3D视觉测量技术在风窗玻璃智能装配中的应用案例
0 前言
随着汽车装配工艺自动化水平的提升,采用传统机械结构、引导装配逻辑的自动化装配,无法解决零部件波动带来的装配不稳定、装配适应性差需装配后人工调整的问题,已无法满足汽车零部件智能装配需求。本文通过介绍3D视觉测量技术在汽车前风窗玻璃智能装配上的应用案例,说明3D视觉测量技术在汽车装配智能化上的重要意义。
1 案例概况
本方案根据3D视觉测量技术原理,通过在车身及前风窗玻璃实物上建立装配参照点,再依据3D视觉测量技术可以测量到实物配合的最小间隙原理来测量零部件在曲面(厚度)下的真实偏差,并通过软件计算车身装配参照点与前风窗玻璃装配参照点实物偏差来确保前风窗玻璃实物中心与车身实物中心重合,最终实现智能装配的重要参数(装配精度、装配适应性)提升。
2 装配流程
本案例装配流程共五个步骤,如图1所示。
第一步:用3D相机测量车身上的基准点,目的是确认车身位置。
第二步:用3D相机测量车身上前风窗玻璃装配参照点,目的是建立起车身实物偏差下的前风窗安装局部基准体系。
第三步:用3D相机在工装上测量前风窗玻璃上的装配参照点,目的是建立起前风窗玻璃实物偏差下的装配参照体系。
