冲压螺母制件加工质量控制的探讨
冲压螺母制件常见质量缺陷包括缺冲螺母、螺母压反/压偏、螺母未冲透以及螺母与制件结合牢固度低。本文对冲压螺母制件存在的常见问题及形成原因进行了分析,介绍了一些实践经验以及有效措施。
冲压螺母的工艺特点
国外先进的汽车零部件制造厂广泛采用冲压螺母代替焊接螺母,因为冲压螺母工艺具有很多突出优点,主要有以下几点:
1.劳动强度低,生产效率高
大型制件在焊接螺母时,胎具尺寸较大,取放件困难,翻转较多,加工非常不便。采用冲压螺母工艺后,可以极大地简化分总成焊装工序,减少劳动强度,提高生产效率。
2.螺母位置精度高
冲压螺母采用冲压的方式固定在制件上,位置精度在0.1mm以内,这是人工焊接螺母所不能比拟的。

3.优越的抗扭性能
冲压螺母与焊接螺母相比较而言,其抗扭性能有很强的优势。以Q371焊接螺母与M6冲压螺母的扭矩标准比较,分别为60N.m和360N.m。
4.节能环保
减少了焊接工序,避免了焊接烟尘的产生,有利于现场的作业环境。
5.单向压脱力小
单向压脱力约为焊接螺母的1/3~1/2,装配时易脱落。

加工原理
冲压螺母制件的加工机构主要由以下几部分构成:冲压机床、冲压模具、外部风源、螺母输送管(也称螺母盘,内装冲压用螺母)以及螺母灌装机(用于空的螺母输送管灌装冲压螺母),其加工工位和凸模结构如图1、图2所示。
螺母管与螺母输送轨道连接,螺母管内的螺母由风力驱动,当螺母到达导向套内正确位置时,信号板显示螺母到达信号。机床滑块下行,螺母压入冲头将导向套内的螺母压向板件,以螺母为凸模对板件进行冲裁加工。当螺母下行至凹模凸起时,板件冲孔缩小,螺母被铆接在板件上,加工过程结束。螺母与制件铆接的示意图如图3所示。
缺陷分析及改善措施
冲压螺母制件常见质量缺陷包括缺冲螺母、螺母压反/压偏、螺母未冲透和螺母与制件结合牢固度低。
我单位生产的侧围内板(见图4)是一个多冲压螺母制件(6个螺母),具有很强的代表性,以下我们将结合侧围内板的质量缺陷进行分析。

