缸盖凸轮轴孔平行度精度提升
发动机缸盖凸轮轴孔加工是保证缸盖质量的难点,针对某款汽油发动机在调试加工过程中出现的凸轮轴孔平行度精度问题,排查原因,通过在缸盖夹具支撑块下增加铜垫片以使夹具与刀具下垂量相适应的方式,最终提升了凸轮轴孔平行度精度,成功提升了产品质量。
现状描述
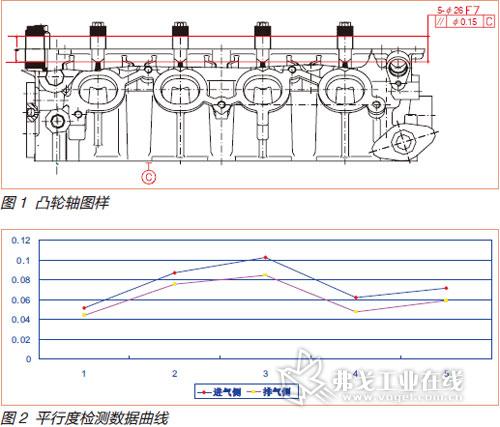
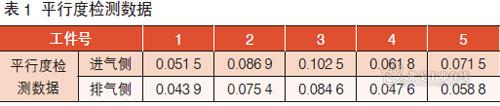
我公司某款汽油发动机缸盖为铝合金材质,采用双顶置凸轮轴结构,其凸轮轴孔与火力面平行度图样技术要求为φ0.15mm(见图1)。加工工件的平行度检测数据如表1、图2所示。
检测数据显示,被测工件凸轮轴孔平行度均在合格范围内。但为了提升发动机性能,我们认为平行度小于0.04mm是比较理想的范围。上述实测数据离预期目标还有很大距离。
原因分析
针对平行度精度较低的现象,我们从“人、机、料、法、环和测”六个方面着手,分析可能的因素来自三坐标测量机检测误差过大、测量人员操作不稳定、凸轮轴孔上下半圆材质不一致、夹具水平精度不足以及系统刚性不足这几个方面。
为了找到主要影响因素,我们制定了计划,对这些问题进行了一一排查。
1.三坐标测量机检测误差
三坐标测量机出厂精度为(1.5+3L/1?000)?um,其中L为检测内容的最大范围,单位为mm。所测凸轮轴孔的长度范围为450mm,则全程范围测量精度误差应该为(1.5+3×450/1?000)=2.85mm,而通过对比测量值与三坐标测量机检测误差,我们发现:三坐标测量机检测误差小于测量值的1/10,所以我们得出结论,三坐标精度满足测量需求,故排除此项影响因素。
2.测量人员操作不稳定
对三坐标测量人员进行GRR分析,GRR测试结果为5.50%,根据MSA判定准则,可得出结论,三坐标测量操作人员测量过程重复性满足测量需求,故排除此项影响因素。
3.凸轮轴孔上下半圆材质不一致
凸轮轴孔是由缸盖本体及凸轮轴盖上的半圆组合加工构成的。对凸轮轴孔上下半圆材质进行分析,凸轮轴盖和缸盖本体的材质都为铝合金,成分相差不大,在材料切削加工性能方面不会产生较大差异故排除材质对加工的影响。
4.夹具水平精度不足
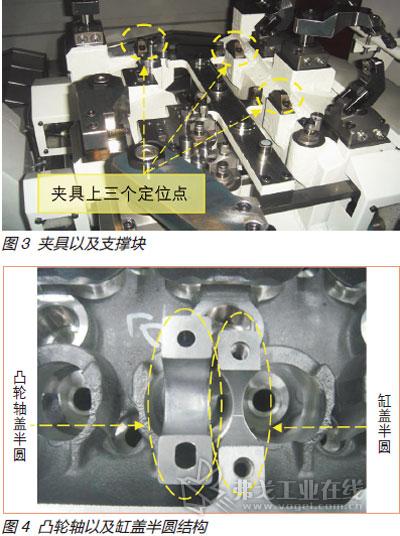
通过主轴轴向移动,检测轴向与夹具的平行度数据。检测结果为:夹具上3个支撑块(见图3)高度差不超过10mm,而平行度检测数据在40~110mm的范围内。因此得出结论:夹具的制造精度误差并不是平行度误差的主要因素。
5.系统刚性不足
首先,主轴刀柄为HSKA100刀柄,其主轴抓刀刚性较好,故判断主轴刚性不是关键因素。
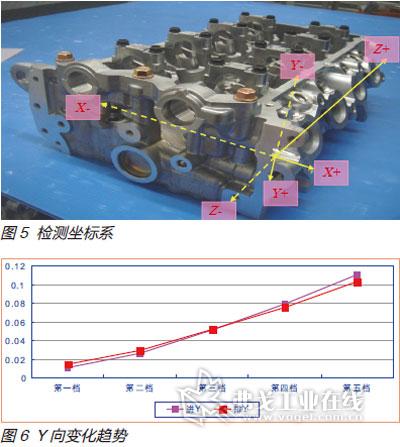