第四步:车身实物偏差下的前风窗安装局部基准体系与前风窗玻璃实物偏差下的装配参照体系拟合,目的是计算零件实际装配位置。第五步:零件依据软件计算的实际装配位置运动并装配到车身上。

图1 装配流程示意
3 装配参照点设计
前风窗玻璃装配参照点如图2所示。
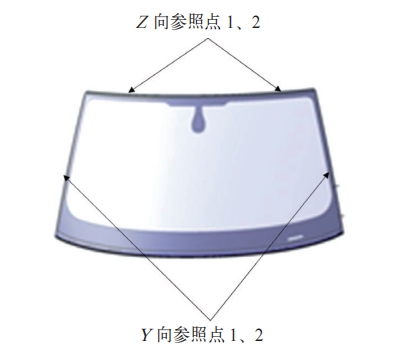
图2 前风窗玻璃装配参照
点前风窗玻璃装配车身参照点如图3所示。
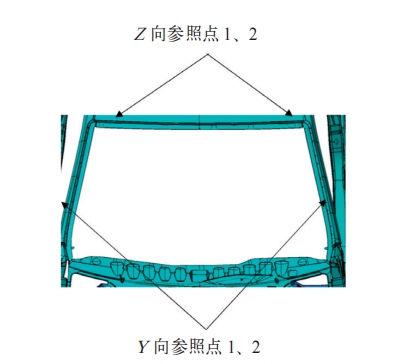
图3 前风窗玻璃装配车身参照点
4 装配效果
4.1 装配及测量精度
选定1个前风窗玻璃及1个车身进行30次装配,过程数据如图4所示。
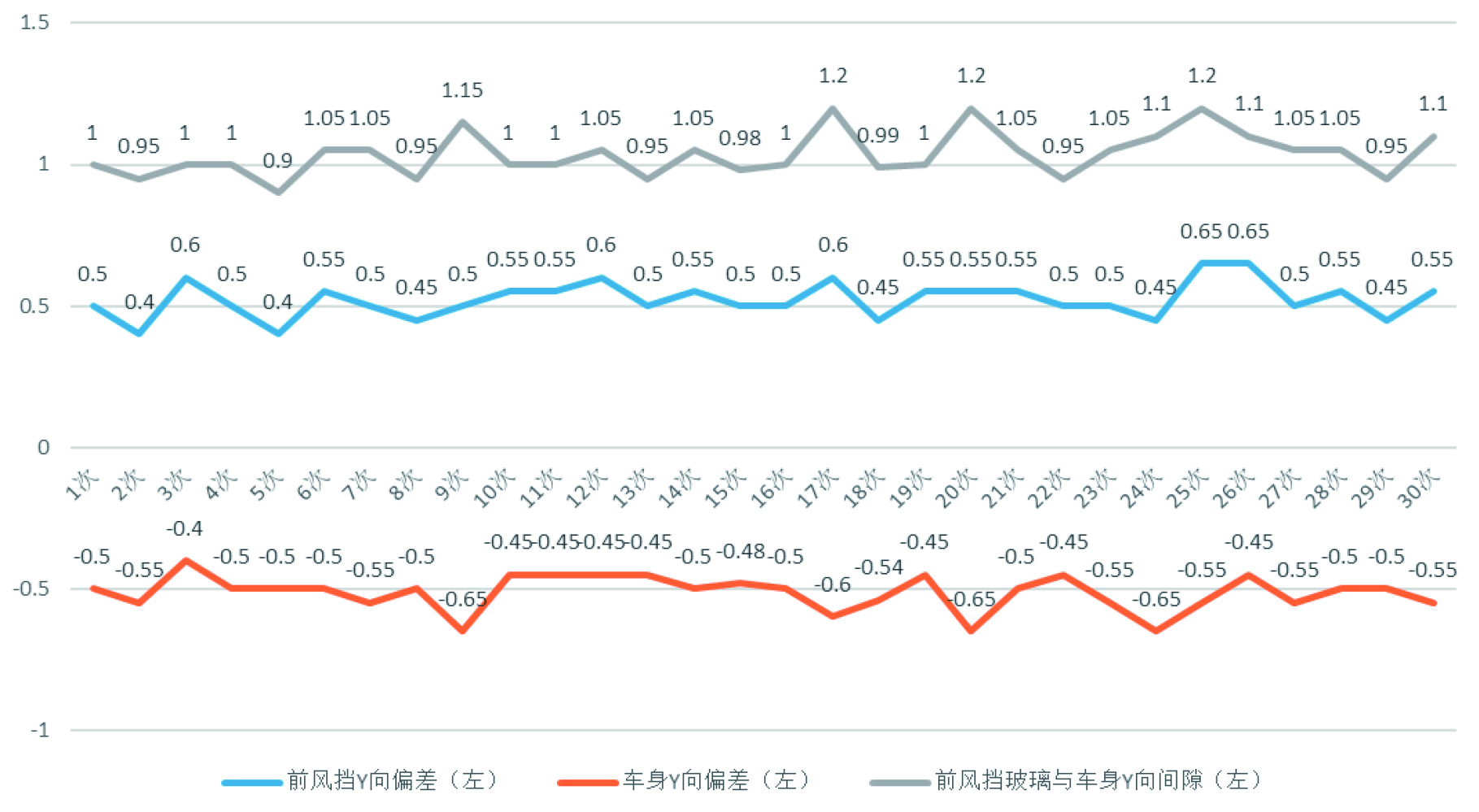
图4 前风窗左侧装配过程数据
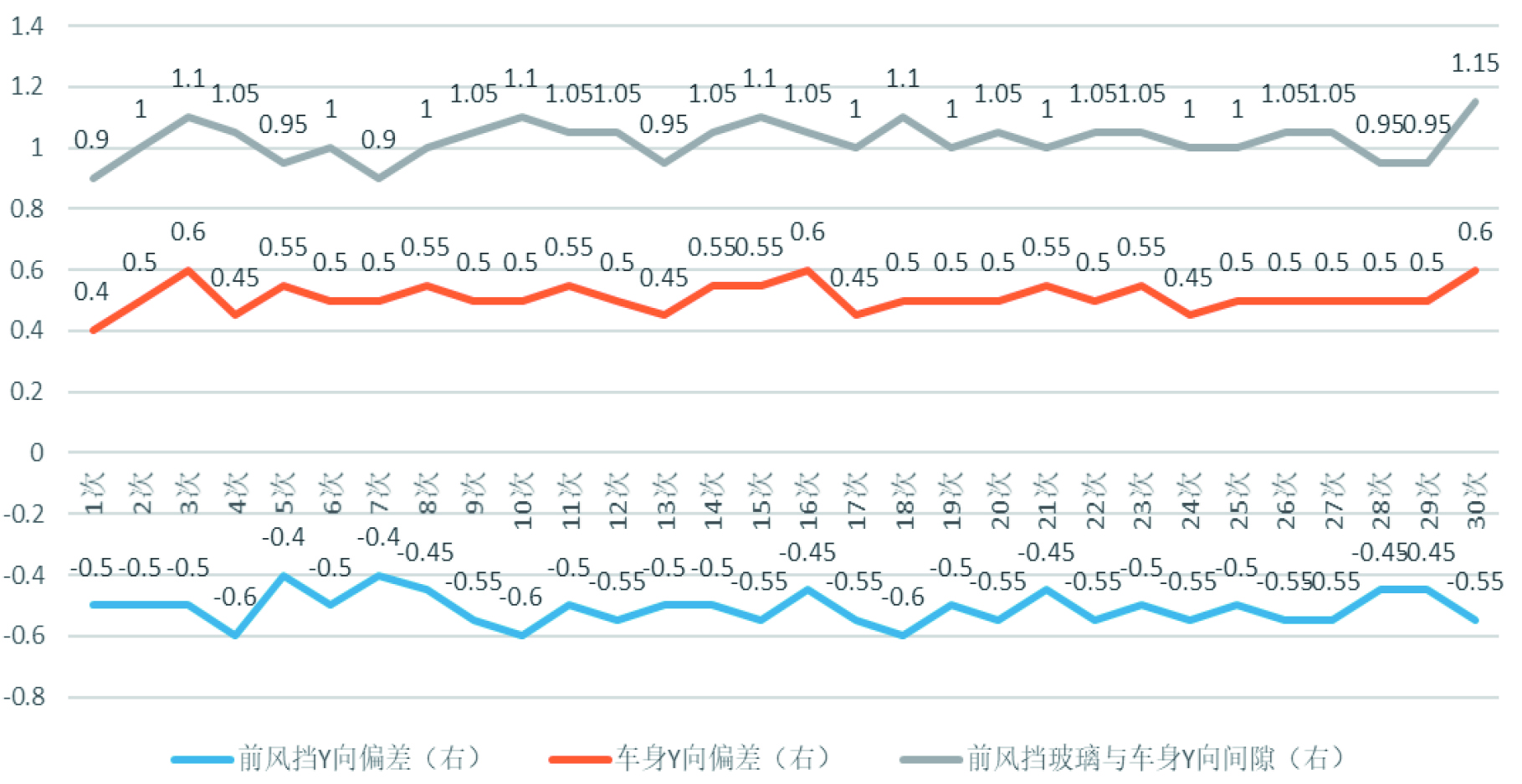
图5 前风窗右侧装配过程数据
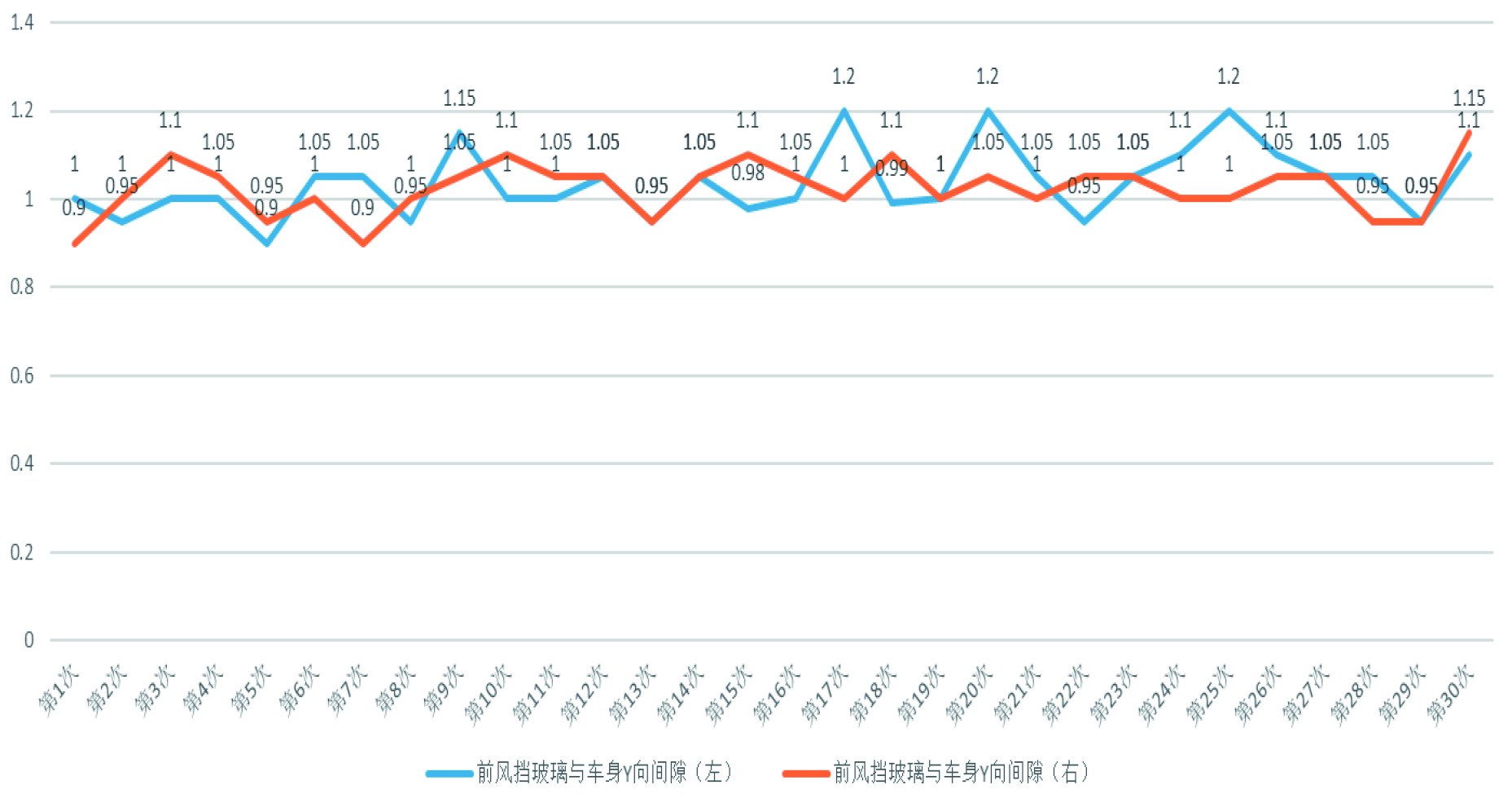
图6 前风窗玻璃与车身Y向间隙左、右侧对比
左侧,前风窗Y向装配参照点测量值波动<0.3mm,车身Y向装配参照点测量值波动<0.3mm,前风窗与车身Y向间隙测量值与前风窗Y向装配参照点测量值、车身Y向装配参照点测量值之和对应性小于0.2mm,装配精度符合率100%。
