基于智能设备联网技术的监控系统研究与应用
设计策略
实施智能设备联网,建立参照制造企业信息化的管理思路,整合公司以及外部管理专家建议,结合多年的管理信息化项目经验和信息化成果,包括服务器端与网络建设、服务器端软件开发、设备端的程序开发、设备与服务器端标准接口文件的设计,连接公司的MES和SAP来进行数据交换,MDAS端接口和报表系统的开发。
通过大量前期调研和试用国内外、各行业的机加工设备应用,依据变速器产品全生命周期技术和管理要求,选取了适用于汽车零部件制造行业,国内外知名软件商的行业标杆软件平台。在信息化方面,本设计实现了信息化、自动化、智能化与生产制造过程的紧密结合。
整体方案
设备自动化控制系统PLC定义的标准接口协议(OPC协议)及接口定义进行通信:实现MES与PLC之间包括工件到位、保存数据、保存完成及验证完成四个信号交互,其他信息通过PLC或者MES实时地写入定义好的DB地址,由PLC或者MES到标准的DB地址获取对应的信息,实现数据采集、设备监控、生产控制等相应的功能。系统设计如图1所示。
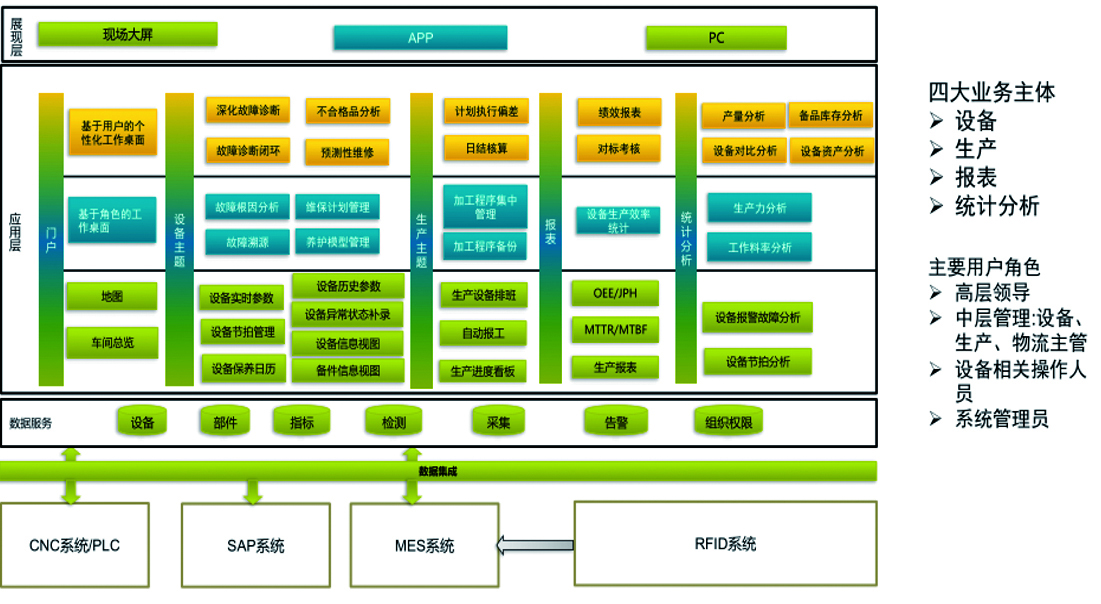
图1 设备系统设计
具体实施内容如下:
1)MDAS根据需求和相关规则,自动分解出自制件缺件数和日生产计划数(投料),由生产调度确认后,下达计划。
2)各车间生产领班定期维护排产相关参数。
3)MDAS根据需求数据、当前在制品和库存数据,考虑排产参数和规则,自动生成设备排产计划,经车间领班确认后,生成生产作业指令。
4)设备排产计划作为后续实际设备OEE计算的基准,并与生产实绩进行跟踪。
5)通过企业微信发送生产安排。
6)设备关键故障信息,通过企业微信进行推送。
网络部署
设备联机采用私有网络,设备通过私有网络连接到服务器机房总交换机,不影响现有生产设备网络,方便维护和管理。
生产局域网络系统所采用的元器件均为国内外知名品牌产品。硬件设备采用经过严格测试的、符合工业环境的硬件产品,抗干扰性和运行环境温度都满足工业现场标准。以太网线等传输介质符合工业现场要求,具有良好的抗干扰性、抗拉伸、抗挤压性。
数据仓库区是平台的核心,为关系型数据提供业务逻辑复杂的计算服务和存储,数据仓库是基于MPP体系架构的。在数据仓库区建立企业级的数据模型,以范式化加工后的数据模型供统计分析类应用使用,包括基础数据、业务数据和指标数据。
