趋势和走料趋势,但缺点是需增加一工步进行切断或调整修翻的顺序。
在外板件的翻边工序中,引入过翻(即翻边R轮廓小于翻边前的R轮廓)将会改善翻边制件顶面的质量和翻边棱线的光顺。另外,对于有较大变形量的翻边或翻边间隙较小的垂直翻边,必须有足够的压料力或者带压料翻边。
在翻边工序内容中,通常还有纯弯曲式翻边,它的变形区在翻边R上,它的翻边直壁面与其它形式的变形区之间将会产生剪切变形,这在更多的情况下通过改变翻边顺序而可以借料或套料的区域。
结语
对于有焊接和装配要求的翻边面,必须要提高翻边质量,通过对现场情况的了解和制件变形情况的掌握,努力找到解决问题的方法,进一步提高对冲压和结构设计的指导性,减少结构设计和调试的反复。
成飞集成科技股份有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多