缸体、缸盖加工生产线中刀具的选择
刀具的选择受到工件材料、工艺、机床和生产线节拍控制等多种因素制约,在工艺编制时,多方考虑以上因素,处理好刀具与它们之间的协调关系是极为重要的。本文重点介绍了缸体、缸盖加工生产线中组合机床和加工中心机床刀具的选择。
当今中国汽车市场呈现多品种、小批量的特点,在缸体、缸盖生产线方面,除少数厂家从国外引进由加工中心机床组成的全柔性自动线外,国内大部分发动机厂家仍采用加工中心机床和组合机床组成的混合生产线,这样既能发挥两种设备的各自优势又能实现优势互补,达到投资少、建线快的目的,符合当今中国汽车市场的需求。两种机床在刀具的选择上各有特点,本文对此进行了介绍。
组合机床刀具的选择特点
1.多轴多刀加工
组合机床的主轴箱是根据工艺编制的本工序加工内容来设计的,一般采用多主轴多刀分别加工的形式,不同孔径的加工孔可以设计在一个主轴箱里,如MR479Q缸体生产线、OP130工序、精镗φ52 mm主轴承孔、精铰后油封盖2-φ6 mm定位孔和精铰变速器2-φ10 mm定位孔,动力箱通过主轴箱的多层的齿轮传动,达到主轴获得各自不同的转速和各轴合理的但不同的切削速度V,满足工艺编制的要求。
2.工件孔深浅不同,多主轴调整灵活
根据组合机床进给终端时各主轴刀具的相对位置图,调节刀具接杆的位置,然后固定刀具压紧螺钉(刀具柄部外锥面与接杆内锥面保持一致),达到图样的不同要素、不同走刀进深尺寸要求。满足组合机床的液压(机械)滑台统一进给和统一退回的高效特性。
3.组合机床的夹具上基本都设置有刀具的导向装置
目的是提高刀具本身的刚性和位置精度。
加工中心机床刀具的选择特点
1.加工中心机床属于单主轴机床,通过机械手快速换刀完成钻孔、铰孔和攻螺纹等,而且可以安排在一个工序内,分多个工步完成,加工内容虽不受限制,但完成加工内容的多少受整个生产线节拍和该机床刀库容量的制约。
2.如何提高加工中心机床的效率,保证整个生产线节拍最短?往往采用复合刀具是有效的,即将多个工步复合成一把刀具,在一次进给完成多个工步内容。
3.加工中心的机床工件夹具,因为不设刀具导向,对于长径比大的孔的加工,是以工件本体孔导向的。例如精镗缸体主轴承孔,需先半精镗第一档缸体主轴承孔,单一半精镗刀返回本机床刀库。
一般精镗缸体主轴承孔的镗刀采用半精镗刀、精镗刀和导向条三者组合的复合刀具。进给开始时,半精镗刀不参加第一档缸体主轴承孔的切削,一般第一档主轴承孔只作为半精镗刀的定向孔,接着精镗刀加工,以此为导向,半精镗加工第二档缸体主轴承孔,再精镗……直到完成。与组合镗床相比,走刀距离长,加工效率低,远不如采用主轴承孔组合镗床的加工效率。
刀具类型的选择
刀具分通用刀具和专用刀具,生产线产量大,使用专用刀具居多。专用刀具分为单一刀具和复合刀具,刀具根据图样和工艺相关要求,委托专用刀具厂进行设计。设计时,供需双方针对加工工艺、整条生产线的节拍、刀具结构和切削余量的分配进行充分讨论。值得注意的是,专用刀具结构复杂、批量小且成本高,不宜单件生产,应该用在大批量的缸体、缸盖生产线上。
针对缸体、缸盖加工生产线的专用刀具,我们结合建线、验收和生产实际中发生的刀具问题,谈谈专用刀具的选择。
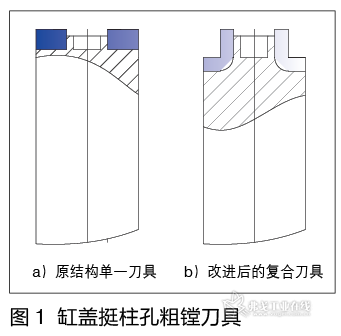
1.单一刀具切削余量要合理分配
比如粗镗缸盖气门16-挺柱孔刀具,原结构为单一刀具(见图1a),整体结构,缸盖挺柱孔毛坯孔径为φ15 mm,粗镗到φ30.5 mm,单边余量达7.5 mm以上,切削负荷增加,试生产时,出现加工中心机床主轴闷车,切削温度上升,镗气门挺柱孔刀与缸盖加工孔粘接在一起,常出现拉伤挺柱孔已加工的内表面的情况。
分析原因是一次走刀切削余量过大,造成切削阻力大。如果分为粗镗和半精镗两个工步加工,又会增加节拍时间。所以,我们把单一刀具更改为阶梯结构的复合刀具,将切削余量重新作了合理的分配,前端刀具粗镗单边余量达5 mm,后端刀具半精镗余量为2.5 mm(见图1b),气门挺柱孔由于先粗镗、后半精镗,切削负荷相对降低,加上切削余量分配合理,又改善了冷却液供应条件,散热好,加工质量稳定,不再出现机床主轴闷车现象。