右侧,前风窗Y向装配参照点测量值波动<0.3mm,车身Y向装配参照点测量值波动<0.3mm,前风窗与车身Y向间隙测量值与前风窗Y向装配参照点测量值、车身Y向装配参照点测量值之和对应性小于0.2mm,装配精度符合率100%。
左侧、右侧间隙对称值<0.2mm,装配精度符合率100%。综上,装配及测量精度高。
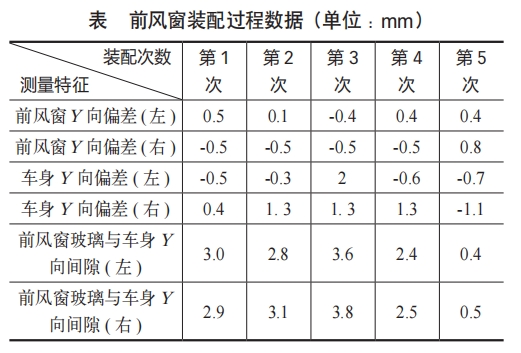
4.2 装配适应性
选定5个前风窗玻璃及5个车身分5组进行配对装配,过程数据如表所示。在随机装配过程中,在车身装配参照点实物极差2.4mm,前风窗玻璃装配参照点实物极差1.3mm情况下均能保证装配结果(前风窗玻璃与车身Y向间隙),左右对称度<0.5mm,装配适应性100%,装配适应性强。
5 结语
通过汽车前风窗玻璃智能装配实施案例,举例说明了3D视觉测量技术在汽车智能装配上的应用场景,同时说明了3D视觉测量技术具有的优异的测量准确性、稳定性以及结合装配过程设计对于装配适应性的巨大保障作用。我们可以将3D视觉测量技术广泛地应用到汽车智能装配过程中,以提升装配质量及降低零部件要求,为汽车工业4.0的实现做出应有的贡献。
参考文献
[1] 田壮,刘峰.基于3D视觉的轴承端盖表面质量检测系统设计[J].今日制造与升级,2023,(01):70-72.
[2] 李新霖.三维视觉检测系统的设计与实现[D].西安:西安电子科技大学,2022.
[3]关皓天.基于3D视觉传感器的车轮轮径测量与轮号识别方法研究[D].武汉:华中科技大学,2022.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:曾昭龙 郑耀凯 邹利 ,单位:重庆赛力斯新能源汽车设计院有限公司 。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

-

浅谈人工智能中的图像识别技术
图像识别是人工智能的一个重要领域,是指利用计算机对图像进行处理、分析和理解,以识别各种不同模式的目标和对像的技术。一般工业使用中,采用工业相机拍摄图片,然后再利用软件根据图片灰阶差做进一步识别处理。
2022-02-21
-


热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多