实时分析区是实时/准实时业务需求,提供结构化数据或非结构化数据的实时加工处理分析,支撑生产设备的在线实时监测、生产过程监控等应用。实时分析区的分析结果也可以作为数据仓库区的数据源。
设备实施功能
(1)实时监控
展示车间各设备采集的实时数据(图2),包括主轴电流、刀具速度等,可以实时展示该设备采集点明细,并显示该采集点最近10min的实时数据和最近1h的历史数据。在历史数据项,可以选择任意时间段,查询该时间段内的历史数据曲线。同时系统支持多采集点对比展示。同时,超出设备预警线,系统会自动报警,并通过企业微信推送相关人员。
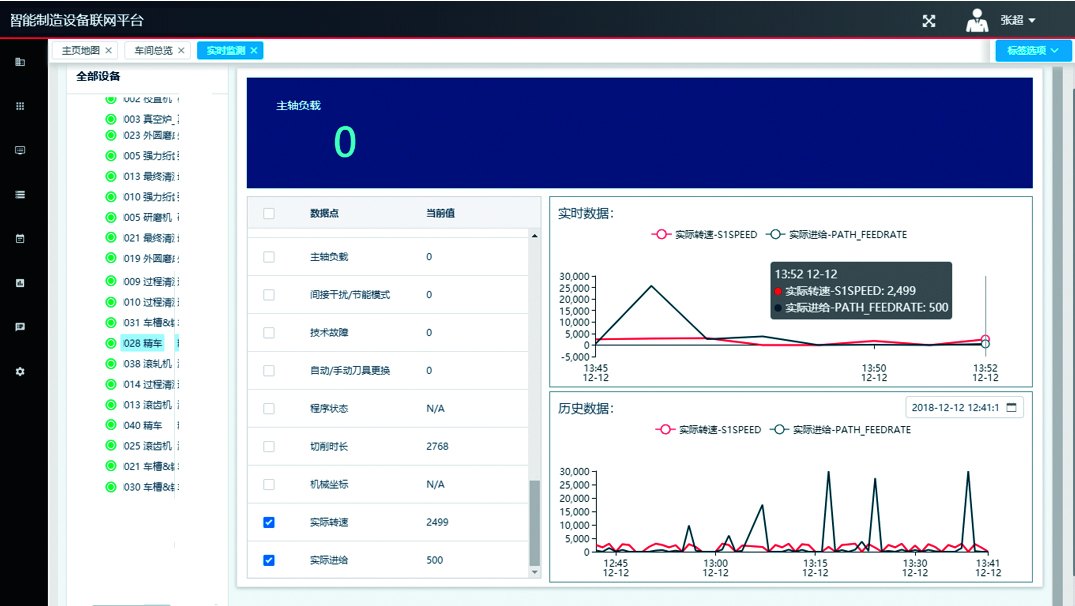
图2 实时监控图
(2)生产报工
汽车零部件制造型的生产属于典型的离散制造模式,针对此情况,该系统实施生产报工及智能排产。系统展示设备主数据、设备维保计划数据,由SAP向MDAS定期同步。在制品数据、订单工艺路线、生产订单和看板数据由MES定期同步到MDAS,并考虑热前第一道工序单张看板数量和单次生产经济批量:单张看板数量的整数倍,根据班产参数和可用的第一个班次开始时间,计算第一道工序计划,超过该班产的数量安排到下一个可排班次上,优先安排当前工序的在制品数计划,然后再根据上道工序的计划完成时间,计算未来当前工序的设备排产计划,各工序从前往后、按照时间先后顺序进行,各工序依此类推。
领班对车间设备排产调整确认,当前生产班次不允许修改;车间领班确认后的设备排产计划,生成或导出生产作业指令:系统自动采集设备已加工零件数量,实时显示在“设备自动计完工数”文本框。若设备自动计完工数>看板卡可报工数,设备自动采集的完工数记到下一看板卡。
(3)设备维护
在设备正常生产时间内,系统识别设备的状态,包括运行、空闲、故障及关机,由操作工对非正常设备状态进行维护,维护的设备状态原因参考车间板报上的JPH损失分类,包括设备故障、检验、待料、产品切换、工装切换、刀具切换、其他及调试首件等。
JPH(每小时工作量)=合格零件数/净运行时间(1)在车间机床设备上的IPC屏幕软件中,设置了当前班次JPH数据查询入口,显示当前班次开始截止到当前时间前一个时间段的JPH数据,对于未达标的数据以红色的颜色醒目展示。
同时,在当前窗口中,以滚动消息的形式,提示操作工有未达标的JPH数据(图3),注意及时维护损失原因状态。
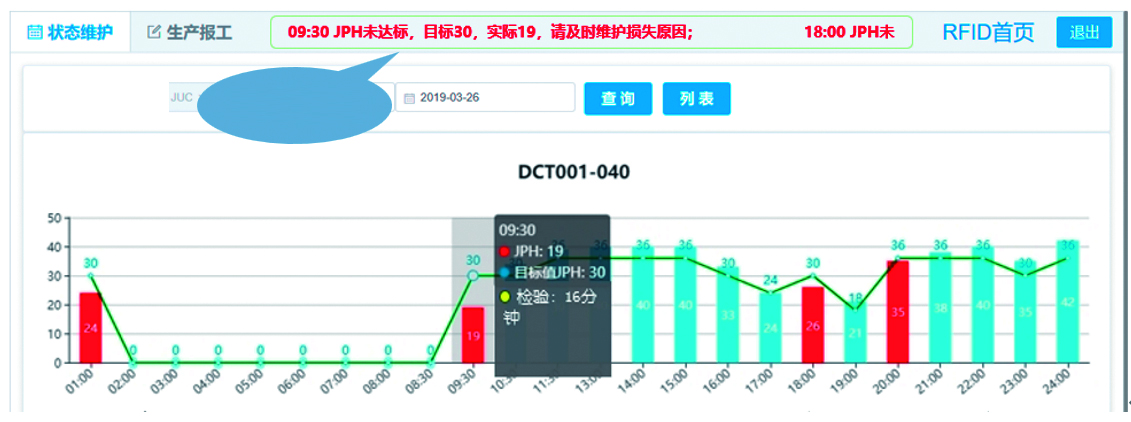