再次,对加工的空间结构模型进行分析,我们注意到刀具悬伸较长,达到485mm。同时,我们对凸轮轴孔上下半圆结构进行了分析(见图4),通过对比发现两者形状结构相差较大:凸轮轴盖为完整的半圆,缸盖上的半圆为不完整的内窄外宽的圆弧,两边结构不一样导致切削时的切削力大小不一样从而导致刀具会因为切削力的不同而往一边偏。
为了更准确地找出症结所在,我们决定建立如图5所示的检测坐标系。依据检测坐标系,对尺寸数据进行深度分析。
凸轮轴孔标准位置尺寸为:进气测X=0.2mm,Y=-113mm,排气侧X=-97.7mm,Y=-113mm。现对首批加工的五件工件进行凸轮轴孔位置尺寸检测,测得其实际位置相对于标准尺寸的偏移量(因数据较多,此处仅以2号工件为例,其余4件变化趋势大体相同,在此不再赘述)。

仔细观察表2发现,凸轮轴孔位置X方向变化较为平缓,各档差异不大,但Y方向呈现较为明显的变化,为了更好地研究Y方向变化趋势,我们绘制了折线图6。
从图6可以清楚地看出:从凸轮轴孔第一挡向第五挡,凸轮轴孔轴线在垂直方向(即Y方向)有规律地逐渐下降,是造成凸轮轴孔与火力面平行度误差的主要表现形式,而刀具悬伸过长,刚性不足出现下垂是导致这一现象产生的主要原因,凸轮轴孔上下半圆切削作用力不一样为次要原因。
对策及实施效果
针对造成凸轮轴孔平行度下降的主要原因,我们经过讨论,决定通过调整缸盖夹具以补偿刀具下垂误差,具体实施方式为在夹具支撑块下增加铜垫片,改变支撑点相对位置高度,以使夹具与刀具下垂量相适应,达到补偿刀具下垂量的目的。
调整夹具后,加工新的工件并检测数据,对数据进行分析。表3为凸轮轴孔各档Y向位置尺寸相对于标准值的偏差(共7件, 仅以9号工件为例,其余不再赘述)。
经过调整,凸轮轴孔相对标准位置的偏移已得到较大程度的补偿。为进一步验证整改效果,检测新一批工件凸轮轴孔平行度并与整改前数据进行对比可以看出,调整后凸轮轴孔的平行精度得到大幅提升,基本达到之前制定的整改目标。
为了巩固调整成果,采取以下措施:将临时采用的铜垫片及原有支撑块更换为正式制作的支撑块,确保其稳固耐用;将夹具支撑块高度更新到夹具图样上,形成固化。
结语
发动机属于汽车的核心部件,其性能决定着整车的性能。而凸轮轴是发动机内部的运动部件,并控制着进排气的相关动作,其孔加工精度直接影响到产品的各种性能。
虽然本次整改前后,产品质量都属于合格,但凸轮轴孔在整改后的产品精度方面必将提升产品整体的品质和性能。同时在整改过程中基于事实,分析数据,多环节逐一考虑排查,为今后解决此类问题积累了经验。
安徽江淮汽车股份有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多