2.复合工序加工刀具
缸体、缸盖结构较复杂,按工步先后加工顺序,往往将关联要素的多个工步复合成一把专用刀具,在工件一次定位夹紧状态下,一次走刀完成多个关联要素的加工,以保证它们的位置精度和工序节拍。
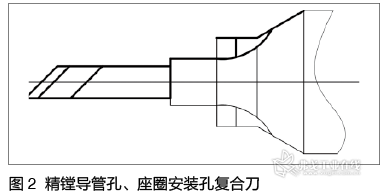
例如OP-50缸盖加工精镗气门座圈安装孔和气门导管安装孔,两个工步设计成一把复合刀具(见图2),原因是工艺规定气门导管安装孔和气门座圈安装孔有较高的位置度要求。采用复合刀具既能保证同轴度,又能提高效率。复合刀具也为后序精加工导管内孔φ6 mm和座圈90°密封面提供了工艺保证,最终满足图样气门座圈90°密封面对导管内孔φ6 mm中心线的径向跳动φ0.03 mm的要求。另一方面,如果两个工步分开单独加工,必然影响本工序的节拍,而且,加工精度下降,也难以保证气门座圈安装和气门导管安装的同轴度。
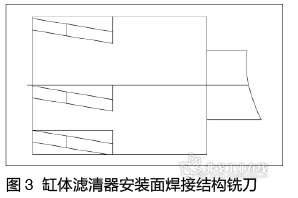
3.专用平面铣刀铣削,应保证合理的切削速度
缸体加工生产线初验收时,加工缸体侧面机油滤清器φ70 mm安装面采用的是直径φ60 mm焊接结构立铣刀(见图3),存在3个问题:铣削速度低,机油滤清器安装面粗糙度、平面度达不到要求;刀具φ60 mm的投影面积小于机油滤清器φ70 mm安装面,需多次走刀,走刀时间长;焊接结构立铣刀,其中一个刀齿损坏,刀具整个报废,更换刀具费时、费力。后来采用瓦尔特机夹立铣刀,铣刀直径也由φ60 mm改为φ110 mm,铣刀直径的增大提高了铣削速度,可一次走刀完成平面铣削,由焊接结构改成锲块和螺钉机夹结构,刀片也改成4边可转位,更换刀片省时、省力,延长了刀具寿命,从而机油滤清器安装面粗糙度和平面度超过了图样要求。
刀具材料选择
工件材料决定刀具材料。缸盖材料为铝合金,塑性较好,但切削时切屑易粘附在刀具上形成切屑瘤,使加工表面质量恶化,刀具材料一般选择切削性能好、对切屑粘附性小的金刚石(PCD);缸体材料为合金铸铁,脆性大,但切削时刀具易崩口,刀具材料一般选择切削性能好、抗脆性的立方氮化硼(CBN)。
刀具结构的选择
1.焊接刀具
焊接刀具原则上用在加工直径小的刀具、刀体和刀片材质不同的场合,例如缸盖精镗气门座圈安装孔和气门导管安装孔的复合刀具,由于刀体结构限制,不适合或无法采用机械夹紧的方式,只能采用焊接结构。如小直径φ10 mm H7缸体的变速器壳体定位孔的机用铰刀,刀片与刀体也普遍采用焊接结构。
2.锲块机夹刀具
锲块机夹刀具广泛用于结构空间允许、直径大的刀具,例如铣削缸体的前后面、顶底面等大平面密齿铣刀,采用锲块机夹结构形式,特点为:由于参与切削的刀片多,每个刀片的切削负荷大大减轻,刀片单个定制,具有合理的切削角度,每个刀片呈多边形,具有4~8个切削刃,刀片可以转位,重复机夹使用,免去了刃磨刀片的工时。由于铣刀的直径大、切削速度高,铣出的平面粗糙度好、平面度高。
3.采用整体硬质合金刀具
缸盖线加工φ6 mm导管孔,建线之初,采用国外名牌镗刀,由于孔小、镗杆细、刀片小、悬臂长、镗刀刚性差且易振动,加工的导管内孔表面常常出现环状振纹,粗糙度不合格。后来我们针对镗杆细、刀片小、悬臂长和易振动的问题,从提高镗刀刚性入手,改用国产整体4刃螺旋齿硬质合金整体内冷铰刀(见图4),增加了螺旋刀齿与导管孔的接触长度,提高了刀具刚性和切削时的稳定性,内冷也改善了刀具的冷却液供应条件,φ6 mm导管孔的加工达到图样粗糙度要求,也延长了刀具寿命。

结语
刀具的选择受到工件材料、工艺、机床和生产线节拍控制等多种因素制约,在工艺编制时,多方考虑以上因素,处理好刀具与它们之间的协调关系是极为重要的。生产线建成后,在予验收阶段,出现问题最多的也是刀具,所以在工艺编制时,我们应对刀具的选择给予足够的重视。
AI《汽车制造业》
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多