1.缺冲螺母
造成此问题的主要原因有以下两类:
(1)螺母输送轨道末端风压不足 原因包括输入端风压不足、末端风压减压设定过大和各接头处漏风严重。根据我们的加工经验,在盘装约5000个螺母时,进风压适宜值为0.4MPa,螺母输送轨道末端风压适宜值为0.25MPa。如果风压过大,螺母对压入导向套的定位碰撞力过大,会造成前端定位磨损加快,造成制件缺陷;风压过小,制件缺冲螺母不合格率将大大提高。我们在试验中发现,将出口端风压降低0.1MPa,不合格率会提高约1%。
(2)螺母输送通道不光滑不通畅 原因有两种可能,一种是螺母管弯曲变形过大,造成螺母管内部出现折痕,影响螺母输送;一种是螺母管由于磨损等原因,与螺母输送轨道连接处过渡不平顺,存在台阶(螺母管为损耗件,在更换时一定要对此进行检验)。
2.螺母压反/压偏
造成此问题的主要原因有以下两类:
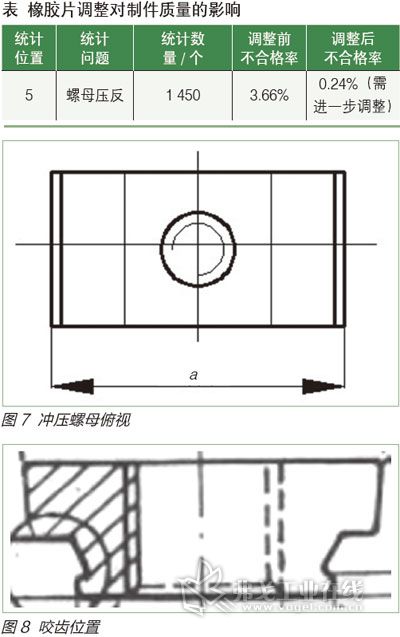
(1)图5b处橡胶片磨损,造成间隙过大,螺母在导向套内发生侧翻(见图6),造成螺母的压反或压偏。此缺陷发生时,会对制件和凹模造成很大的伤害,严重时会造成凹模或凸模导向套开裂。根据我们的加工经验,螺母导套两侧聚氨酯橡胶片间距应小于图7所示尺寸a基值0.3~0.4mm(间距过大或过小都容易引起螺母在导套内侧翻),并且胶片需经常更换。经统计,每生产8000件左右更换或调整一次橡胶片,便可以保证产品质量的稳定性。若螺母表面粗糙度不高,并有毛刺,更换的频率要加大。橡胶片调整对制件质量的影响如表所示。
(2)冲压螺母长度方向上尺寸(图7所示a值)波动较大。根据我们的加工经验,以M6冲压螺母为例,QC/T611-1999要求a尺寸公差为±0.13mm,我们可以适当放宽到±0.18mm。现国内生产的冲压螺母一般采用冷拔后冲断的加工工艺,这样的公差带还是比较容易保证的。
3.螺母未冲透,废料掉不下来
造成此问题的主要原因有以下两方面:
(1)机床装模高度调整不足,造成螺母不能将制件冲透。
(2)多螺母制件中各组冲头与相应的凹模上下间隙值不一致,造成有一部分制件冲不透。
4.螺母与制件结合牢固度降低
造成此问题的主要原因有以下4个方面:
(1)机床装模高度调整不到位,导致结合力不足。
(2)机床装模高度调整过度,导致制件与螺母咬合边缘处减薄过多,制件刚性不足,遇较大外力时容易脱落下来。
(3)多螺母制件中各组冲头与相应的凹模上下间隙值不一致,造成有一部分制件与螺母咬合不在基值范围内。
(4)冲压螺母侧面咬齿不达标,如图8所示,圆圈位置为咬齿位置,此处和制件咬合,若咬齿过短或过平(不锋利)都将影响冲压螺母与制件的压脱力。
根据我们的经验,制件与螺母的结合力对机床调整量的影响特别敏感。以M6螺母、0.9mm厚的制件为例,按QC/T611-1999标准,其压脱力要求为850N,经现场试验证明,调整量偏离基准0.15mm,其压脱力要减少约100N。手工或数控调整机床很难保证一次性调整到位,下面介绍一种简易、有效的调整方法——试片调整法。
由于冲头与凹模在工作过程中不直接接触,通常的钳工朱砂研配方式在调整冲头、凹模间隙时不再适用。此外,多冲头模具间隙调整的一致性好坏对制件的质量也有很大的影响。通常使用的盲调方法存在调整费时和调整不准确这两个弊端,为此我们总结出了试片调整法,步骤如下:
(1)准备100mm×100mm的1mm厚的方形试片;
(2)将机床调整到合适位置,保证试片被螺母冲出凸包,但不能冲透,凸包高度一般为2mm左右时比较适宜测量,过低不易测量,过高误差较大。
(3)对各位置试片凸包高度进行测量,为凸凹模间隙调整提供理性数据,根据数据调整冲头与凹模间隙。
(4)以上工作完成后,将压力机调到工作状态,将试片冲透,对螺母进行压脱力测试,合格后方可进行生产。
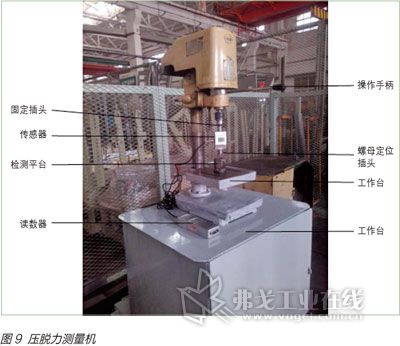
冲压螺母牢固度的检验:将螺母从小头端施压,检测螺母与制件分离时的压力。检验装备:利用自制压脱力测量机(见图9)进行检测。
结语
经过我们几年来对冲压螺母加工过程参数的探索与不断改善,冲压螺母制件不合格率从几年前的9%降到了0.1%以下。其中,压脱力指标完全达标。鉴于冲压螺母具有高效、环保和高精度等优良性能,其应用前景广阔。但由于冲压螺母压脱力较小,如何提高压脱力,仍将是我们今后研究解决的重点课题。
中国重汽济南卡车股份有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多