图3 JPH监控图
(4)OEE报表
OEE(全局设备效率)是TPM(全员设备维护)的一个常用指标。它作为设备损失的一个关键指标,由日本设备维护协会(JapanInstituteofPlantMaintenance,JIPM)创建。OEE是对投资价值的一个测量。OEE测量设备的可用率、性能效率和质量合格率。监控和改善OEE的目的是寻找改善机会和归档预期的设备利用率增加,进而增加产出(收入),降低成本,降低库存(要求的运作资金)和降低净固定资产(提高投资效率)。监控和改善OEE的目标是提高设备的整体利用。这会引起高产品产出、低成本、降低的库存和净固定资产(提高投资效率)出来,同时也包含其相应损失。
ΣOEE(设备综合效率)=Σ可利用率*Σ性能效率*Σ质量合格率(2)Σ可利用率=Σ实际运行时间/Σ应运行时间(3)=(Σ班次时间-Σ计划停机时间-Σ非计划停机时间)/(Σ班次时间-Σ计划停机时间)Σ性能效率=Σ理想加工时间/Σ实际运行时间(4)
该系统从组织结构上来看可以是工厂-车间-班组-设备这样来区分,用户可以选择时间维度(日、周、月、年)进行OEE累计查询,系统生成不同车间的OEE累计指标;系统支持点击某个车间的柱状图形,生成该车间下的分班组OEE累计指标;系统支持点击某个班组的柱状图形,生成该班组下的分设备OEE累计指标。
按照工厂进行统计,展示每天表现最差的前10个OEE设备数据,显示包括OEE指标(图4)、设备运行效率、性能效率、不合格率各类指标数据,然后用户点击某台设备,下面显示该设备在这一天的损失情况。
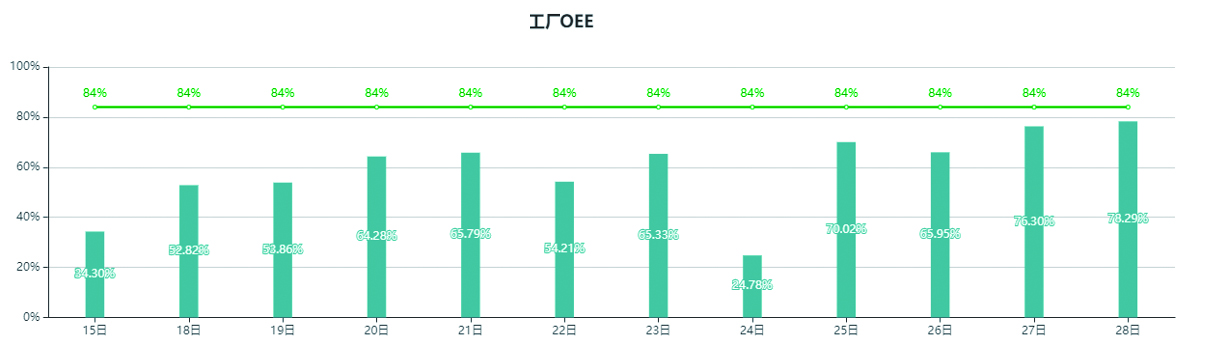
图4 OEE报表
结束语
本文是充分利用智能设备联网技术软件优势、特点,实施数据采集,结合产品确定车间需求,充分考虑未来发展方向、应用数字化和智能化场景落地,形成高效智能的设备联网技术,监控设备状态,优化生产报工及智能排产,实时展示设备OEE;本系统能够有效地帮助工厂进行生产管理、提高生产效率、开展智能化转型,为后续的智能制造奠定了研究基础。
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:黄仁斌,单位:麦格纳(江西)传动有限公司。责任编辑龚淑娟,责任较对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多